Изобретение относится к обработке металлов давлением, а именно к конструкциям матриц для штамповки вьздав- ливанием, прессованием, волочением и т.п.
. Цель изобретения - повьш1ение стойкости матрицы за счет снижения контактных напряжений между обоймой и матричной вставкой.
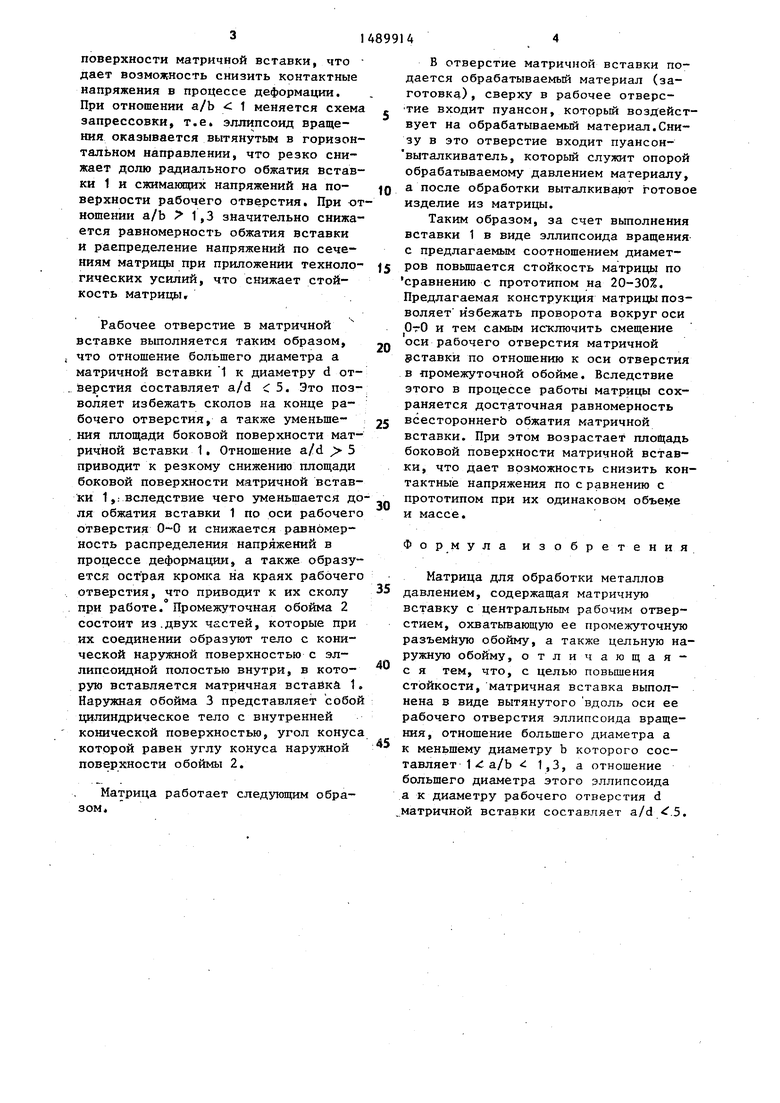
На фиг. 1 показана матрица, осевой разрез; на фиг. 2 - то же, вид сверху.
Матрица содержит матричную вставку 1, охватывающую ее разъемную промежуточную обойму 2, заключенную в
наружную цельную обойму 3. Матричная вставка 1 вьшолнена в виде вытянутого вдоль оси матрицы эллипсоида вращения со сквозным вертикальным рабочим отверстием, проходящим через ось симметрии 0-0 вставки 1. Матричная вставка 1 вьшолнена таким образом, что отношение большого диаметра а к меньшему диаметру b составляет 1 а/Ь 1,3 что позволяет избежать проворота мат- .ркчной вставки 1 вокруг оси 0-0 и сохранить достаточную равномерность всестороннего обжатия в процессе работы. При этом возрастает и площадь контактирукщей с обоймой 2 боковой
00
со
оо
поверхности матричной вставки, что дает возможность снизить контактные напряжения в процессе деформации. При отношении а/Ь с 1 меняется схема запрессовки, т.е. эллипсоид вращения оказывается вытянутым в горизонтальном направлении, что резко снижает долю радиального обжатия вставки 1 и сжиманнцих напряжений на поверхности рабочего отверстия. При отношении а/Ь 1,3 значительно снижается равномерность обжатия вставки и раепределение напряжений по сечениям матрицы при приложении технологических усилий, что снижает стойкость матрицы.
