Изобретение относится к прокатному производству, а именно к способам прокатки сортовых профилей в сдвоенном виде с продольным разделением раската в потоке стана, а именно квадратных профилей.
Известен способ прокатки по патенту РФ №2164177, МПК В21В 1/02 с датой приоритета 16.02.1999 года, в котором для улучшения качества готовых профилей, получаемых посредством двухниточной прокатки-разделения, предложен технологический процесс уменьшения заусенцев в месте разделения сочлененных заготовок. Для этого перед разделением сочлененных заготовок с обеих сторон соединяющей их перемычки накатывают V-образные риски, которые при растяжении перемычки в разделяющем калибре ограничивают распространение пластической деформации сдвига по ширине перемычки, что уменьшает величину заусенцев в месте разрыва перемычки. При реализации в производстве данного способа не обеспечивается качественная гладкая поверхность проката, т.к. в данном изобретении решена задача снижения величины заусенцев, а не полная ликвидация заусенцев на поверхности готового проката.
Известен мелкосортный стан «320» фирмы STG (Италия), на котором технологический процесс прокатки сортамента в «одну нитку» включает нагрев заготовки, прокатку заготовки через черновые, промежуточные, предчистовые и чистовые валки. После перевалки стана возможна реализация способа прокатки сдвоенного прутка, который проходит через нагрев заготовки, прокатку заготовки через черновые, промежуточные валки, на которых формируется сдвоенный прокат, который перед предчистовыми валками разделяется на две нитки. Для всех сортаментов проката в одну нитку претензий к качеству готовой продукции нет, как нет претензий к сдвоенному прокату, кроме изготовления проката горячекатаного квадратного 10×10 мм прутка в способе прокатки сдвоенного прутка с разделением раската в клетях и прохождения через предчистовые валки «ромб (овал)» - «квадрат» - «ромб» и чистовые валки «квадрат». При такой технологии прокатки отсутствует полная «закатка» следов разделения, так как собственно закатка следов возложена на предчистовые валки первый «квадрат» и второй «квадрат» плюс чистовые валки «квадрат». Практика эксплуатации стана «320» показала достаточный уровень выхода некачественной продукции, чтобы поставить задачу повышения объема выпуска качественного проката квадратного сечения, т.к. сдвоенный прокат повышает в 2 раза «горячую производительность» чистовой прокатной клети (и в целом прокатного стана), что с учетом технологических пауз между задаваемыми в стан заготовками не менее чем на 40% повышает часовой выпуск продукции по сравнению с «однониточной» прокаткой. При скорости выхода прутков на холодильник 10 м/с и производстве профиля «квадрат 10×10 мм» скорость выхода металла из первой (черновой) клети стана составляет 0,17 м/с, что из-за повышения скорости вращения валков первой клети уменьшает нагрев чугуна валков в зоне деформации (меньше время соприкосновения горячей заготовки с участками калибра), уменьшает падение температуры металла при проходе по клетям стана, благоприятствуя тем самым процессу деформации.
Задачей изобретения является повышение качества поверхности проката - товарного вида готовой продукции, путем заката заусенцев от продольного разрыва на две нитки квадратных профилей в сдвоенном виде в тело проката с одновременным уменьшением количества проходов формируемого квадратного проката на этапе предчистовой обработки.
Технический результат, достигаемый при использовании изобретения, состоит в закатке заусенцев в тело прокатываемых ниток квадратного профиля за счет высокой степени деформации в предчистовом калибре «ромб» и чистовом калибре «квадрат».
Указанная задача решается тем, что в способе прокатки сдвоенных квадратных профилей, включающем нагрев заготовки, прокатку заготовки через черновые, промежуточные калибры, формирующие сдвоенный прокат, его продольное разделение на две нитки, прокат ниток через предчистовые и чистовой калибр «квадрат», согласно изобретению прокат ниток проводится через предчистовые калибры «квадрат-ромб», при этом предчистовой калибр «квадрат» настраивается до прокатки путем продольного смещения одного валка относительно другого на величину в диапазоне 0,10-0,15 мм, и при прокатке ниток через предчистовой калибр «квадрат» кантуют каждую нитку на 90° на расстоянии 5,5 м до следующей предчистовой клети с калибром «ромб», а закатку следов разделения на каждой нитке осуществляют в предчистовом калибре «ромб» и чистовом калибре «квадрат».
На фиг.1 представлена схема размещения оборудования стана «320» фирмы STG (Италия).
