П - , /7 Фиг. 1
H- Of ipf Тлоситгя к технологии 1ГИ oTiiRjU Hiin и укладки мнигосек- ции11И1ч1х к.ггушек мысыгиой обмотк ; п пачы якоря коллекторной элект1)ичссКПЙ МаПНПИ; и МОЖ1:1 ОЫТЬ ИСПОЛТ ТОВЛКО
1 uni b 1 ро rcxiiH ict кой иромьшше.ииости . J,t; .nb итобротсиия - повьпчсние ка- чегпва обмотки и чкоиомия изоляционных материалов.
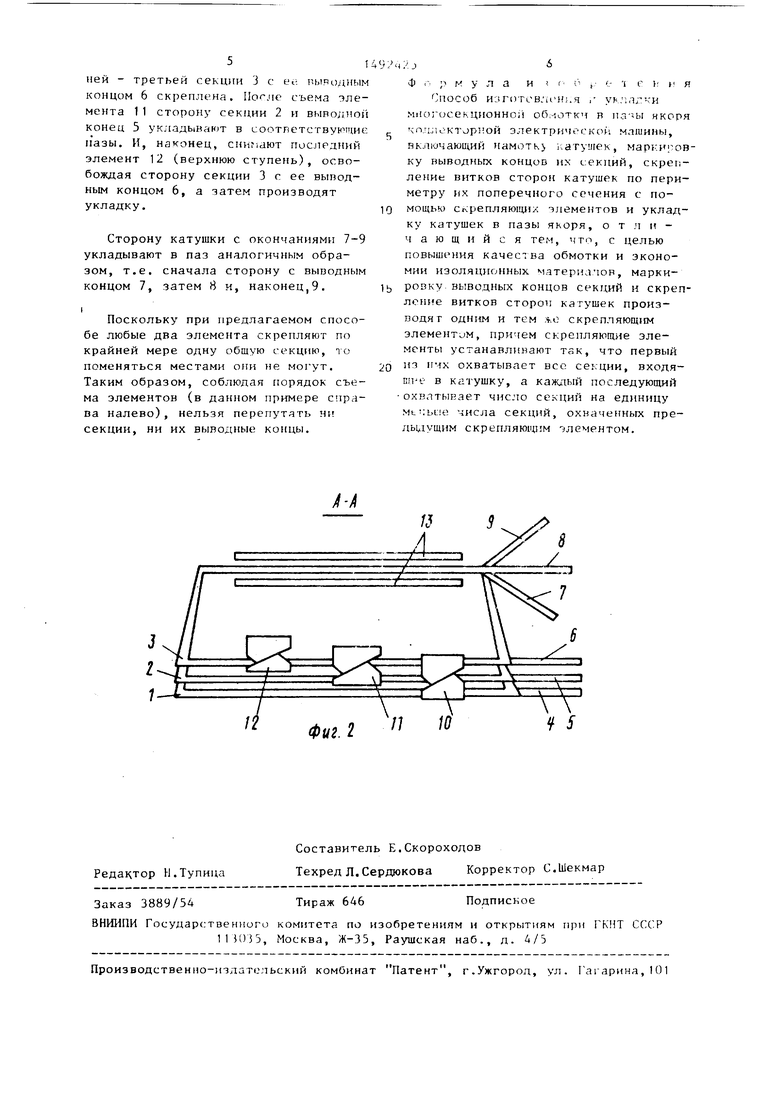
На фиг . 1 ,1,кена катушка, снятая 11рИ1-: 1огоГ);и Нием с шаблона носле )1амотки, с установлоиными па из ее сторон скрепляющими эг1еме)1тами на фиг.2 - сичение Л-Л на фиг.1.
Катуш ка « л.шном примере COCTIJUT из трех се НИИ: псрной секции 1, второй секции - и TpeiLcn секции 3.
Позициями 4-9 обозначены ныв(5д- цые концы секцш 1, причем 4-Ь - соот- нетсткенио начала nopBoii 1 , второй 2 и третье 3 гм. -кции, а 7-9 - соот- нетствешю окончания чтих секци.
