Изобретение относится к обработке металлов давлением, в частности к устройствам для автоматизации технологических процессов горячей штам- повки на кривошипных горячештампо- вочных, обрезных и калибровочных прессах.
Целью изобретения является расщи- рение технологических возможностей и повышение надежности в работе.
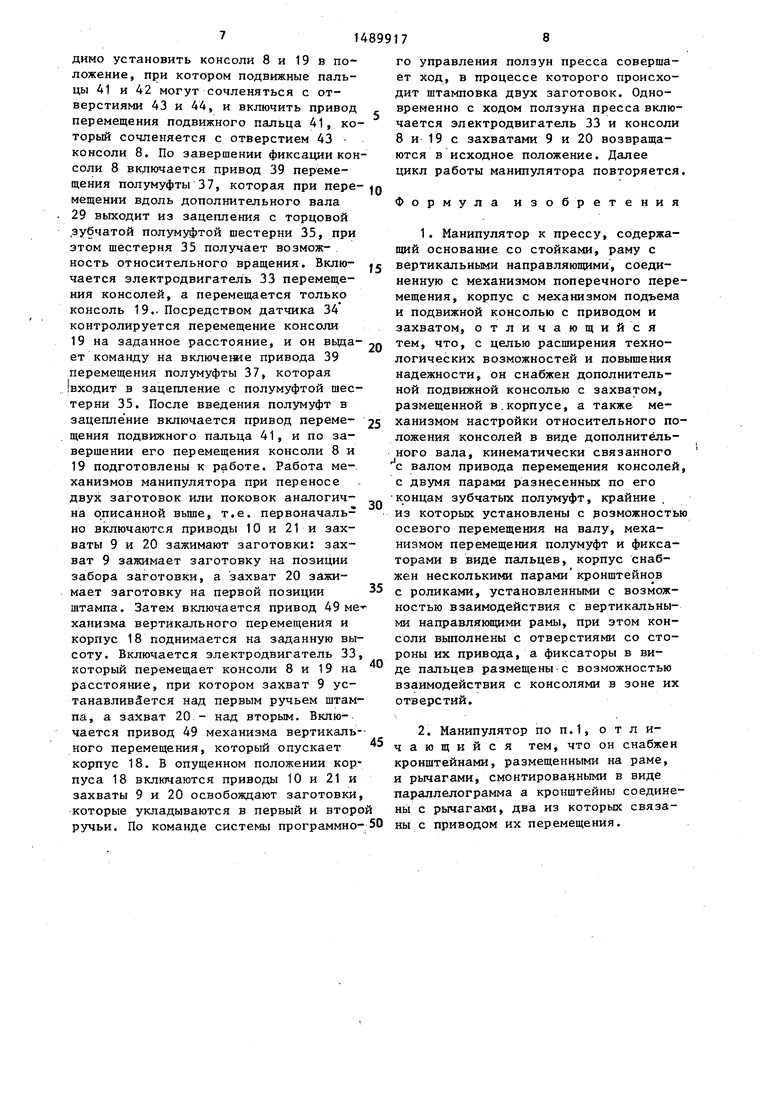
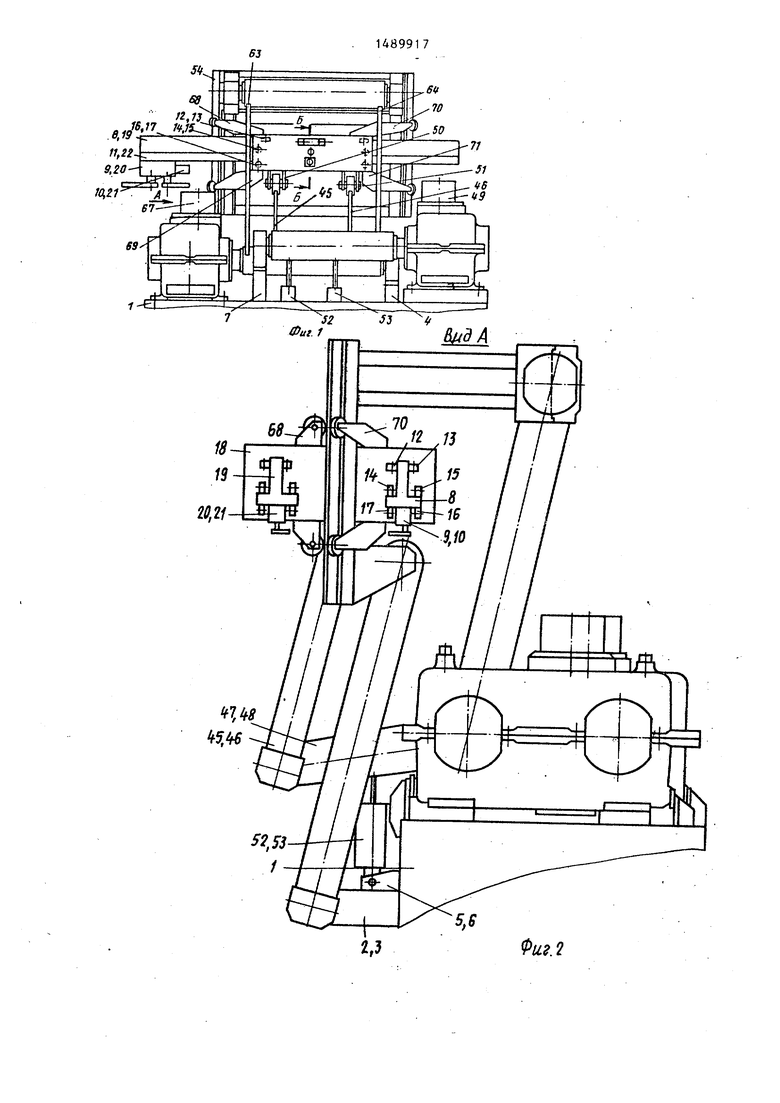
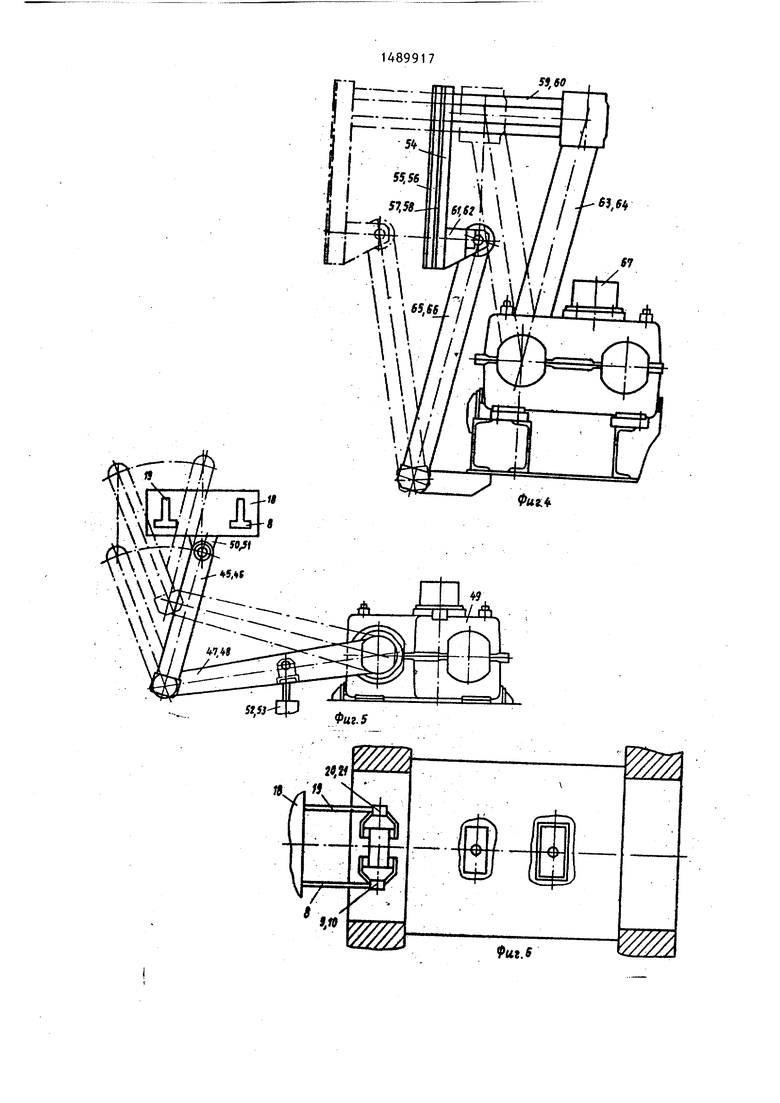
На фиг.1 представлен манипулятор, общий вид; на фиг.2 - вид А фиг.1; на фиг.З - разрез Б-Б фиг.1; на . фиг.4 - механизм поперечного перемещения, на фиг.5 - механизм вертикального перемещения; на фиг.6 - схема транспортировки заготовок с удлиненной осью, на фиг. 7 - схема транспортировки заготовок весом, превьш1ающим
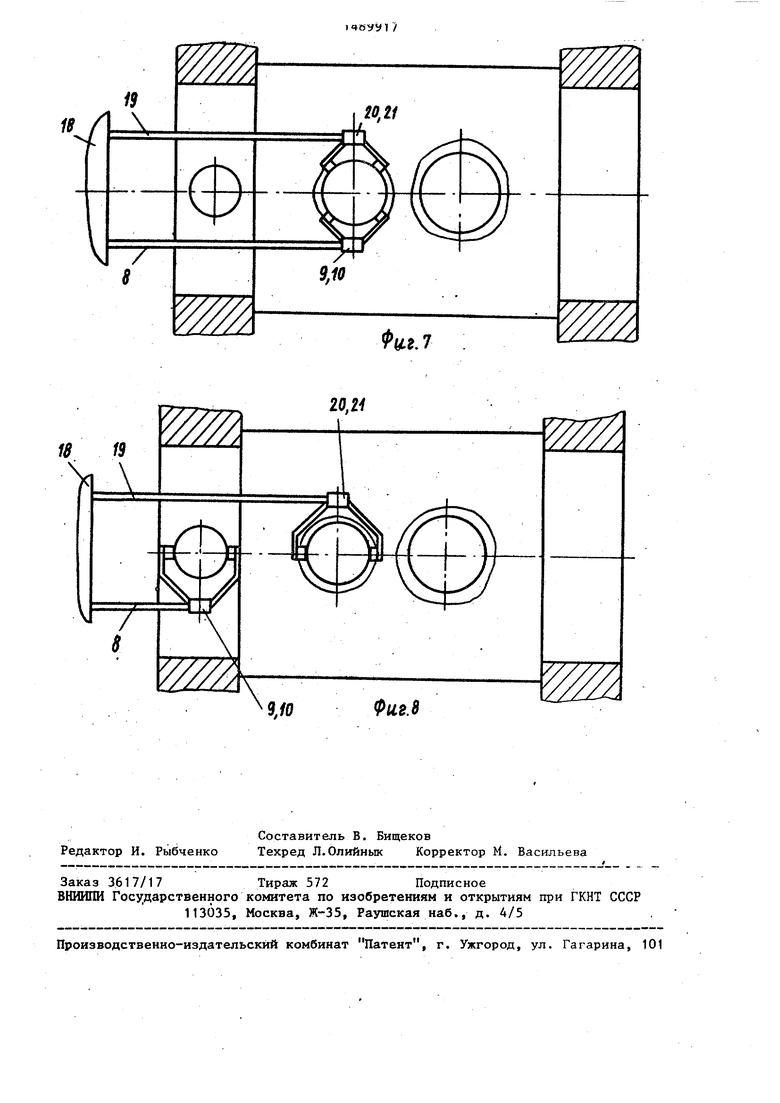
возможность удержания одним захватом на фиг.8 - схема одновременной транспортировки двух заготовок.
