Изобретение относится к элек.трон- но-дучевой сварке.
Цель изобретения - повышение эффективности нагрева при сварке и точ- ности управления процессом.
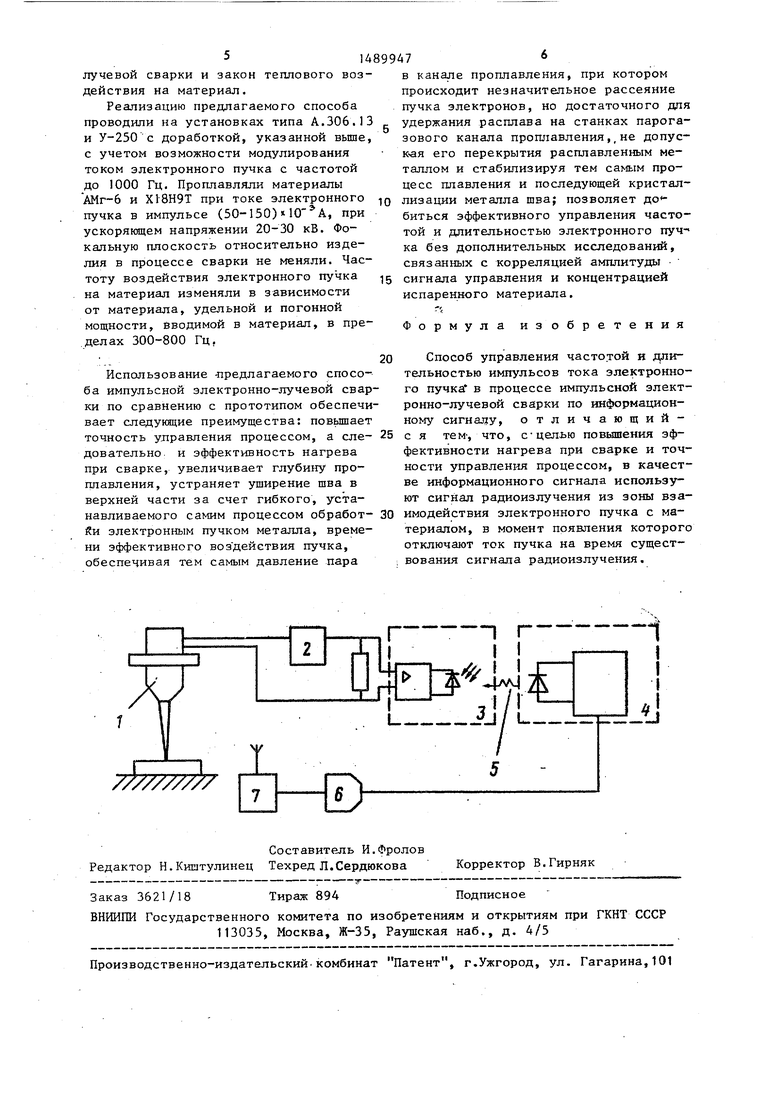
На чертеже изображена схема устройства для реализации способа.
Процесс электронно-лучевой сварки имеет периодичный характер вследствие периодичного рассеяния электронов пучка нейтральными атомами пара, концентрации которого достаточно для существенной расфокусировки пучка. Это приводит к снижению удельной мощности в пятне нагрева и эффективности процесса обработки, появлению корневых дефектов, пор, пульсаций в-корне шва, уши рения в верхней части шва,
Время от начала воздействия электронного пучка на материал до момента рассеяния электронов на парах испарённого при этом материала является временем эффективного взаимодействия пучка с передней стенкой канала про- плавления. Дальнейший- непрерывный нагрев передней стенки канала проплав- ления является неэффективным вследст- вие того, что интенсивное испарение приводит к рассеянию пучка на образовавшихся парах металла и снижению
концентрации вводимой энергии, уши рению верхней части шва.
Эффективность и стабилизация процесса электронно-лучевой сварки дог стигаются тем, что при появлении кон-, центрации паров испаренного материа4
00
со х
4:
|
ла, достаточной для рассеяния электронов пучка, отключают ток пучка на время снижения концентрации паров над сварочной ванной до уровня, обеспечи- Бающего давление пара в канале про- плавления, при котором происходит не- :3начительное рассеяние пучка электронов, но достаточное для удержания расплава на стенках парогазового ка- нала проплавления, не допуская перекрытия его расплавленным металлом.
В качестве информационного сигнала используют сигнал радиоизлучения из зоны взаимодействия электронного пуч- ка с материалом. Природа радиоизлуче- ;Нйя описывается тем, что при нарушении квазинейтральной плазмы выведенные из состояния равновесия электроны должны начать колебания с круговой частотой
,, ГдТпе Ч
обычнаячастота будет:
.Wo
-р -
о Zlf
8960 ,Гп
см
где п - число электронов в 1 i m - масса электрона, кг;
е - элементарный заряд электрона, Кп.
Частота пропорциональна концентра- 1ЦИИ ионизированных .паров испаренного : материала.
Появление, радиоизлучения с часто- ;Той, соответствующей концентрации паров над сварочной ванной, достаточной дпя рассеяния электронов пучка, говорит о дальнейшей нецелесообразности процесса. В момент появления, сигнала радиоизлучения отключают ток пучка на время существования сигнала радиоиз- |лучения..
i В состав устройства входят элект- ронно-оптическая система 1 с источни- ;ком 2 смещения на управляющ ем элект- :роде электронно-оптической системы 1. Приемник 3 светового излучения и полупроводниковый лазер 4 связан по- средством оптического тракта 5. С по- лупроводниковым лазером 4 через устройство 6 сравнения связан приемник 7 радиоизлучения.
