Изобретение относится к исследованию свойств поверхности материала при обработке н может быть использовано при разработке новых технологических процессов, связанных с меза- нической обработкой материалов.
Цель изобретения - повышение точности путем получения минимальной шероховатости обработанной поверхности.
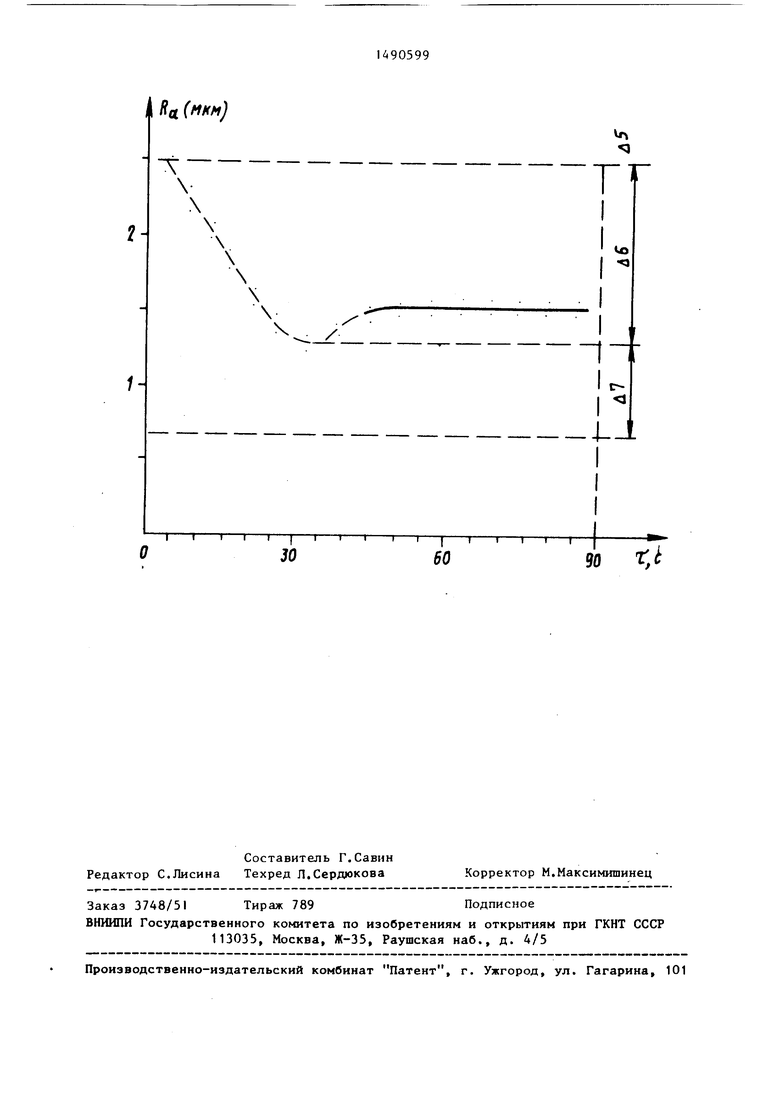
На чертеже изображен график зависимости шероховатости поверхности (высоты микронеровностей R) от величины интервала времени нежду смежными (предыдущим и последующим) воздействиями.
Способ осуществляют следующим образом.
На токарно-винторезном станке устанавливают заготовку и закрепляют инструмент. Поверхность заготовки подвергают предварительной обработке, выполняя несколько проходов с неизменной глубиной резания, подачей и скоростью резания с целью устранения биений заготовки и снятия окалины. Затем осуществляют два смежных прохода (этапа), первый - предыдущий и второй - последующий при одинаковых скоростях резания и одинаковых подачах инструмента, а глубина резания предыдущего прохода может отли4
(;о
о
СП
;о
R(j. Опят
чаться от глубины резания последующего прохода (но может быть и одинаковой) , фиксируют интервал времени между моментами, когда инструмент врезается в заготовку на предыдущем проходе и на последующем. При этом длина первого и второго прохода одинакова. После окончания второго (последующего) прохода измеряют вы- сету михронеровностей Кд. Эксперимент повторяют, увеличив интервал времени с ,. и снова измеряют повторяют эксперимент,еще более увеличив интервал времени С , и вновь измеряют Кд и т.д. Строят график зависимости высоты микронеровностей от величины интервала времени и по нему выбирают оптимальный (в каждом конкретном случае свой) интервал време- ни между смежными проходами инструмента.