Манипулятор к прессу состоит из основания 1 с размещенными на нем стойками 2-4 механизма поперечного .перемещения и стойками 5-7 механизма. вертикального перемещения, подвижной консоли 8, с захватом 9 и его приводом 10, снабженной зубчатой рейкой 11 и установленной на разнесенных парах роликов 12-17 в корпусе 18, сочлененном с механизмом подъема и механизмом поперечного перемещения подвижной консоли 8, дополнительной подвижной консоли 19 с захватом 20 и его приводом 21, снабженной зубчатой рейкой 22 и установленной на разнесенных парах роликов 23-28 в кор4 ЭО
СО
х
3148991
пусе 18, механизма настройки относительного положения консолей 8 и 19, выполненного в виде дополнительного вала 29, сочлененного посредством зубчатых колес 30 и 31 с валом 32, электродвигателем 33 привода перемещения консолей и датчиком 34 контроля перемещения консолей В, 19 и несущего разнесенные шестерни 35 и 36
с возможностью относительного вращения, снабженные торцовыми зубчатыми полумуфтами, сочлененными с подвижны ми в осевом направлении полумуфтами 37 и 38 с механизмами 39 и 40 их пе- ремещения, и фиксаторами, содержащими подвижные пальцы 41 и 42, сочле.ня емые с отверстиями 43 и 44 в консолях 8 и 19, при этом механизм подъема выполнен в виде разнесенных рычаж ных механизмов 45-48; сочлененных с приводом 49 и шарнирно сочлененных с кронштейнами 50 и 51 нижней части корпуса 18, снабженного уравновеши- ватепями 52 и 53, механизм попереч- ного перемещения выполнен в виде рамы 54, несущей вертикальные направляющие 55-58 и сочлененной через поперечные кронштейны 59-62 с разнесенными рычагами 63-66, образующими па- раллелограмм, причем рычаги 63 и 64 снабжены приводом 67, корпус 18 сверху и снизу снабжен несколькими парами разнесенных кронштейнов 68-71 с роликами , охватывающими направляющие 55-58 рамы 54. Для транспортировки заготовок и поковок с удлиненной осью (см.фиг.6) или заготовок и поковок, вес которых превышает возможности одного захвата (см.фиг.7),не-
обходимо установить исходное положение подвижных консолей 8 и 19.
Маш пулятор работает следующим образом.
В исходном положении корпус 18 поднят, а подвижные консоли 8 и 19 находятся в крайнем заднем, наиболее удаленном от пресса положении, захваты 9 и 20 открыты и симметричны относительно оси, расположенной пер- пендикулярно направлению перемещения подвижных консолей 8 и 19. Если подвижйые консоли 8 и 19 смещены и не находятся в исходном положении, то их установка в исходное положение производится следующим образом.
В1О1ючается электродвигатель 33 перемещения подвижных консолей 8 и 1 который приводит во вращение вал 32,
0
с n 5 Q
0
j
зубчатые колеса 30 и 31, дополнительный вал 29, разнесенные шестерни 35 и 36, сочлененные с зубчатыми рейками 11 и 22 подвижных консолей 8 и 19, в результате чего происходит синхронное перемещение подвижных консолей 8 и 19. Когда одна из подвижных консолей, например подвижная консоль 8,занимает исходное положение, по команде датчика контроля исходного положения этой консоли (не показан) отключается электродвигатель 33 и перемещение подвижных консолей 8 и 19 прекращается. Включается привод перемещения подвижного пальца 41, и в конце своего перемещения подвижный палец 41 сочленяется с отверстием 43 подвижной консоли 8. По завершении фиксации подвижной консоли 8 включается привод 39 перемещения полумуфты 37, которая при перемещении вдоль дополнительного вала 29 выходит из зацепления с торцовой зубчатой полумуфтой шестерни 35, при этом шестерня 35 получает возможность относительного вращения. Включается электродвигатель 33 перемещения подвижных консолей 8 и 19, который приво- - дит во вращение вал 32, зубчатые колеса 30 и 31, дополнительный вал 29 и шестерню 36, сочлененную с зубчатой рейкой 22, в результате чего происходит перемещение только подвижной консоли 19. Когда подвижная консоль 19 занимает исходное положение, по команде датчика контроля исходного положения этой консоли (не показан) отключается электродвигатель 33 и пер емещение подвижной консоли 19 прекращается. Включается привод перемещения подвижного пальца 41, и в конце своего перемещения подвижный палец 41 освобождает подвижную консоль 8. По завершении расфиксации подвижной консоли 8 включается привод 39 перемещения полумуфты 37, которая при перемещении вдоль дополнительного вала 29 входит в зацепление с торцовой зубчатой полумуфтой шестерни 35. На этом подготовка подвижных консолей 8 и 19 к работе завершается.