Рабочее отверстие в матричной вставке выполняется таким образом,
что отношение большего диаметра а матричной вставки 1 к диаметру d отверстия составляет a/d 5. Это позволяет избежать сколов на конце рабочего отверстия, а также уменьшения площади боковой поверхности матричной Вставки 1. Отношение a/d 5 приводит к резкому снижению площади боковой поверхности матричной вставки 1,: вследствие чего уменьшается доля обжатия вставки 1 по оси рабочего отверстия 0-0 и снижается равномерность распределения напряжений в процессе деформации, а также образуется ост рая кромка на краях рабочего отверстия, что приводит к их сколу при работе/ Промежуточная обойма 2 состоит из.двух частей, которые при их соединении образуют тело с конической наружной поверхностью с эллипсоидной полостью внутри, в которую вставляется матричная встайка 1. Наружная обойма 3 представляет собой цилиндрическое тело с внутренней конической поверхностью, угол конуса которой равен углу конуса наружной поверхности обоймы 2.
Матрица работает следзтощим образом
В отверстие матричной вставки подается обрабатываемый материал (заготовка) , сверху в рабочее отверс- - тие входит пуансон, который воздействует на обрабатываемый материал.Снизу в это отверстие входит пуансон- выталкиватель, который служит опорой обрабатьтаемому давлением материалу,
Q а после обработки выталкивают готовое изделие из матрицы.
Таким образом, за счет вьтолнения вставки 1 в виде эллипсоида вращения с предлагаемым соотношением диамет-
5 ров повьшгается стойкость матриць по сравнению с прототипом на 20-30%. Предлагаемая конструкция матрицы позволяет избежать проворота вокруг оси ОтО и тем самым истслючить смещение
Q оси рабочего отверстия матричной
ставки по отношению к оси отверстия в промежуточной обойме. Вследствие этого в процессе работы матрицы сохраняется достаточная равномерность
5 всестороннегЬ обжатия матричной
вставки. При этом возрастает площадь боковой поверхности матричной вставки, что дает возможность снизить контактные напряжения по с равнению с прототипом при их одинаковом объеме
0
и массе.
5
0
5
Ф о р м ула изобретения