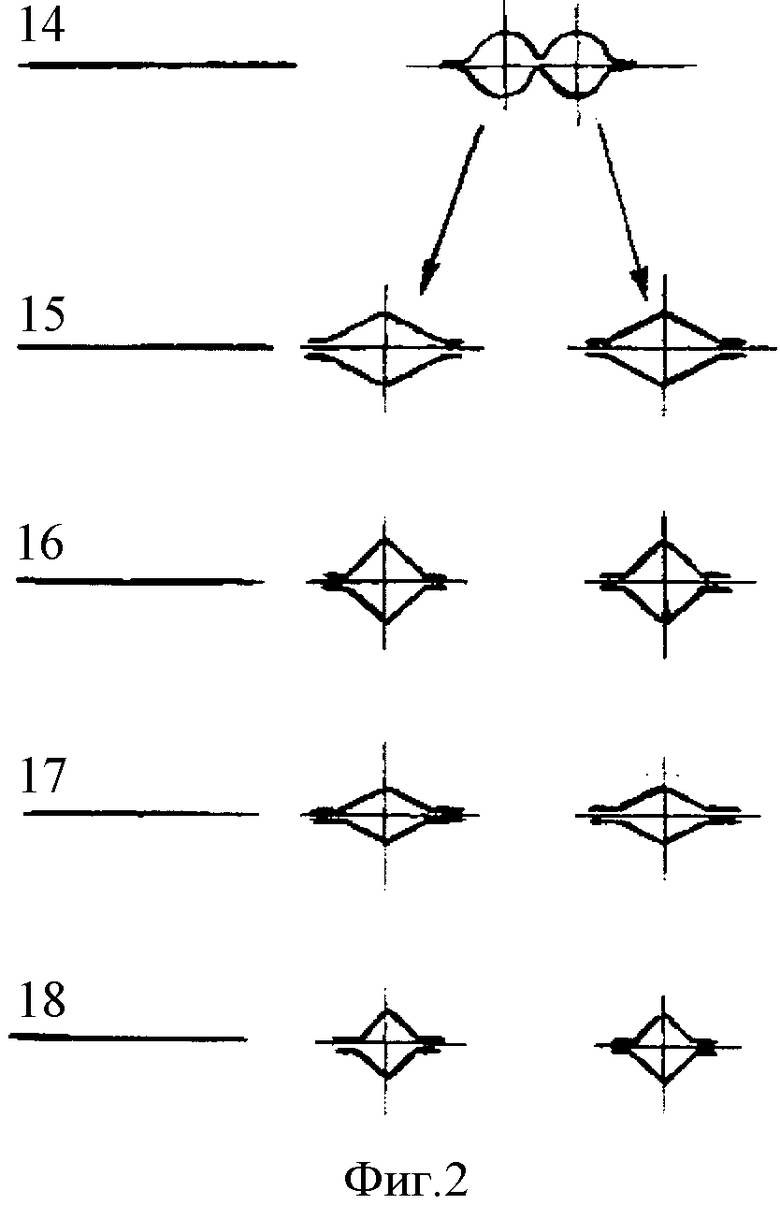
На фиг.2 представлена схема двухниточной прокатки квадратного профиля 10×10 по технологической инструкции фирмы STG (Италия).
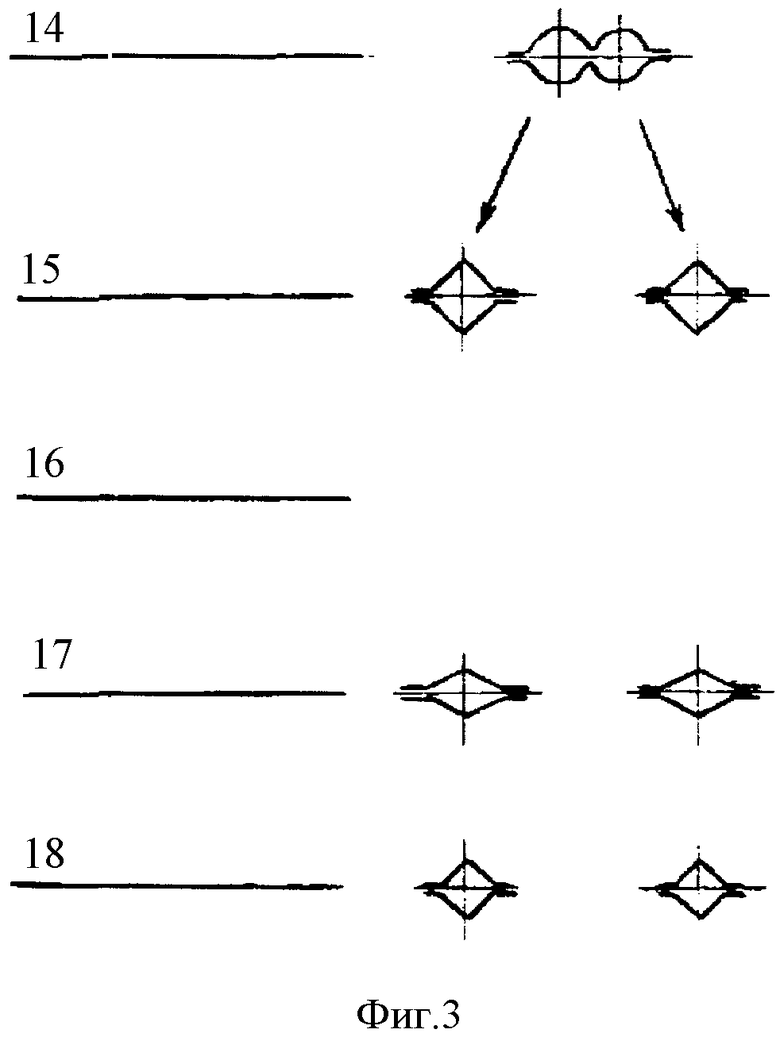
На фиг.3 представлена согласно изобретению схема двухниточной прокатки квадратного профиля 10×10.
