1
(21)4209592/25-27
(22)16.03.87 .
(46) 23.06.89. Бкш. № 23
(71)Краматорский научно-исследовательский и проектно-технологический институт машиностроения
(72)М.Я.Бровман, И.К.Марченко, В.В.Капорович, Р.П.Лысенко
и О.ГоЛысенко
(53)62П073 (088о8)
(56)Авторское (Свидетельство СССР № 697237, кл. В 21 J 3/00, 1974.
(54)СПОСОБ ДЕФОРМИРОВАНИЯ ЗАГОТОВОК
(57)Изобретение относится к обработке металлов давлением и, в частности, к способам охлаждения инструмента при горячей штамповке. Цель изобрё- тения - повьшение качества получаемых заготовок и стойкости инструмента. На рабочую поверхность нагретого инструмента наносят слой твердого экранирующего вещества, а затем на, слой экранирующего вещества подают смазочно-охлаждакнцую жидкость. Наличие экранирующего вещества на рабочей поверхности инструмента позволяет, устранить возникновение резкого перепада температур при подаче смазочно- озшажданщей жидкости. 3 ил.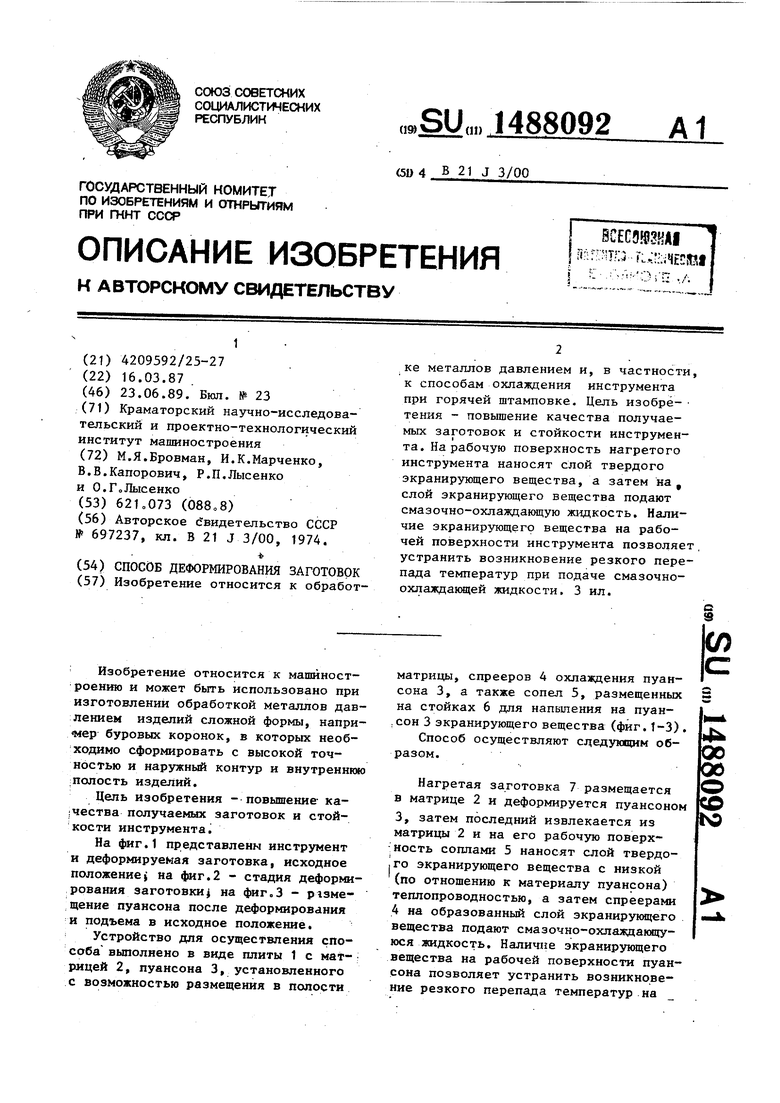
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для горячей и полугорячей штамповки | 1988 |
|
SU1562056A1 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| СПОСОБ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ИЗДЕЛИЙ | 1990 |
|
RU2020019C1 |
| Способ смазки при горячей обработке металлов давлением | 1978 |
|
SU697237A1 |
| Технологический комплекс подготовки и подачи смазочных жидкостей | 2023 |
|
RU2828778C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЖАРОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1989 |
|
RU2020020C1 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2741047C1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
Изобретение относится к обработке металлов давлением и ,в частности, к способам охлаждения инструмента при горячей штамповке. Цель изобретения - повышение качества получаемых заготовок и стойкости инструмента. На рабочую поверхность нагретого инструмента наносят слой твердого экранирующего вещества, а затем на слой экранирующего вещества подают смазочно-охлаждающую жидкость. Наличие экранирующего вещества на рабочей поверхности инструмента позволяет устранить возникновение резкого перепада температур при подаче смазочно-охлаждающей жидкости. 3 ил.
