JO
15
- 20
25
. Изобретение относится к обработке еталлов давлением, а именно к констукциям инструмента для деформирова- ия.
Целью изобретения является повыение стойкости матрицы путем обеспеения более равномерного ее обжатия.
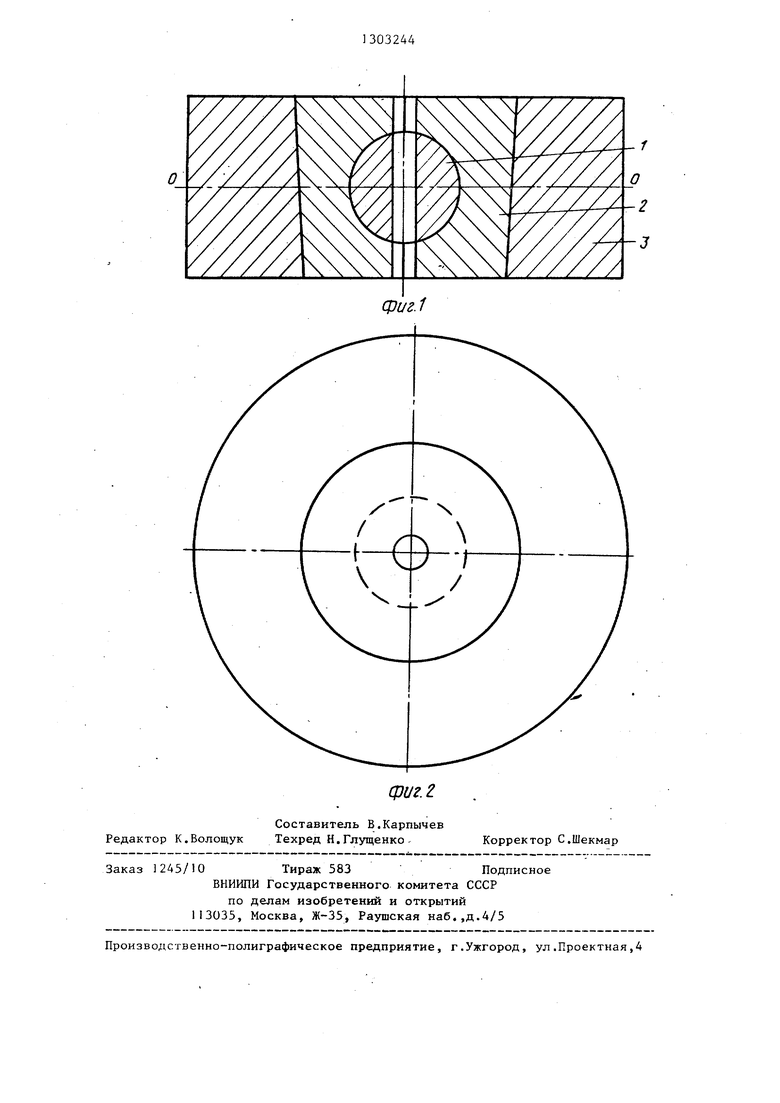
На фиг.1 представлена матрица вертикальное сечение; на фиг.2 - то же, вид сверху.
Матрица содержит матричную вставку 1, охватывающую ее промежуточную обойму 2, заключенные в наружную обойму 3, Матричная вставка 1 выполнена в виде шара со сквозным вертикаль ным рабочим отверстием, проходящим через ось симметрии. Диаметр рабочего отверстия меньше или равен 0,2 диаметра матричной вставки. Промежуточная обойма 2 состоит из двух час тей, которые при их соединении образуют тело с конической наружной поверхностью и с шаровой полостью внутри, в которую вставляется матричная вставка 1, Наружная обойма 3 представляет собой цилиндрическое тело с внутренней конической поверхностью, . угол конуса которой равен углу конуса наружной поверхности обоймы 2, Наружный диаметр промежуточной обоймы 2, лежащей в плоскости, проходящей через горизонтальную ось симметрии 0-0 матрицы, относится к наружному диаметру вставки 1, лежащему в той же плоскости, как 1,9:2,4.35
Если диаметр рабочего отверстия шаровой матричной вставки превышает 0,2 наружного диаметра шаровой матричной вставки, то резко уменьшает- ся площадь боковой поверхности шаровой вставки, вследствие чего резко уменьшается доля обжатия вставки по оси рабочего отверстия и резко снижается равномерность всестороннего распределения напряжений в процессе деформирования. Если отношение наружного диаметра промежуточной обоймы 2 к наружному диаметру вставки 1, проходящей по оси ОтО, где толщина стенки обоймы 2 минималь-50 ная, меньше 1 , 9, то происходит раз30
40
45
JO
15
20
25
е . т35
ь-50
30
40
45
рушение обоймы 2. Если это соотношение больше 2,4, то толщина промежуточной обоймы в плоскости, проходящей через ось 0-0, становится чрезмерно большой, что затрудняет создание необходимого уровня предварительных напряжений сжатия на сферической поверхности шаровой вставки.
Работа -матрицы заключается в следующем.