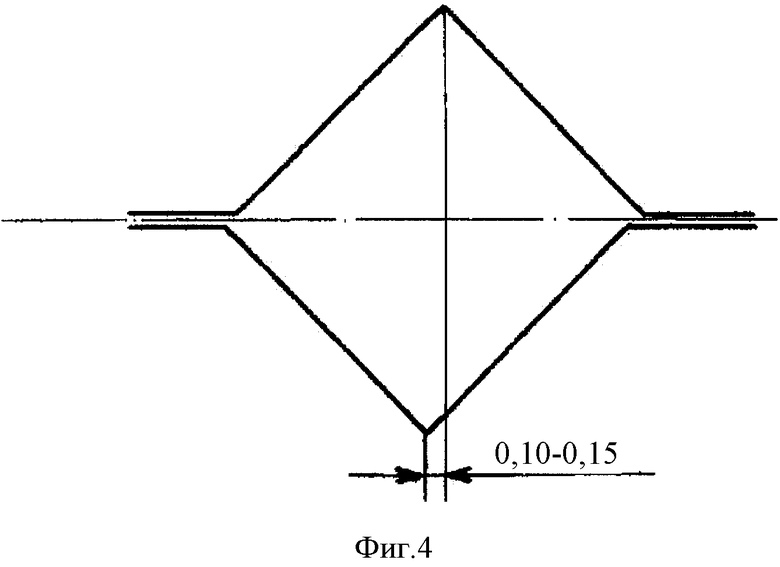
На фиг.4 представлены геометрические параметры «квадрата» предчистовой группы валков.
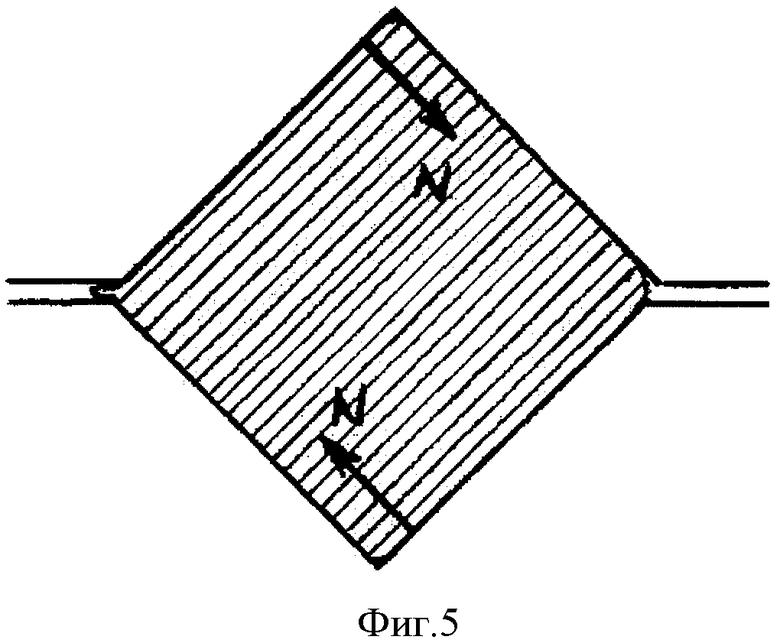
На фиг.5 представлена система сил, создающих кантовку нити квадрата 10×10 после выхода из валков «квадрат» предчистовой группы валков.
Стан «320» (фиг.1) состоит из печи 21 для разогрева заготовок, из последовательности клетей сплошной нумерации от 1 до 20.
Для проката в одну нитку черновая группа калибров 22 размещается в клетях с 1 по 6, промежуточная группа калибров 23 размещается в клетях с 7 по 14, предчистовая группа калибров 24 размещается в клетях с 15 по 17, чистовая группа калибров 25 размещается в клетях с 18 по 20. Расстояние между клетями фиксированное.