От системы программного управления (не показана) включается привод 49 механизма вертикального перемещения, которьй перемещает рычажные механизма 47 и 48- по часовой стрелке. Сочлененные с рычажными механизмами
47 и 48 рычажные механизмы 45 и 46, корпус 18 и штоки уравновешивателей 52 и 53 опускаются. При этом воздух из уравновешивателей 52 и 53 вьщавли- вается в ресивер (не показан). Опускание корпуса 18 происходит по вертикали на заданную величину. В опущенном положении корпуса 18 включаются приводы 10 и 21, которые сводят захва ты 9 и 20, зажимающие переносимую заготовку. Включается привод 49 механизма вертикального перемещения, который перемещает рычажные механиз- .мы 47 и 48 против часовой стрелки. Сочлененные с рычажными механизмами 47 и 48 рычажные механизмы 45 и 46, корпус 18 и штоки уравновешивателей 52 и 53 поднимается. Воздух из ресивера поступает в поршневые полости уравновешивателей 52 и 53, обеспечивая уравновешивание подвижных частей в процессе перемещения. В поднятом положении включается электродвигатель 33, который приводит во вращение вал 32, зубчатые колеса 30 и 31, дополнительный вал 29 и разнесенные шестерни 35 и 36,сочлененные с зубчатыми рейками 11 и 22 подвижных консолей 8 и 19, в результате чего происходит синхронное перемещение консолей 8 и 19 с заготовкой из исходного положе- . ния к ручью штампа. После завершения перемещения консолей 8 и 19 производится укладка заготовки в ручей штампа, для чего включается привод 49 механизма вертикального перемещения, который перемещает рычажные механизмы 47 и 48 по часовой стрелке. Сочлененные с рычажными механизмами 47 и 48 рычажные механизмы 45 и 46, корпус 18 и штоки уравновешивателей 52 и 53 опускаются на заданную величину. В опущенном положении корпуса 18 включаются приводы 10,
дят захваты 9 и 20 и переносимая заготовка укладывается в ручей штампа.
По команде системы программного управления ползун пресса (не показан) совершает ход, в процессе которого происходит штамповка заготовки. При возвращении ползуна пресса в исходное положение включаются приводы 10 и 21, которые сводят захваты 9 и 20, зажимающие поковку. Включается привод 49 механизма вертикального перемещения, который перемещает рычажные механизмы 47 и 48 против часовой стрелки. Сочлененн-ые с рычажными механизмами
47 и 48 рычажные механизмы 45 и 46, корпус 18 и штоки уравновешивателей 53 и 52 поднимаются и поковка извле кается из ручья штампа. При необходимости совершения поперечного перемещения для укладки поковки при шахматном расположении ручья или при отбраковке поковки в тару включается при10 вод 67 механизма поперечного перемещения, который поворачивает рычаги 63 и 64 по часовой стрелке. При повороте рычагов 63 и 64 перемещается рама 54 и при этом сохра1шется верти15 кальное положение направляющих 55-58 рамы- 4. Вместе с рамой 54 перемещается корпус 18 и поворачиваются рычаги 45 и 46. При повороте рычагов 45 и 46 происходит перемещение корпуса
20 18 (вверх или вниз), однако эти перемещения незначительны и, как правило, не влияют на точность укладки поковки. При необходимости по команде системы программного управления высота поло25 женил корпуса 18 может быть восстановлена за счет включения привода 49 механизма вертикального перемещения. После завершения поперечного перемещения включаются приводы 10 и 21,
30 которые разводят захваты 9 и 20 и заготовка удаляется из штампа. Для возвращения захватов 9 и 20 в исходное положение за очередной заготовкой включается одновременно и.пи поочередно приводы 49 и 67 механизмов вертикального и поперечного перемещения,а также электродвигатель 33 механизма перемещения подвижных консолей 8 и 19 с направлением вращения привода, об40 ратным тому, при котором бьшо совершено перемещение механизмов из исходного положения. Возможны и другие комбинации перемещений консолей 8 и t9, которые обусловлены технологичес35
50
21, которые разно- 45 кими процессами штамповки.