В отверстие матричной вставки подается обрабатываемый материал (металлический пруток,порошковая композиция и т.п.). Сверху в рабочее отверстие входит пуансон, который воздействует на обрабатываемьш материал, а снизу в отверстие входит пуансон-выталкиватель, который служит опорой обрабатываемому давлением материалу, а после обработ-ки выталкивает готовое изделие из матрицы. Наибольшее рабочее усилие прикладывается в центре; шаровой вставки, где за счет всестороннего обжатия напряжения распределяются во всех направлениях равномерно, что позволяет обрабатывать детали с приложением нагрузки, превьш1ающей применяемую в аналогах на 30-40%.
ФО р. мула- изобретения
Матрица для обработки металлов давле 1ием, содержащая матричную вставку с рабочим отверстием и охватывающую ее промежуточную обойму, заключенную в наружную обойму, о т л и- чающаяся тем, что, с целью повьш1ения стойкости за счет обеспечения более равномерного натяга соединения, матричная вставка выполнена в виде шара, диаметр рабочего отверстия составляет не более 0,2, наружного диаметра матричной вставки, а наружный диаметр промежуточной обоймы, лежащей в плоскости, проходящей через горизонтальную ось симмет - рии матричной вставки параллельно ее торцовым плоскостям, больше наружного диаметра вставки, лежащего в той же плоскости, в 1,9 - 2,4 раза.
фиг.1
Редактор К.Волощук
фиг. .
Составитель В.Карпычев Техред Н.Глущенко ,
Заказ 1245/10 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор С.Шекмар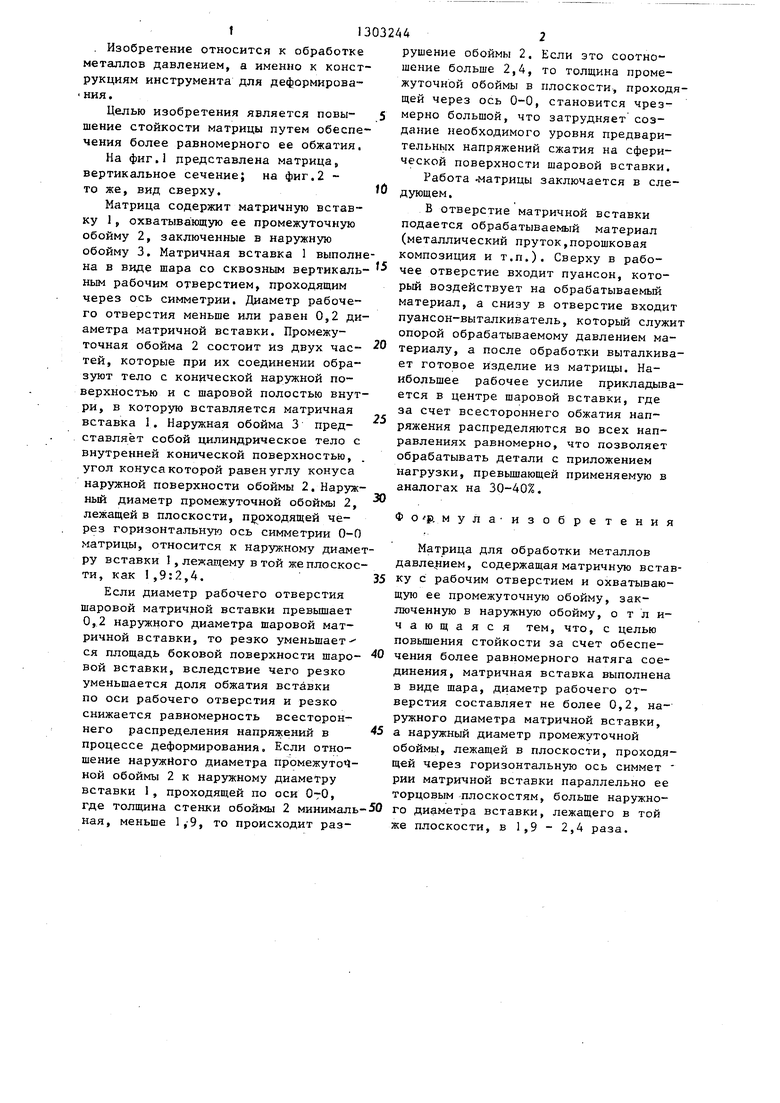
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для обработки металлов давлением | 1987 |
|
SU1489914A1 |
| Твердосплавная матрица | 1978 |
|
SU721238A1 |
| Матрица для выдавливания | 1987 |
|
SU1430132A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Матрица для вытяжки | 1981 |
|
SU975145A1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2553736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям матриц для штампов. Целью изобретения является повьппение стойкости матрицы. Матричная вставка выполнена в виде шара с определенными соотношениями диаметров рабочего отверстия и наружного ее диаметра. При эксплуатации обеспечивается всестороннее предварительное обжатие вставки, что создает равномерное по всем направлениям распределение напряжений по сечениям матрицы. 2 ил.
| Твердосплавная матрица | 1978 |
|
SU721238A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