Позициями 10-12 обозначены лякицие элиме)Т1-1. ;очиц,ией 13 обозначено приспособление для съема катушек с (иаблона .
Смос )б осуществляют с.педунлцим образом.
Все сект каждой из катушек носледовательно намат ывают на шаблон в данном iipiiMi pe iHa(aia наматывают питки секции 1 , .за ген витки секции 2 и, наконец, витки секции 3.
После намот1 и катушку снимают с шаблона с гизмогп.ю, например, технологического 11рис1;особ.че1И1я - скобы 13, которое) (скобой) зажимают одну из сторон катушки. Снимать латушку е шаблона можно и другим известным способом, но при чтом }1еобходимо сохранить поря/иж, нолуценный цри намотке секци, с тем, чтобы цри последующем скреи, витков можно было отделить одну секцию от другой Затем произнодят скрепление витков и маркировку иырод)1ых концов секций причем сначала скрепляют и маркирукп ту сторону катушки, которая проти- воцоложна стороне, зажатой технологическими приспособлениями, т.е. строну с выводными концами А-6.
(крег.леиие сторон секций 1-3, а также маркировку соответствующих вь, водных концов 4-f) этих секций производят с помощью скрепляющих элементов 10-12, выполненн мх, наиример, в виде упругих разрезиих втулок, надеваемых через разрез на пучок витков
0
5
0
5
0
5
0
5
И1И1 лн)бых других элементов, (-бесне- чивающих оперативное и надежное скре- гии.ние витков катушек по не- |)иметру их понсфечного сечения.
Первый скрепляющий элеме;;т 10 ус- 1анавдивают вб;н1зи выводных концов так, чтобы он охватывал стороны всех трех секций 1-3 вместе с их выводными концами 4-6. Затем слева от эле- Meirra 1U устанавливают второй скрец- ЛЯЮ1ДИЙ элемент 11 так, чтобы он охватывал на одну секцию меньше, а именно элемент 1 1 устанав.чивают на стороны секций 2 и 3 вместе с их выводными концами 5 и 6.
Слева от элемента 11 устанавливают третий скрецляю ций элемент 12 так, чтобы 0)1 охватывал на одну секцию , че,м элемент 11, а именно элемент 12 устанавливают на сторону секции 3 вместе с ее BbiBOJiHbiM концом 6. Таким образом, все скрецляющие элементы, начиная с первого, располагаются как ступени восходящей лест- нищ,1, поскольку кажддый цоследующий элемент расположен дальше от выводных концов, чем предыдущий, и выше на одну секцию.
riocjTe скрепления и маркировки стороны катушки с выводными концами 4-6 аналогичным образом может быть скреплена и замаркирована сторона катушки со своими выводными концами 7-9. Скоба 13 может быть снята с катушки. Изготовленную (намотанную пред.пагаемым способом) катушку можно сразу укладывать в паз якоря, а можрю изготовить все остальные катушки и только после этого производить укладку. I
Укладку каждоУ из катумек цроиз- водят следуюп;цм образом. Сначала снимают первый скрепляющий элемент 10, расположенный вблизи выводных концов (нижнюю ступень), при этом, как видно из фиг.1 и 2, освободится только сторона первой секции 1 с ее выводным концом 4, а стороны ос- секций с их выводными концами скреплены. После съема элемента 10 сторону секции 1 укладывают в паз сердечника, а соответствующий выводной конец 4 в паз коллектора (не показано) . Затем снимают следующий, левее расположенный элемент 11 (вторую ступень), при этом освобождается только сторона второй секции 2 с ее выводным концом 5, а сторона послед5149
пей - третьей секции 3 с ее. пыяодным концом 6 скреплена. Поглс съема элемента 11 сторону секции 2 и выводной конец 5 укладывают в соотлетствующие пазы. И, наконец, снимают последний элемент 12 (верхнюю ступень), освобождая сторону секции 3 с ее выпод- ным концом 6, а затем производят укладку.