При транспортировке одновременно двух заготовок или поковок (см.фиг.8) первоначально производится настройка относительного положения консолей 8 и 19, при котором захват одной консоли, например захват 9 консоли 8, находится над позицей забора заготовки, а захват 20 консоли 19 - над первым ручьем штампа. При этом, желательно (но не обязательно), чтобы расстояние от первого ручья штампа до второго было равно расстоянию от позиции забора заго- т овки до первой позиции штампа. Для выполнения операции настройки яеобхо55
47 и 48 рычажные механизмы 45 и 46, корпус 18 и штоки уравновешивателей 53 и 52 поднимаются и поковка извлекается из ручья штампа. При необходимости совершения поперечного перемещения для укладки поковки при шахматном расположении ручья или при отбраковке поковки в тару включается привод 67 механизма поперечного перемещения, который поворачивает рычаги 63 и 64 по часовой стрелке. При повороте рычагов 63 и 64 перемещается рама 54 и при этом сохра1шется вертикальное положение направляющих 55-58 рамы- 4. Вместе с рамой 54 перемещается корпус 18 и поворачиваются рычаги 45 и 46. При повороте рычагов 45 и 46 происходит перемещение корпуса
18 (вверх или вниз), однако эти перемещения незначительны и, как правило, не влияют на точность укладки поковки. При необходимости по команде системы программного управления высота положенил корпуса 18 может быть восстановлена за счет включения привода 49 механизма вертикального перемещения. После завершения поперечного перемещения включаются приводы 10 и 21,
которые разводят захваты 9 и 20 и заготовка удаляется из штампа. Для возвращения захватов 9 и 20 в исходное положение за очередной заготовкой включается одновременно и.пи поочередно приводы 49 и 67 механизмов вертикального и поперечного перемещения,а также электродвигатель 33 механизма перемещения подвижных консолей 8 и 19 с направлением вращения привода, обратным тому, при котором бьшо совершено перемещение механизмов из исходного положения. Возможны и другие комбинации перемещений консолей 8 и t9, которые обусловлены технологичес
)5
20
25
димо установить консоли 8 и 19 в положение, при котором подвижные пальцы 41 и 42 могут сочленяться с отверстиями 43 и 44, и включить привод перемещения подвижного пальца 41, ко- торьй сочленяется с отверстием 43 консоли 8. По завершении фиксации консоли 8 включается привод 39 перемещения полумуфты 37, которая при пере- Q мещении вдоль дополнительного вала 29 выходит из зацепления с торцовой .зубчатой полумуфтой шестерни 35, при этом шестерня 35 получает возможность относительного вращения. Включается электродвигатель 33 перемещения консолей, а перемещается только консоль 19.. Посредством датчика 34 контролируется перемещение консоли 19 на заданное расстояние, и он вьща- ет команду на включем е привода 39 перемещения полумуфты 37, которая входит в зацепление с полумуфтой шестерни 35. После введения полумуфт в зацепление включается привод перемещения подвижного пальца 41, и по завершении его перемещения консоли 8 и 19 подготовлены к работе. Работа механизмов манипулятора при переносе двух заготовок или поковок аналогична описанной вьппе, т.е. первоначально включаются приводы 10 и 21 и захваты 9 и 20 зажимают заготовки: захват 9 зажимает заготовку на позиции забора заготовки, а захват 20 зажимает заготовку на первой позиции штампа. Затем включается привод 49 ме- ханизма вертикального перемещения и корпус 18 поднимается на заданную высоту. Включается электродвигатель 33, который перемещает консоли 8 и 19 на расстояние, при котором захват 9 устанавливается над первым ручьем штампа, а захват 20.- над вторым. Включается привод 49 механизма вертикаль-- ного перемещения, который опускает корпус 18. В опущенном положении корпуса 18 включаются приводы 10 и 21 и захваты 9 и 20 освобождают заготовки, которые укладываются в первый и второй
. 30
35
40
45
го управления ползун пресса с ет ход, в процессе которого п дит штамповка двух заготовок. временно с ходом ползуна прес чается электродвигатель 33 и 8 и 19 с захватами 9 и 20 воз ются в исходное положение. Дал цикл работы манипулятора повт
Формула изобрет
1.Манипулятор к прессу, с щий основание со стойками, ра вертикальными направляющими, ненную с механизмом поперечно мещения, корпус с механизмом и подвижной консолью с привод захватом, отличающий тем, что, с целью расширения логических возможностей и повы надежности, он снабжен дополни ной подвижной консолью с захва размещенной в корпусе, а такж ханизмом настройки относитель ложения консолей в виде допол ного вала, кинематически связ
с валом привода перемещения к с двумя парами разнесенных по концам зубчатых полумуфт, край из которых установлены с розм осевого перемещения на валу, м низмом перемещения полумуфт и торами в виде пальцев, корпус жен несколькими парами кронште с роликами, установленными с в ностью взаимодействия с вертик ми направлякнцими рамы, при это соли выполнены с отверстиями с роны их привода, а фиксаторы в де пальцев размещеныс возмож взаимодействия с консолями в отверстий.
