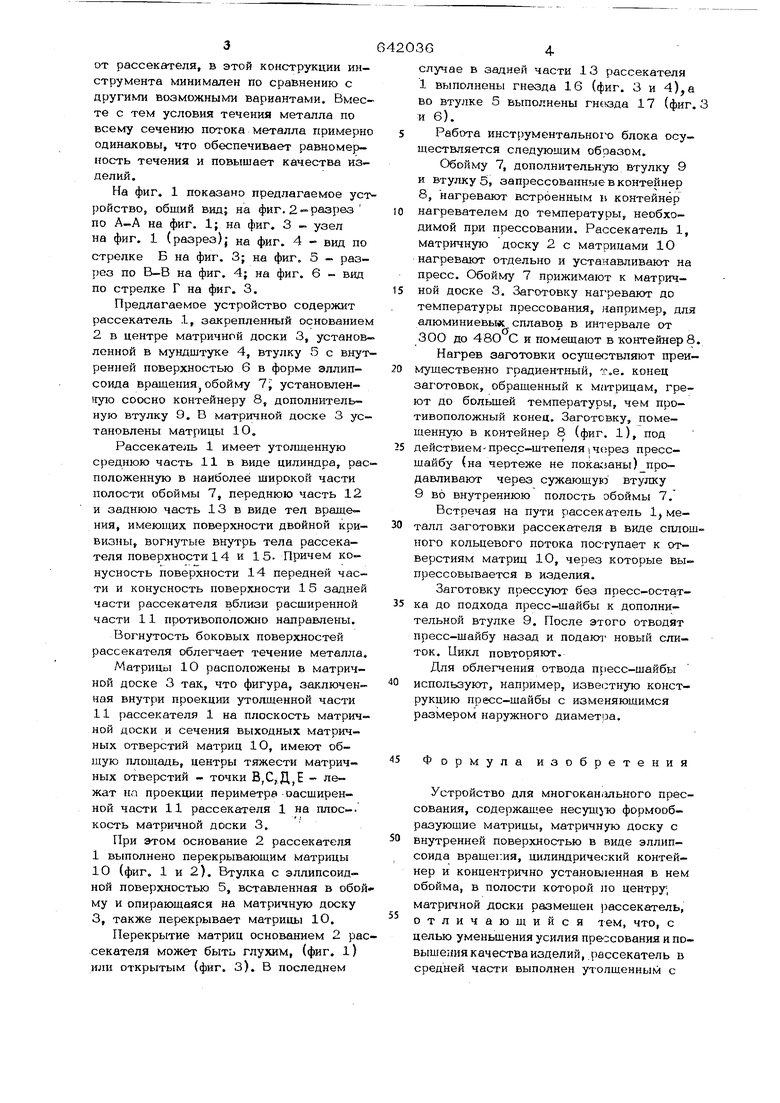
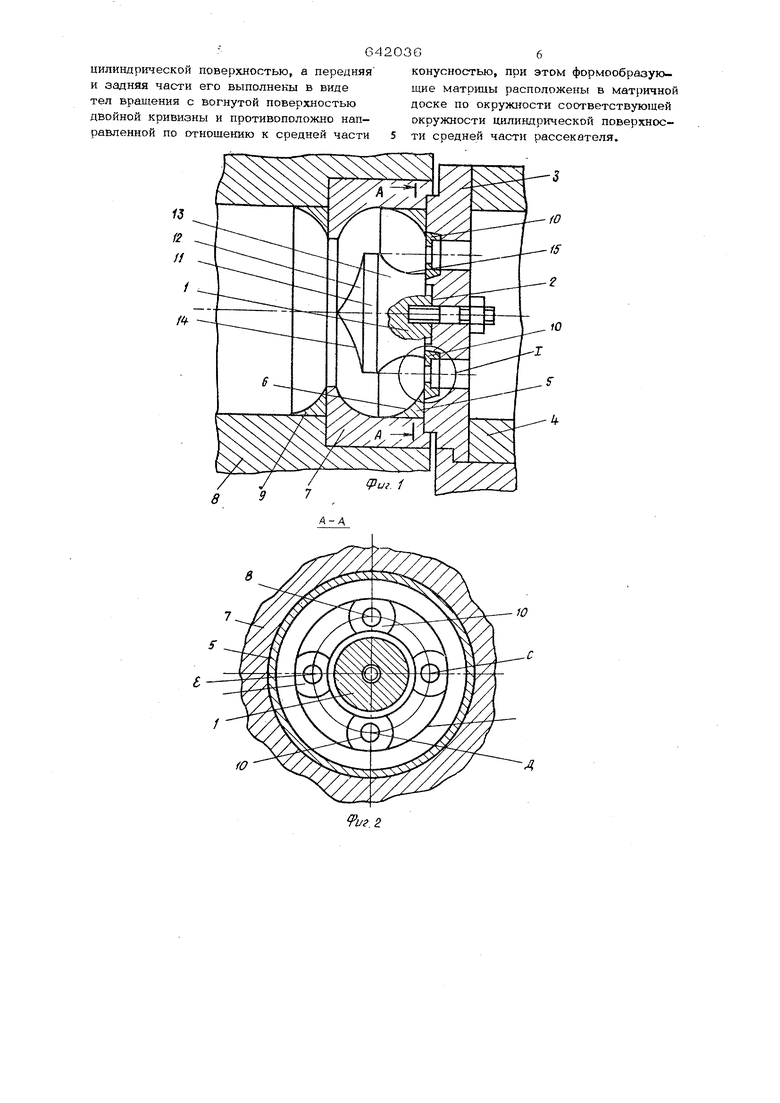
(54) УСТРОЙСТВО ДЛЯ МНОГОКЛНАЛЫ-ЮГО ПРЕССОВАНИЯ 3 от рассекателя, в этой конструкции инструмента минимален по сравнению с другими возможными вариантами. Вместе с тем условия течения металла по всему сечению потока металла примерно одинаковы, что обеспечивает равномерность течения и повышает качества изделий, На фиг. 1 показано предлагаемое уст ройство, обший вид; на фиг. 2 - разрез по А-А на фиг, 1; на фиг. 3 - узел на фиг. 1 (разрез); на фиг, 4 - вид по стрелке Б на фиг, 3; на фиг, 5 - разрез по В-В на фиг, 4; на фиг, 6 - вид по стрелке Г на фиг. 3, Предлагаемое устройство содержит рассекатель 1, закрепленный основанием 2 в центре матричной доски 3, установ ленной в мундштуке 4, втулку 5 с внут ренней поверхностью 6 в форме эллипсоида вращения обойму 7 установленную соосно контейнеру 8, дополнительную втулку О, В матричной доске 3 установлены матрицы 1О. Рассекатель 1 имеет утолщенную среднюю часть 11 в виде цилиндра, рас положенную в наиболее широкой части полости обоймы 7, переднюю часть 12 и заднюю часть 13 в виде тел вращения, имеющих поверхности двойной кривизны, вогнутые внутрь тела рассекателя поверхности 14 и 1 5- Причем конусность поверхности 14 передней части и конусность поверхности 15 задней части рассекателя вблизи расширенной части 11 противоположно направлены. Вогнутость боковых поверхностей рассекателя облегчает течение металла. Матрицы 10 расположены в матричной доске 3 так, что фигура, заключенная внутри проекции утолщенной части 11 рассекателя 1 на плоскость матричной доски и сечения выходных матричных отверстий матриц 1О, имеют общую площадь, центры тяжести матричных отверстий - точки В,,Е - лежат на проекции периметра -оасширенной части 11 рассекателя 1 на плос-. кость матричной доски 3, При этом основание 2 рассекателя 1 выполнено перекрывающим матрицы 10 (фиг, 1 и 2). Втулка с эллипсоидной поверхностью 5, вставленная в обой му и опирающаяся на матричную доску 3, также перекрывает матрицы 10. Перекрытие матриц основанием 2 ра секателя может быть глухим, (фиг. 1) или открытым (фиг, З). В последнем 3G случае в задней части 13 рассекателя 1 выполнены гнезда 16 (фиг, 3 и 4),а во втулке 5 выполнены 17 (фиг, 3 и 6). Работа инструментального блока осуществляется следующим образом. Обойму 7, дополнительную втулку 9 и Втулку 5, запрессованные в KOHTeiiHep 8, нагревают встроенным ь контейнер нагревателем до температуры, необходимой при