Изобретение относится к машиностроению и может быть использовано при изготовлении обработкой металлов давлением изделий сложной формы, например буровых коронок, в которых необходимо сформировать с высокой точностью и наружный контур и внутреннюю полость изделий.
Цель изобретения - повышение ка- |Чества получаемых заготовок и стойкости инструмента.
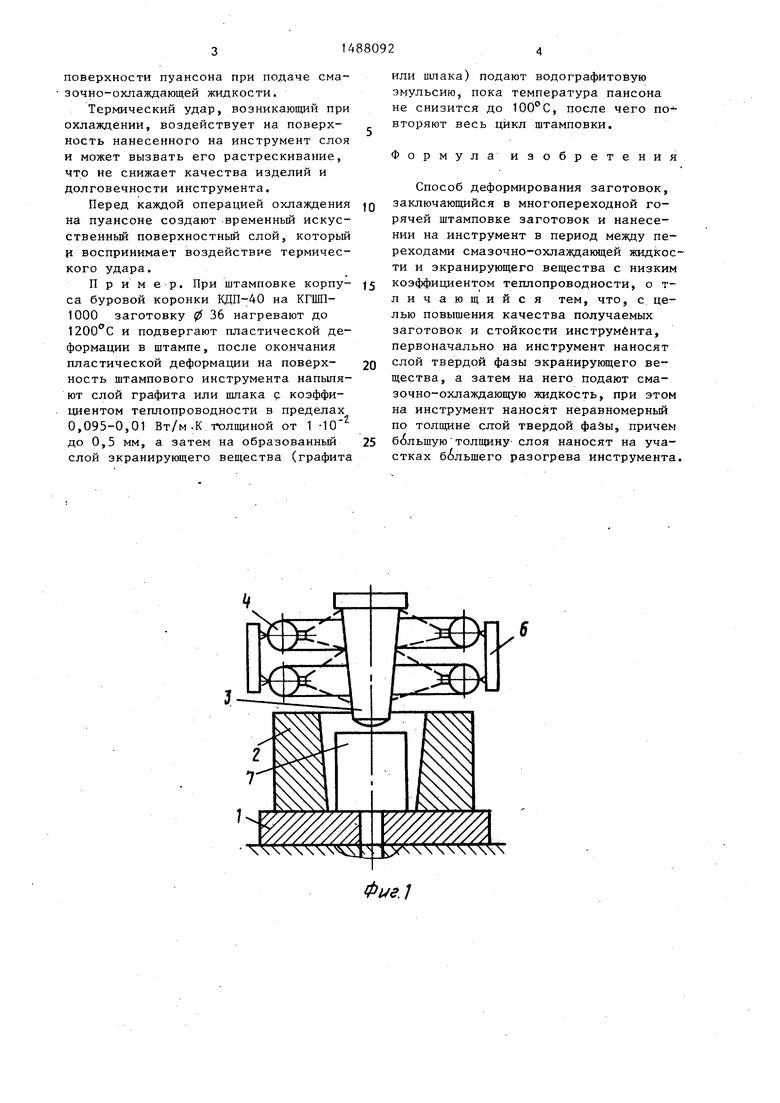
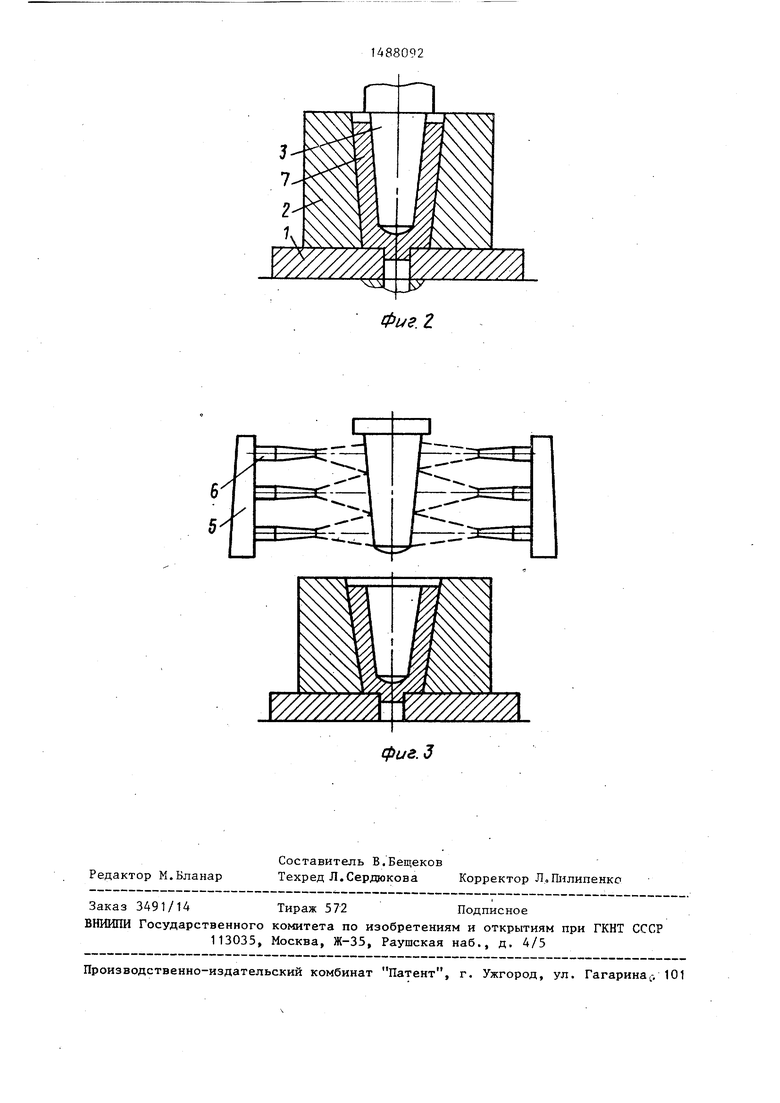
На фиг.1 представлены инструмент и деформируемая заготовка, исходное положение) на фиг.2 - стадия деформирования заготовки на фиг.З - ргзме- щение пуансона после деформирования и подъема в исходное положение.
Устройство для осуществления способа выполнено в виде плиты 1 с мат- рицей 2, пуансона 3, установленного с возможностью размещения в полости
матрицы, спрееров 4 охлаждения пуансона 3, а также сопел 5, размещенных на стойках 6 для напвтения на пуан- .сон 3 экранирующего вещества (фиг. 1-3) . Способ осуществляют следующим образом.
Нагретая заготовка 7 размещается в матрице 2 и деформируется пуансоном 3, затем последний извлекается из матрицы 2 и на его рабочую поверхность соплами 5 наносят слой твердо- |Го экранирующего вещества с низкой (по отношению к материалу пуансона) теплопроводностью, а затем спреерами 4 на образованный слой экранирующего вещества подают смазочно-охлаждающуюся жидкость. Наличие экранирующего вещества на рабочей поверхности пуансона позволяет устранить возникновение резкого перепада температур на
4i
00 Об
о со
поверхности пуансона при подаче сма- 3очно-охлаждающей жидкости.