2.Манипулятор по п.1, от чающийся тем, что он с кронштейнами, размещенными на и рычагами, смонтированными в параллелограмма а кронштейны с ны с рычагами, два из которых
ручьи. По команде системы программно-50 ны с приводом их перемещения.
)5
20
25
- - -, --, ой
30
35
40
45
го управления ползун пресса совершает ход, в процессе которого происходит штамповка двух заготовок. Одновременно с ходом ползуна пресса включается электродвигатель 33 и консоли 8 и 19 с захватами 9 и 20 возвращаются в исходное положение. Далее цикл работы манипулятора повторяется.
Формула изобретения
1.Манипулятор к прессу, содержащий основание со стойками, раму с вертикальными направляющими, соединенную с механизмом поперечного перемещения, корпус с механизмом подъема и подвижной консолью с приводом и захватом, отличающийся тем, что, с целью расширения технологических возможностей и повышения надежности, он снабжен дополнительной подвижной консолью с захватом, размещенной в корпусе, а также механизмом настройки относительного положения консолей в виде дополнительного вала, кинематически связанного
с валом привода перемещения консолей, с двумя парами разнесенных по его концам зубчатых полумуфт, крайние из которых установлены с розможностью осевого перемещения на валу, механизмом перемещения полумуфт и фиксаторами в виде пальцев, корпус снабжен несколькими парами кронштейнов с роликами, установленными с возможностью взаимодействия с вертикальными направлякнцими рамы, при этом консоли выполнены с отверстиями со стороны их привода, а фиксаторы в виде пальцев размещеныс возможностью взаимодействия с консолями в зоне их отверстий.
2.Манипулятор по п.1, отличающийся тем, что он снабжен кронштейнами, размещенными на раме, и рычагами, смонтированными в виде параллелограмма а кронштейны соединены с рычагами, два из которых связаSif.
9,20 10,
71
Фи.2


| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор к прессу | 1986 |
|
SU1346321A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1639846A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Устройство для перемещения заготовок | 1984 |
|
SU1205973A1 |
| Автоматизированная линия горячей штамповки крупных поковок с вытянутой осью | 1991 |
|
SU1822353A3 |
Изобретение относится к обработке металлов давлением, в частности к манипуляторам прессов. Цель изобретения - расширение технологических возможностей и повышение надежности в работе. Манипулятор содержит основание со стойками, раму с вертикальными направляющими, механизм поперечного перемещения, корпус с механизмом подъема, подвижные консоли с захватами, механизм настройки относительного положения консолей, приводные рычаги. При включении привода происходит синхронное перемещение консолей с захватами, которые независимо друг от друга фиксируются в исходном положении по отношению к обрабатываемым заготовкам. Перенос заготовок захватами консолей в рабочую зону пресса осуществляется при фиксированном положении захватов каждой консоли между собой. 1 з.п. ф-лы, 8 ил.
| Манипулятор к прессу | 1986 |
|
SU1346321A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