Способ осуществляется следующим образом.
Электронно; -оптическая система 1 i генерирует электронный пучок. Током пучка управляет источник 2 смещения
-
,5 0
5
0
5
0
з л
5
на управляющем электроде. Сигнал управления источником 2 вырабатывается приемником 3 светового излучения, который принимает световой поток, генерируемый полупроводниковым лазером 4. Посредством использования оптического тракта 5 для передачи сигналов уп.равления источником 2 смещения производится гальваническая развязка высоковольтной и низковольтной цепей установки.
Информационный сигнал поступает на приемник 7 радиоизлучения сантиметрового диапазона, если воспринимают колебания электронов плазмы,,или метрового диапазона, что соответствует колебаниям Ионов плазмы. Приемник 7 работает в режиме частотной модуляции.
В результате в частотном детекторе ПЕ Иемника изменения частоты сигнала преобразуют в изменения амплитуды. Воспринимаемая частота сигнала соот- ветствует концентрации ионизированных паров испаренного материала. Таким образом, приемник 7 регистрирует изменение концентрации ионизированных паров испаренного материала и этому соответствует рост амплитуды сигнала на его выходе, что регистрируется устройством 6 сравнения, которое вырабатывает сигналы управления полупроводниковым лазером 4.
Информационным сигналом, в качестве которого используют сигнал радиоизлучения из зоны взаимодействия электронного пучка с материалом, управляют электронно-оптической системой. Причем в момент появления сигнала радиоизлучения осуществляют отключение тока пучка.
В предлагаемом способе в качестве информационного сигнала используют сигнал радиоизлучения из зоны взаимодействия электронного пучка с материалом, в момент появления которого отключают ток пучка, что позволяет однозначно, по появлению сигнала, судить о концентрации испаренного металла над сварочной ванной и осуществить гибкое управление модуляцией тока пучка по процессу электронно-лучевой сварки.
Строгая зависимость появления сигнала радиоизлучения от концентрации и погонной энергии, вводимой в материал, позволяет установить отключением электронного пучка эффективный и . точный импульсньш режим электроннолучевой сварки и закон теплового воздействия на материал.
Реализацию предлагаемого способа проводили на установках типа А.306.13 и У-250 с доработкой, указанной вьппе, с учетом возможности модулирования током электронного пучка с частотой до 1000 Гц. Проплавляли материалы АМг-6 и XI8H9T при токе электронного пучка в импульсе (50-150)10 А, при ускоряющем напряжении 20-30 кВ. Фокальную плоскость относительно изделия в процессе сварки не меняли. Частоту воздействия электронного пучка на материал изменяли в зависимости от материала, удельной и погонной мощности, вводимой в материал, в пределах 300-800 Гц,
Использование предлагаемого способа импульсной электронно-лучевой сварки по сравнению с прототипом обеспечивает следукнцие преимущества: повышает точность улравления процессом, а следовательно и эффективность нагрева при сварке, увеличивает глубину про- плавления, устраняет уширение шва в верхней части за счет гибкого, устанавливаемого самим процессом обработ- йи электронным пучком металла, времени эффективного воз действия пучка, обеспечивая тем самым давление пара
в канале проплавления, при котором происходит незначительное рассеяние пучка электронов, но достаточного дпя удержания расплава на станках парогазового канала проплавления,,не допус- к-ая его перекрытия расплавленным металлом и стабилизируя тем самым процесс плавления и последующей кристаллизации металла шва; позволяет до биться эффективного управления частотой и длительностью электронного пучка без дополнительньк исследований, связанных с корреляцией амплитуды
сигнала управления и концентрацией испаренного материала.
-
Формула изобретения
Способ управления частотой и длительностью импульсов тока электронного пучка в процессе импульсной электронно-лучевой сварки по информационному сигналу, отличающийс я тем-, что, с-целью повышения эффективности нагрева при сварке и точности управления процессом, в качестве информационного сигнала используют сигнал радиоизлучения из зоны взаимодействия электронного пучка с материалом, в момент появления которого отключают ток пучка на время сущест- вования сигнала радиоизлучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| Способ электронно-лучевой сварки сКОНТРОлЕМ и РЕгулиРОВАНиЕМ глубиНыпРОплАВлЕНия | 1971 |
|
SU401105A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СОВМЕЩЕНИЯ СВАРОЧНОГО ЛУЧА СО СТЫКОМ ПРИ СВАРКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1837470A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2057627C1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов | 2016 |
|
RU2635445C1 |
Изобретение относится к электронно-лучевой сварке. Цель изобретения - повышение эффективности нагрева при сварке и точности управления процессом. В качестве информационного сигнала используют сигнал радиоизлучения из зоны взаимодействия электронного пучка с материалом, в момент появления которого отключают ток пучка. Это позволяет однозначно, по появлению сигнала судить о концентрации испарившегося металла над сварочной ванной и осуществить гибкое управление модуляцией тока пучка. Строгая зависимость появления сигнала радиоизлучения от концентрации и погонной энергии, вводимой в материал, позволяет установить эффективность и точный импульсный режим сварки и закон теплового воздействия на материал путем отключения тока пучка. 1 ил.
| Патент США № 3780256, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