При прокате на стане «320» сортовых профилей в сдвоенном виде производят перевалку стана, подключая между клетями 14 и 15 коробку (не показана) с неприводными клиновыми роликами, которые разрывают в продольном направлении двухниточный прокат на две нитки.
На фиг.2 показаны калибры 14, 15, 16, 17, 18 клетей, применяемые при использовании технологической схемы фирмы STG (Италия).
На фиг.3 показаны калибры 14, 15, 16, 17, 18 клетей по предлагаемому изобретению, а именно при перевалке стана «320» для проката сдвоенного квадратного профиля валки с калибром профиля «ромб» удаляются из клети 15, валки с калибром профиля «квадрат» из клети 16 переставляются в клеть 15, а удаленные из клети 16 валки заменяются на лоток, обеспечивающий качественную задачу конца проката в предчистовой калибр 17 «ромб». Калибр «квадрат» в клети 15 настраивается путем продольного смещения валков друг относительно друга на величину продольного смещения в диапазоне 0,10-0,15 мм, как показано на фиг.4. Такое малое нарушение симметрии «квадрата» относительно вертикальной оси создает пару сил, как показано на фиг.5, и приводит к кантовке каждой нити проката вдоль продольной оси. При кантовке нити проката квадратного сечения на 90° заусенец из горизонтального положения в калибре «квадрат» клети 15 переходит в вертикальное положение в калибре «ромб» клети 17, что обеспечивает значительную (порядка 35% длины диагонали квадрата, выходящего из клети 15) деформацию поперечного сечения квадрата вдоль вертикальной оси при превращении его в ромб.
Опытным путем был установлен диапазон 0,10-0,15 мм продольного смещения валков с калибром «квадрат» клети 15, обеспечивающий кантовку на 90° нити проката и качественную задачу конца проката в калибр «ромб» клети 17, установленной на расстоянии 5,5 м от клети 15.
Использования указанного способа реально обеспечило качественную поверхность граней квадратного проката на стане «320» в случае использования сдвоенного проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Непрерывный мелкосортный стан с разделяющей раскат системой калибров | 2016 |
|
RU2680336C1 |
| Способ прокатки угловых профилей | 1976 |
|
SU554015A1 |
| Способ сдвоенной прокатки на непрерывном мелкосортном стане | 1989 |
|
SU1671381A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ СОРТОВЫХ ПРОФИЛЕЙ, ПОЛУЧАЕМЫХ ПРОКАТКОЙ-РАЗДЕЛЕНИЕМ | 1991 |
|
RU2033288C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |

Изобретение предназначено для повышения качества сортовых профилей, получаемых в сдвоенном виде с продольным разделением раската в потоке стана и с последующей чистовой обработкой профилей. Прокатка сдвоенных сортовых профилей включает нагрев заготовки, прокатку заготовки через черновые, промежуточные калибры стана, формирующие сдвоенный прокат, его продольное разделение на две нитки, прокат ниток через предчистовые и чистовой калибр «квадрат». Устранение следов (закатка) заусенцев от продольного разрыва на две нитки сортовых профилей квадрат в сдвоенном виде при уменьшении количества проходов формируемого квадратного проката обеспечивается за счет того, что прокатку ниток проводят через предчистовые калибры «квадрат-ромб», при этом чистовой калибр «квадрат» настраивается до прокатки путем продольного смещения одного валка относительно другого, так что верхнее ребро части квадрата на верхнем валке смещено в диапазоне 0,10-0,15 мм по отношению к нижнему ребру оставшейся части квадрата на нижнем валке, и при прокатке ниток через предчистовой калибр «квадрат» кантуют каждую нитку на 90° на расстоянии 5,5 м до следующего предчистового калибра «ромб», так что закатка следов разделения на каждой нитке осуществляется в предчистовом калибре «ромб» и чистовом калибре «квадрат». 5 ил.
Способ прокатки сдвоенных квадратных профилей, включающий нагрев заготовки, прокатку заготовки через черновые, промежуточные калибры, формирующие сдвоенный прокат, его продольное разделение на две нитки, прокатку ниток через предчистовые и чистовой калибр «квадрат», отличающийся тем, что прокатку ниток производят через предчистовые калибры «квадрат-ромб», при этом предчистовой калибр «квадрат» настраивают перед прокаткой путем продольного смещения одного валка относительно другого таким образом, что верхнее ребро части квадрата на верхнем валке смещено на 0,10-0,15 мм по отношению к нижнему ребру оставшейся части квадрата на нижнем валке, и при прокатке ниток через предчистовой калибр «квадрат» каждую нитку кантуют на 90° на расстоянии 5,5 м до следующего предчистового калибра «ромб» для закатки следов разделения на каждой нитке в предчистовом калибре «ромб» и чистовом калибре «квадрат».
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
| Способ изготовления изделий | 1975 |
|
SU692660A1 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| US 4193283 A, 18.03.1980. | |||