Термический удар, возникающий при охлаждении, воздействует на поверх- кость нанесенного на инструмент слоя и может вызвать его растрескивание, что не снижает качества изделий и долговечности инструмента.
Перед каждой операцией охлаждения на пуансоне создают временный искусственный поверхностньй слой, который И воспринимает воздействие термического удара.
П р им ер. При штамповке корпу- са буровой коронки КДП-40 на КГШП- 1000 заготовку 0 36 нагревают до и подвергают пластической деформации в штампе, после окончания пластической деформации на поверх- ность штампового инструмента напыпя- ют слой графита или шпака р коэффициентом теплопроводности в пределах 0,095-0,01 Вт/м .К толщиной от 1 -10 до 0,5 мм, а затем на образованный слой экранирующего вещества (графита
или ишака) подают водографитовую эмульсию, пока температура пансона не снизится до , после чего повторяют весь цикл штамповки.
Формула изобретения
Способ деформирования заготовок, заключающийся в многопереходной горячей штамповке заготовок и нанесении на инструмент в период между переходами смазочно-охлаждающей жидкости и экранирующего вещества с низким коэффициентом теплопроводности, о т- личающийся тем, что, с целью повышения качества получаемых заготовок и стойкости инструмента, первоначально на инструмент наносят слой твердой фазы экранирующего вещества, а затем на него подают сма- зочно-охлаждающую жидкость, при этом на инструмент наносят неравномерный по толщине слой твердой файы, причем большую толщину слоя наносят на участках большего разогрева инструмента
Фие,1
v///////M mm/M
Фые.г
фиг.З