10
Сторону катушки с окончаниями 7-9 укладывают в паз аналогичным образом, т,е, сначала сторону с выводным концом 7, затем 8 и, наконец,9,
I
Поскольку при предлагаемом способе любые два элемента скрепляют по крайней мере одну общую секцию, lo поменяться местами они не могут. Таким образом, соблюдая порядок съема элементов (в данном примере справа налево) , нельзя перепутать HI секции, ни их выводные концы.
0
Ь
0
t / J6
Ф Г: р К У Л а и ( ; ( t 1 е }. и я
Способ и;1Гптсв:а Нкя , ук. 1Л;:ки миогосекционно облюткч в ПЗ-5Ы якоря чп.г;л1:-ктир1 ой электричоскоР. млшины, включающий намотку г;атушек, марки1:ов- ку выводных концов их секций, скрепление витков сторон катушек по периметру их поперечного сечения с помощью скрепляюгдих элементов и укладку катушек в пазы якоря, о т л и - чающийся тем, чт, с целью повышения качества обмотки и экономии изоляционных материалов, маркировку, выводных концов секций и скрепление витков сторон катушек производят одним и тем жо скрепляющим элементи м, причем скрепляющие элементы устанавливают так, что первый из нмх охватывает все секции, входя- пп е в катушку, а каждый последующий охвлтывает число секций на единицу М1-1:ы е числа секций, охваченных пре- дьиущим скрепляю1ф м элементом.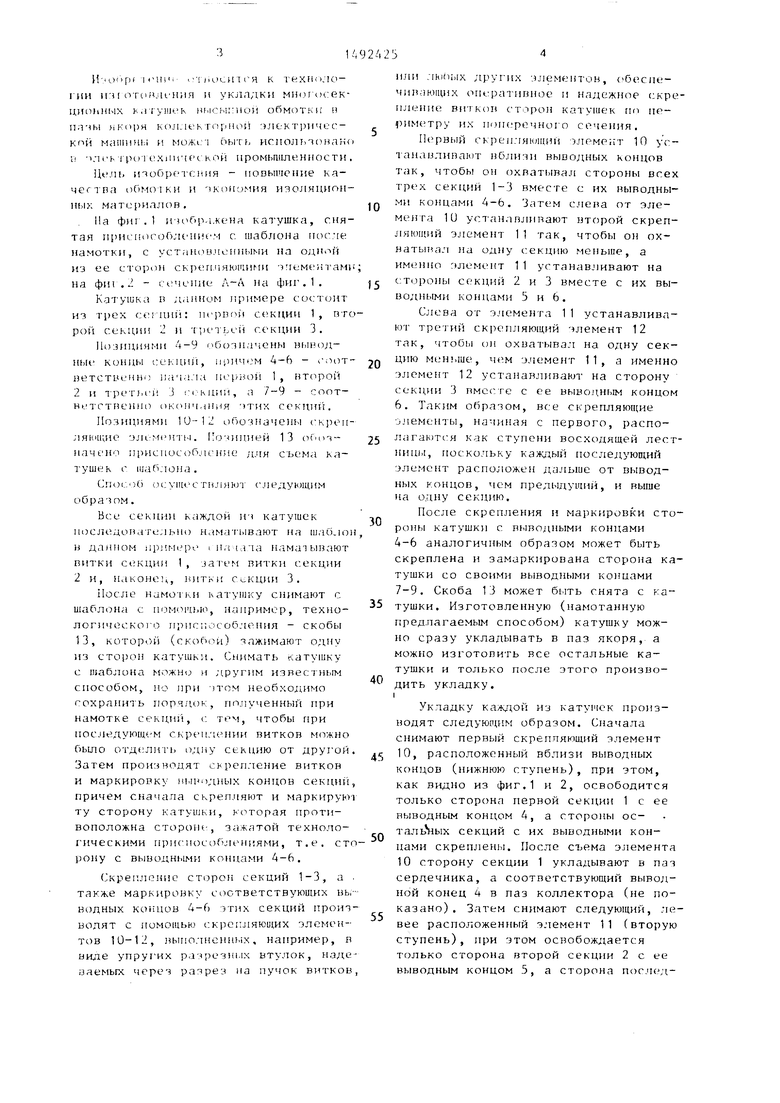
| название | год | авторы | номер документа |
|---|---|---|---|
| Элемент для скрепления витков катушек | 1985 |