прессовании. Рассекатель 1, матричную доску 2 с матрицами 10 нагревают отдельно и устанавливают на пресс. Обойму 7 прижимают к матричной доске 3, Заготовку нагревают до температуры прессования, например, для алюминиевый сплавов в интервале от ЗОО до 48О С и помешают в контейнер 8. Нагрев заготовки осуществляют преимущественно градиентный, т,е, конец заготовок, обращенный к матрицам, греют до больш:ей температуры, чем противоположный конец. Заготовку, помещенную в контейнер 8 (фиг, 1), под действием-пресс-щтепеля 1 через пресс- щайбу (на чертеже не пока;:заны)про- давливают через сужающую втулку 9 во внутреннюю полость обоймы 7, Встречая на пути рассекатель 1, металл заготовки рассекателя в виде сплошного кольцевого потока поступает к отверстиям матриц 10, через которые вы- прессовывается в изделия. Заготовку прессуют без пресс-остатка до подхода пресс-шайбы к дополнительной Втулке 9. После этого отводят пресс-щайбу назад и подают новый слиток. Цикл повторяют. Для облегчения отвода пресс-шайбы используют, например, известную конструкцию пресс-щайбы с изменяющимся размером наружного диаметра. Формула изобретения Устройство для многокан.ального прессования, содержащее несущею формообразующие матрицы, матричную доску с внутренней поверхностью в виде эллипсоида вращения, цилиндрический контейнер и конпентрично установленная в нем обойма, в полости которой по центру, матричной доски размещен ))ассекатель, отличающийся leM, что, с целью уменьшения усилия прессования и повыщеиия качества изделий, .рассекатель в средней части выполнен утолщенным с
цилиндри еской поверхностью, а передняя и задняя части его выполнены в виде тел вращения с вогнутой поверхностью двойной кривизны и противоположно направленной по отношению к средней части
(О
конусностью, при этом формообразующие матрицы расположены в матричной доске по окружности соответствующей окружности цилиндрической поверхности средней части рассекателя.
Риг. 3
Вид Б
чгЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный блок | 1975 |
|
SU535976A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
| Способ многоканального прессования изделий | 1986 |
|
SU1342554A1 |
| Устройство для прессования кольцевыхиздЕлий | 1978 |
|
SU810325A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Матричный узел для прессования полых профилей | 1974 |
|
SU504576A1 |
| Устройство для прессования полых профилей | 1976 |
|
SU588033A1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
«tf.-
fut.S ,--. ;
Вид г
„ftjt. е
