Изобретение относится к обработке металлов давлением, в частности к инструменту для горячей и полугорячей штамповки, используемому в штампах для изготовления зубчатых конических и цилиндрических колес.
Цель изобретения - повышение стойкости инструмента и качества получаемых поковок.
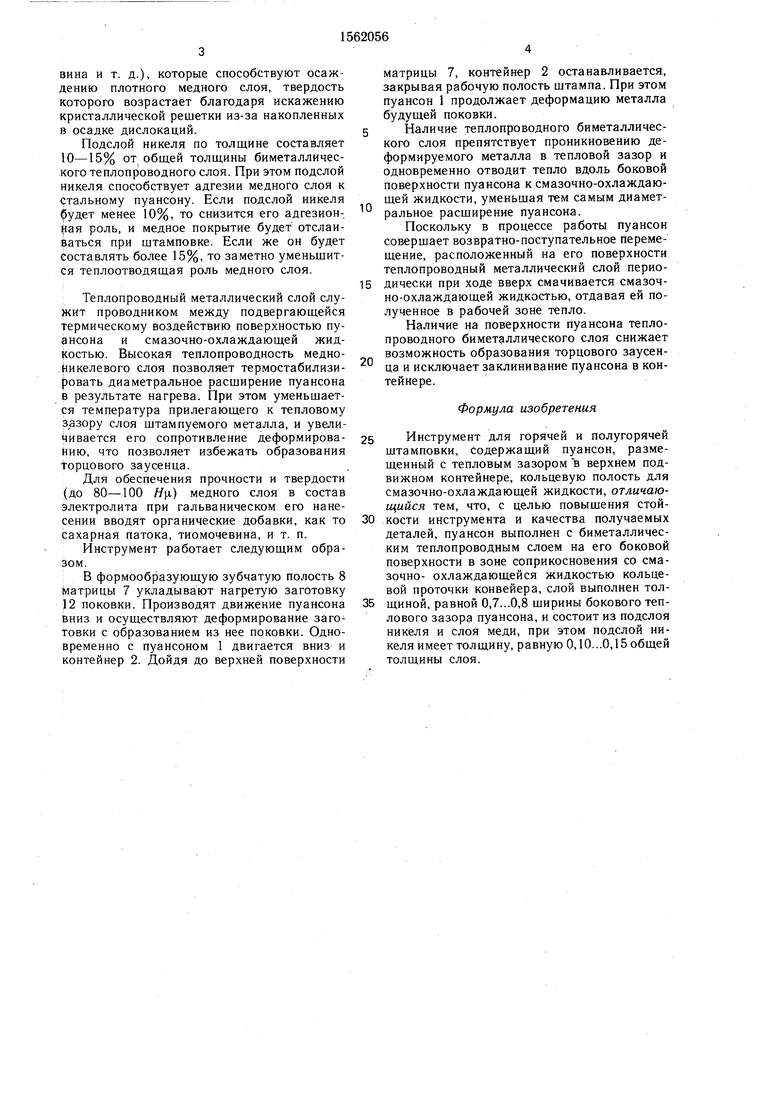
На фиг. 1 представлен инструмент, общий вид; на фиг. 2 - узел I на фиг. 1.
Инструмент включает пуансон 1, размещенный в контейнере 2, закрепленном с возможностью вертикального перемещения на верхней половине штампа (не показана). Пуансон снабжен гайкой 3 и установлен в контейнере с возможностью вертикального перемещения с помощью силового привода (не показан). В контейнере выполнена полость 4 для смазочно-охлаждающей жидкости 5. На дне полости контейнера расположена бронзовая втулка 6 с канавкой на внутренней поверхности для равномерного распределения смазочно-охлаждающей жидкости по цилиндрической поверхности пуансона.
В нижней половине штампа (не показано) расположена матрица 7 с формообразующей (зубчатой) полостью 8 для размещения поковки. В матрице установлен выталкиватель- пуансон 9, имеющий возможность вертикального перемещения с помощью силового привода.
