4
;о
9
Kj
Изобретение относится к машиностроению и може т быть использовано для определения профиля как лезвийных, так и абразивных дисковых режущих инструментов, применяемых при обработке винтовых канавок деталей.
Целью изобретения является повышение точности профилирования дискового инструмента за счет того, что ось мерительного инструмента приближается к нормали в каждой измеряемой точке винтовой канавки детали.
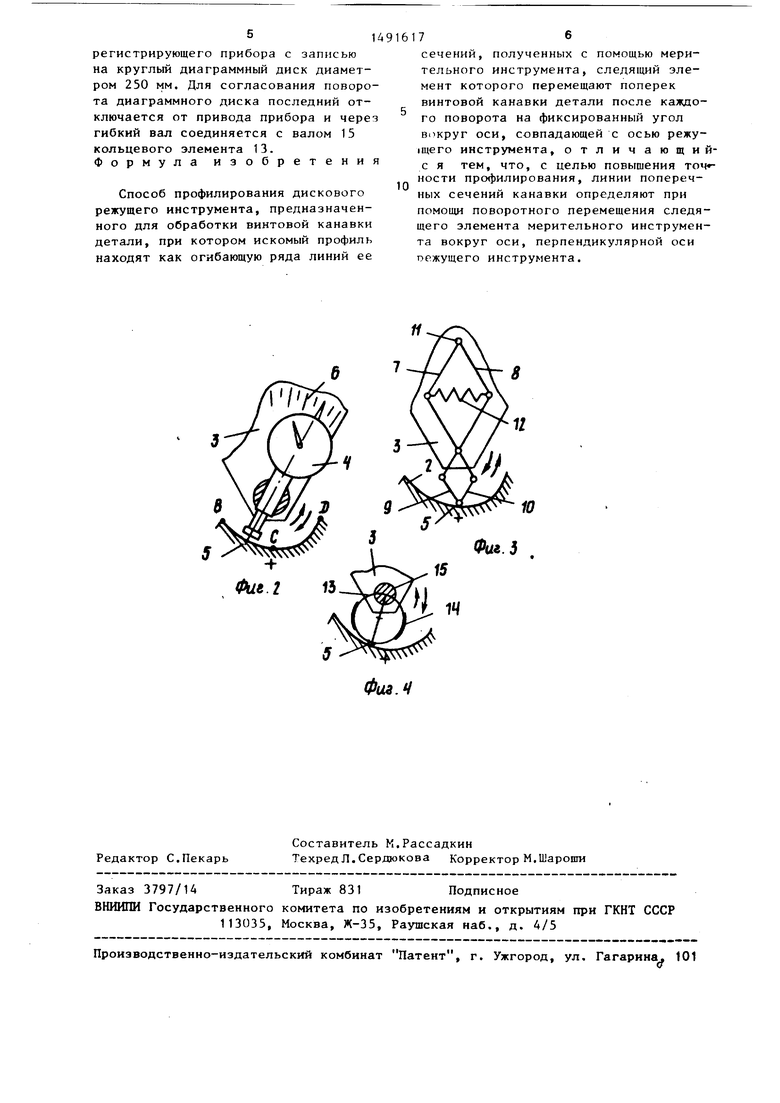
На фиг. 1 изображена установка мерительного инструмента относительно эталонной детали и ,его перемещение (поворот); на фиг. 2 - начальная .установка мерительного инструмента, выполнеин(1го на основе индикатора часового типа; на фиг. 3 - то же, на основе пантографного масштабного механизма; на фиг. 4 - то же, на основе упругого кольцевого элемента с те зодатчиками.
Для определения профиля дискового реж щего инструмента используют эталонную деталь 1 с заданной винтовой поверхностью 2, идентичной той вин- тоной поверхности, которую должен обрабатывать дисковый инструмент с искомым профилем. Раму 3 с мерительным инструментом 4 устанавливают на оси поворота 0-0, которая совмещена с осью дискового инструмента в положении обработки. Ось поворота 0-0 удаляют от оси эталонной детали 1 на расстояние А, равное сумме выбранного радиуса R инструмента и расстояния 1 (между осью эталонной детали 1 и дном винтовой поверхности 2). Ось поворота 0-0 располагают скрещен но по отношению к оси детали 1 под углом (S . Параметры А и о определяют условиями обработки. Мерительный инструмент 4 располагают на раме 3 с возможностью поворотного перемещения (качания) вокруг оси 0)-0 перпендикулярной оси О-О поворота и плоскост рамы 3. Для достижения наименьших погрешностей профилирования необходимо сместить раму 3 с мерительным инструментом 4 вдоль оси 0-0 так, чтобы расстояния от оси качания до трех равноудаленных между собой точек (фиг. 2, точки B,C,D), поперечного сечения винтовой канавки, включающего линию кратчайшего расстояния между осью 0-0 инструмента и осью детали, бьиш примерно равными. После
0
5
0
5
D
5
0
5
0
5
этого раму 3 мерительного инструмента фиксируют от осевого перемещения вдоль оси 0-0, оставляя возможность фиксированного поворота рамы 3 вокруг оси 0-0.