|
SU1317572A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Способ формирования жестких секций обмотки статора | 1991 |
|
SU1791911A1 |
| Станок для намотки якорей | 1987 |
|
SU1494145A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Устройство для изготовления обмотки статоров электрических машин | 1978 |
|
SU989685A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
Изобретение относится к области электротехники, а именно к технологии изготовления и укладки многосекционной обмотки в пазы якоря. Цель изобретения - повышение качества обмотки и экономия изоляционных материалов. Способ включает намотку катушек 1-3 маркировку выводных концов их секций 4-9, скрепление витков сторон катушек по периметру их поперечного сечения с помощью скрепляющих элементов 10-12 и укладку катушек в пазы якоря. Маркировку выводных концов секций и скрепление витков сторон катушек производят одним и тем же скрепляющим элементом. Скрепляющие элементы устанавливают так, чтобы первый из них охватывал все секции, входящие в катушку, а каждый последующий число секций, на единицу меньше числа секций, охваченных предыдущим скрепляющим элементом. 2 ил.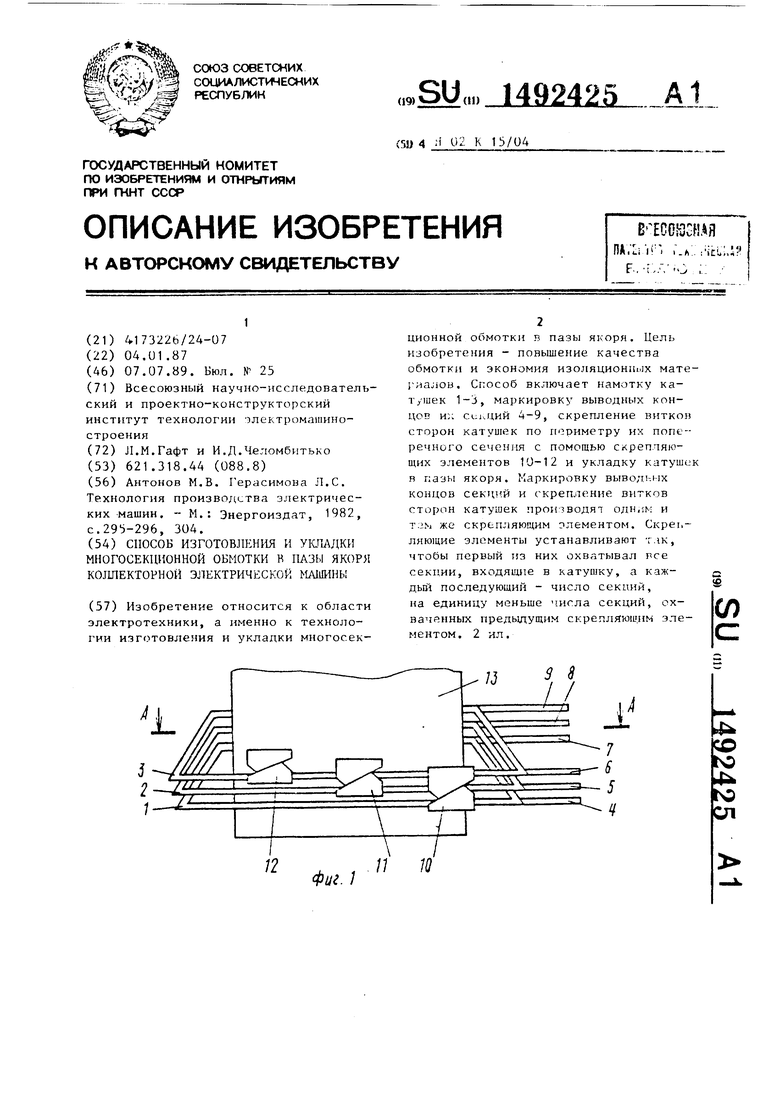
Фиг. 2
| Антонов М.В | |||
| Герасимона Л.С | |||
| Технология производства электрических машин | |||
| -- М.: Энергоиздат, 1982, с.295-296, 304. |