На поверхности пуансона 1 расположен биметаллический теплопроводный слой, составляющий по толщине 0,7-0,8 величины теплового зазора, который определяют экспериментально - расчетным путем в зависимости от величины линейного радиального расширения пуансона при рабочей температуре штамповки. Установлено, что толщина слоя менее 0,7 теплового зазора не обеспечит достаточный отвод тепла от рабочего конца пуансона, толщину более 0,8 теплового зазора наносить нецелесообразно, так как теплоотвод существенно не улучшится.
Теплопроводный слой состоит из подслоя 10 никеля и слоя 11 меди, имеющего твердость до 80-100 . Слои получают предпочтительно гальваническим путем, при этом в ванну с электролитом добавляют органические присадки (сахарная патока, тиомочеSS
(Л
ел
оэ
1C
о
СП
&
вина и т. д.), которые способствуют осаждению плотного медного слоя, твердость которого возрастает благодаря искажению кристаллической решетки из-за накопленных в осадке дислокаций.
Подслой никеля по толщине составляет 10-15% от общей толщины биметаллического теплопроводного слоя. При этом подслой никеля способствует адгезии медного слоя к стальному пуансону. Если подслой никеля будет менее 10%, то снизится его адгезионная роль, и медное покрытие будет отслаиваться при штамповке. Если же он будет составлять более 15%, то заметно уменьшится теплоотводящая роль медного слоя.
Теплопроводный металлический слой служит проводником между подвергающейся термическому воздействию поверхностью пуансона и смазочно-охлаждающей жидкостью. Высокая теплопроводность медно- никелевого слоя позволяет термостабилизи- ровать диаметральное расширение пуансона в результате нагрева. При этом уменьшается температура прилегающего к тепловому зазору слоя штампуемого металла, и увеличивается его сопротивление деформированию, что позволяет избежать образования торцового заусенца.
Для обеспечения прочности и твердости (до 80-100 ) медного слоя в состав электролита при гальваническом его нанесении вводят органические добавки, как то сахарная патока, тиомочевина, и т. п.
Инструмент работает следующим образом.
В формообразующую зубчатую полость 8 матрицы 7 укладывают нагретую заготовку 12 поковки. Производят движение пуансона вниз и осуществляют деформирование заготовки с образованием из нее поковки. Одновременно с пуансоном 1 двигается вниз и контейнер 2. Дойдя до верхней поверхности
0
матрицы 7, контейнер 2 останавливается, закрывая рабочую полость штампа. При этом пуансон 1 продолжает деформацию металла будущей поковки.
Наличие теплопроводного биметаллического слоя препятствует проникновению деформируемого металла в тепловой зазор и одновременно отводит тепло вдоль боковой поверхности пуансона к смазочно-охлаждающей жидкости, уменьшая тем самым диаметральное расширение пуансона.
Поскольку в процессе работы пуансон совершает возвратно-поступательное перемещение, расположенный на его поверхности теплопроводный металлический слой перио- дически при ходе вверх смачивается смазочно-охлаждающей жидкостью, отдавая ей полученное в рабочей зоне тепло.
Наличие на поверхности пуансона теплопроводного биметаллического слоя снижает возможность образования торцового заусенца и исключает заклинивание пуансона в контейнере.
Формула изобретения
5 Инструмент для горячей и полугорячей штамповки, содержащий пуансон, размещенный с тепловым зазором Ъ верхнем подвижном контейнере, кольцевую полость для смазочно-охлаждающей жидкости, отличающийся тем, что, с целью повышения стой0 кости инструмента и качества получаемых деталей, пуансон выполнен с биметаллическим теплопроводным слоем на его боковой поверхности в зоне соприкосновения со сма- зочно- охлаждающейся жидкостью кольцевой проточки конвейера, слой выполнен тол5 щиной, равной 0,7...0,8 ширины бокового теплового зазора пуансона, и состоит из подслоя никеля и слоя меди, при этом подслой никеля имеет толщину, равную 0,10...0,15 общей толщины слоя.