Поперечные сечения винтовой поверхности 2 находят после каждого поворота рамы 3 вокруг оси 0-0 на фиксированный угол Ь , равный 0,5-3, при непрерывном поворотном перемещении (качании) мерительного инструмента 4 относительно оси Oi-Of и обеспечении касания штока, заканчивающегося щупом 5, со всей шириной измеряемой винтовой поверхности эталонной детали 1. Искомый профиль дискового инструмента определяют как огибающую ряда поперечных сечений винтовой поверхности, полученных в разных фиксированных положения мерительного инструмента.
Возможны три варианта конструктивной реализации изобретения. По первому варианту в качестве мерительного инструмента 4 выбирают индикатор часового типа (фиг. 1 и 2). На площадке рамы 3 выполняют угловую шкалу 6, по которой задают угловое положение индикатора при изменении (фиг.2). По результатам ряда измерений составляют таблицу данных и строят Б полярных координатах отдельные поперечные сечения винтовой канавки. По второму варианту в качестве мерительного инструмента используют пантографный масштабный механизм (фиг.З), составленный из двух параллелограммов, длины плеч 7 и 8 которых выполнены больше плеч 10 с учетом необходимого масштаба.В узле меньших плеч У и 10 устанавливается щуп 5, а на узле плеч 7 и 8 - пишущий элемент 11. Для обеспечения контакта щупа 5 с винтовой поверхностью 2 выступающие шарниры плеч В и 7 стянуты пружиной 12. При качании, пантографного механизма вокруг оси на бумаге, закрепленной на плоскости рамы 3, вычерчиваются сечения винтовой канавки. По третьему варианту в качества мерительного инструмента 4 используют упругий кольцевой элемент 13 (фиг.4), на боковых поверхностях которого наклеивают четыре фальговых тензорезистора 14, включенные по схеме полного моста, одна из диагоналей которого подключена к источнику тока, а вторая - на вход
5i/,
регистрирующего прибора с записью на круглый диаграммный диск диаметром 250 мм. Для согласования поворота диаграммного диска последний отключается от привода прибора и через гибкий вал соединяется с валом 15
кольцевого элемента 13. Формула изобретения
Способ профилирования дискового режущего инструмента, предназначенного для обработки винтовой канавки детали, при котором искомый профиль находят как огибающую ряда линий ее
176
сечений, полученных с помощью мерительного инструмента, следящий элемент которого перемещают поперек винтовой канавки детали после каждого поворота на фиксированный угол вокруг оси, совпадающей с осью режу- |щего инструмента, отличающий- с я тем, что, с целью повышения ности профилирования, линии поперечных сечений канавки определяют при помощи поворотного перемещения следящего элемента мерительного инструмента вокруг оси, перпендикулярной оси оежущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ВИНТОВОЙ ФАСОННОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2587201C2 |
| Способ определения профиля инстру-MEHTA | 1978 |
|
SU844129A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| СИСТЕМА И СПОСОБ ИЗМЕРЕНИЯ ПРОФИЛЯ ДЕТАЛИ | 2019 |
|
RU2799461C2 |
| СПОСОБ ОБРАБОТКИ БОКОВЫХ СТОРОН ПРОФИЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ЭВОЛЬВЕНТНЫХ КОЛЕС | 2011 |
|
RU2453404C1 |
Изобретение относится к машиностроению и может быть использовано для определения профиля как лезвийных, так и абразивных дисковых режущих инструментов, применяемых при обработке винтовых канавок деталей. Цель изобретения - повышение точности профилирования дискового инструмента за счет того, что ось мерительного инструмента приближается к нормали в каждой измеряемой точке винтовой канавки детали. С этой целью находят огибающую ряда линий ее сечений, полученных с помощью мерительного инструмента 4, следящий элемент со щупом 5 которого перемещают по винтовой поверхности 2 после каждого поворота на фиксированный угол β его рамы 3 вокруг оси 0-0. Раму мерительного инструмента фиксируют от осевого перемещения вдоль оси 0-0, а поперечные сечения винтовой поверхности 2 определяют при поворотном перемещении мерительного инструмента 4 вокруг оси 01-01, перпендикулярной оси 0-0 фиксированного поворота к плоскости рамы 3. 4 ил.
Фиа.Ч
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