Матрица для обработки металлов давлением, содержащая матричную вставку с центральным рабочим отверстием, охватывающую ее промежуточную разъемную обойму, а также цельную наружную обойму, отличающая- с я тем, что, с целью повышения стойкости, матричная вставка выполнена в виде вытянутого вдоль оси ее рабочего отверстия эллипсоида вращения, отношение большего диаметра а к меньшему диаметру b которого составляет 1 а/Ь l,, а отношение большего диаметра этого эллипсоида а к диаметру рабочего отверстия d .матричной вставки составляет a/dX-5.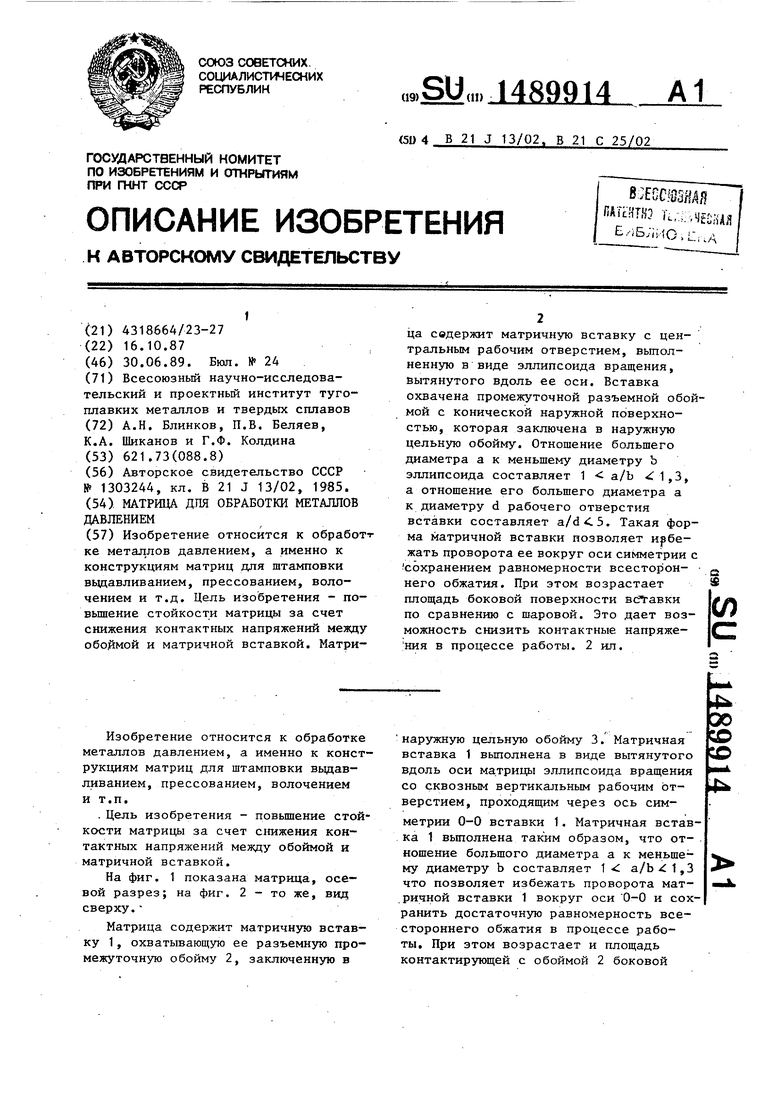
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для обработки металлов давлением | 1985 |
|
SU1303244A1 |
| Твердосплавная матрица | 1978 |
|
SU721238A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| Способ изготовления бандажированных матриц | 1987 |
|
SU1496872A1 |
| Устройство для многоканального прессования | 1976 |
|
SU642036A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| Способ изготовления сферических шарниров | 1987 |
|
SU1466905A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям матриц для штамповки выдавливанием, прессованием волочением и т.д. Цель изобретения - повышение стойкости матрицы за счет снижения контактных напряжений между обоймой и матричной вставкой. Матрица содержит матричную вставку с центральным рабочим отверстием, выполненную в виде эллипсоида вращения, вытянутого вдоль ее оси. Вставка охвачена промежуточной разъемной обоймой с конической наружной поверхностью, которая заключена в наружную цельную обойму. Отношение большего диаметра а к меньшему диаметру в эллипсоида составляет 1 *98 A/B *98 1/3, A ОТНОшЕНиЕ ЕгО бОльшЕгО диАМЕТРА A K диАМЕТРу "Α" рабочего отверстия вставки составляет A/D*985. ТАКАя фОРМА МАТРичНОй ВСТАВКи пОзВОляЕТ избЕжАТь пРОВОРОТА EE ВОКРуг ОСи СиММЕТРии C СОХРАНЕНиЕМ РАВНОМЕРНОСТи ВСЕСТОРОННЕгО ОбжАТия. ПРи эТОМ ВОзРАСТАЕТ плОщАдь бОКОВОй пОВЕРХНОСТи ВСТАВКи пО СРАВНЕНию C шАРОВОй. ЭТО дАЕТ ВОзМОжНОСТь СНизиТь КОНТАКТНыЕ НАпРяжЕНия B пРОцЕССЕ РАбОТы. 2 ил.
| Матрица для обработки металлов давлением | 1985 |
|
SU1303244A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