Пример. Эксперименты проводят на токарно-винторезном станке модели 1К62. В качестве инструмента используют проходной резец с механическим креплением твердосплавной пластины ВК-8 со следующей геометрией: с vf, 45°; oi J 10°; г 1 мм. Обработку заготовки из дюралевого сплава Д-16 ведут при частоте вращения шпинделя станка п 800 об/мин; подаче ,15 мм/об глубине резания t 0,5 мм на первом (предьщущем) проходе и t 0,125 мм на втором (последующем) проходе. Высоту микронеровностей R измеряют на профилометре модели П-283. Эксперименты проводят при интервале времени С между смежными проходами,
кратными 5, т.е. первая пара смежных проходов имеет 2, 5; вторая t 10с; третья ZTj 15 с и так далее до результате проведенных экспериментов получено, что максимальная шероховатость 2,5 мкм соответствует &, 5 с, а минимальная шероховатость 1,25 мкм соответствует C g 30 с. Таким образом, интервал времени С, 5 с между смежными проходами целесообразно использовать на операциях чернового точения, а интервал с 30 с - на операциях получнетового точения.
Использование предлагаемого способа позволяет правильно выбирать интервал времени между смежными технологическими воздействиями для получения требуемого качества обработанной поверхности и стойкости инструмента.
Формула изобретения
Способ выбора оптимального режима обработки, заключающийся в том, что поверхность материала подвергают обработке в течение по крайней мере двух последовательных этапов, изменяют по крайней мере один раз при переходе от этапа к этапу параметр режима обработки и определяют зависимость шероховатости поверхности от режима обработки, по которой выбирают оптимальный режим, отличающийся тем, что, с целью повышения точности, в качестве параметра режима обработки используют интервал времени между смежными этапами.
HCL (мкм)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ РЕЗАНИЕМ | 2001 |
|
RU2188747C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| Способ определения параметров токарных переходов обработки резанием по измерениям показателей точности образца изделия | 2023 |
|
RU2811308C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ШЕРОХОВАТОСТИ НА ТОКАРНЫХ СТАНКАХ С ЧПУ ПРИ ПОЛУЧИСТОВОЙ И ЧИСТОВОЙ ОБРАБОТКЕ МЕТАЛЛА ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 2012 |
|
RU2492968C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ РЕЗАНИЕМ | 2007 |
|
RU2340427C2 |
| Способ исследования обработки отверстий | 1990 |
|
SU1776495A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2399460C1 |
Изобретение относится к способам исследования свойств поверхности материала при обработке и позволяет повысить точность за счет получения минимальной шероховатости обработанной поверхности. На токарно-винторезном станке заготовку обрабатывают в несколько проходов при одинаковых скоростях резания и подачи инструмента, глубина резания предыдущего прохода может отличаться от глубины резания последующего прохода (но может быть и одинаковой), фиксируют интервал времени τ между смежными этапами (моментами, когда инструмент врезался в заготовку на предыдущем проходе и на последующем), длина проходов одинакова. Варьируют интервал времени τ, строят график зависимости шероховатости (высоты микронеровностей RA) от величины τ, по которому определяют оптимальную величину τ, соответствующую минимальной (или требуемой) шероховатости обработанной поверхности. 1 ил.
t
Л
Ч
/
JO
Т
vo
o
-1
JI
-I11 111Г- ,
60go t, t
| Макаров А.Д | |||
| Оптимизация процессов резания | |||
| М,: Машиностроение, 1976, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Грановский Г.И, Грановский В.Г | |||
| Резание металлов | |||
| М.: Машиностроение, 1985. | |||