0
Р1
Pz
10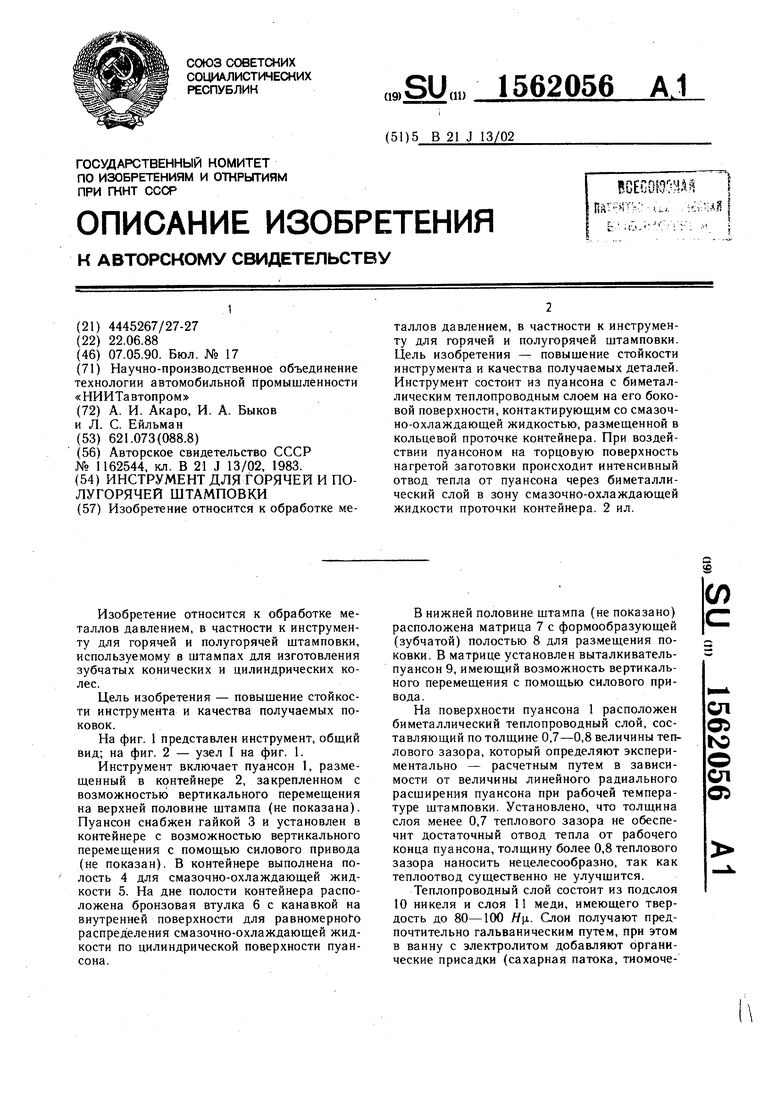
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки биметаллических штампов | 1981 |
|
SU1020445A1 |
| Способ изготовления биметаллических изделий | 1975 |
|
SU553080A1 |
| Способ нанесения антифрикционного материала на основе полиэфирэфиркетона на стальную подложку | 2018 |
|
RU2699609C1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2756616C2 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2741047C1 |
| Штамп для горячей штамповки поковок и способ его изготовления | 1987 |
|
SU1480950A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU1315492A1 |
| Способ термомеханической обработки биметаллических поковок | 1976 |
|
SU583184A1 |
| Способ изготовления формовочного инструмента свободным выдавливанием | 1978 |
|
SU764822A1 |

Изобретение относится к обработке металлов давлением, в частности к инструменту для горячей и полугорячей штамповки. Цель изобретения - повышение стойкости инструмента и качества получаемых деталей. Инструмент состоит из пуансона с биметаллическим теплопроводным слоем на его боковой поверхности, контактирующим со смазочно-охлаждающей жидкостью, размещенной в кольцевой проточке контейнера. При воздействии пуансоном на торцовую поверхность нагретой заготовки происходит интенсивный отвод тепла от пуансона через биметаллический слой в зону смазочно-охлаждающей жидкости проточки контейнера. 2 ил.
| Устройство для обратного выдавливания | 1983 |
|
SU1162544A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
