В ОСНОВНОМ авт. св. ,№ 126;-10 онисывается головка для расточки кольцевого паза.
Отличительной особенностью онисываемой головки является то, что корпус головки снабл ен дополнительными державками резцов, производящи.х цредварительную прорезку прямой части Т-образного паза при установленном на торце корпуса дистанционном кольце, предназначенном для упора оправки н выклвочения резцов, юсуществляющи.х последующую обработку обеих сторон Т-образного паза. Голочка такой конструкции обеспечивает комплексную обработку кольцевого Т-образного паза с одной установки на станке.
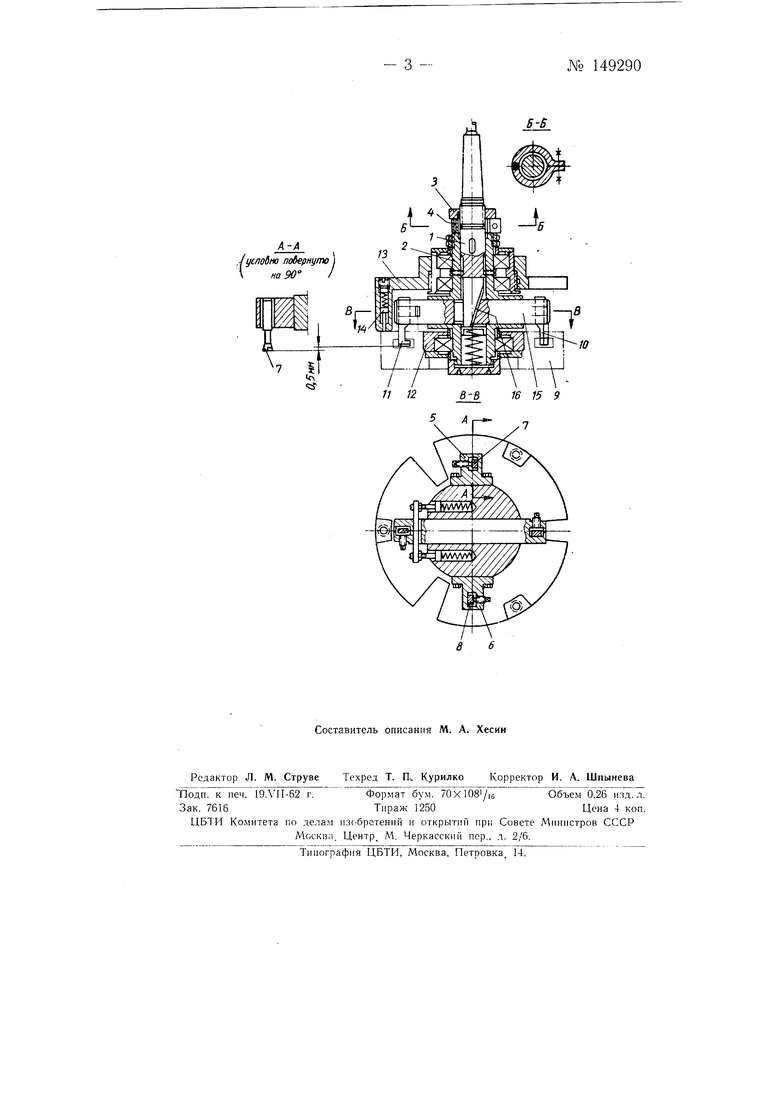
На чертеже изображена описываемая головка в разрезе.
Оправка / своим коническим хвостовиком закрепляется в шпинделе расточн-ого или другого подобного станка (на чертеже пе показан). Между корпусом 2 и гайкой 5 устанавливается быстросъемиое дистанционное кольцо 4. На корпусе смонтированы диаметрально расположенные державки 5 и б для крепления резцов 7 и 8, производящих предварительно прорезку прямого кольцевого паза в детали .9. Резцы 7 и 8 устанавливаются в державках цримерно на 0,5 мм ниже основных резцов 10 и //. При опускании шпинделя вниз нап авляюш,ая деталь 12 должна находиться в отверстии обрабатываемой детали. Для предо вращеийя враш,епия регулирующего уиора 13 предусмотрены прижимные опоры 14, которые во время опускания шпинделя находятся в соприкосновении с обрабатываемой деталью. Прорезка кольцевого паза на всю глубину осуществляется при соприкосновении упора с обрабаTbiBaeMoit деталью.
После предварительной прорезки прямой части паза cни aeтcя быстросъеммое кольцо и резцами 10 и //, установленными на скалке 15, производится обработка Т-образных кольцевых пазов. Вращение корЛ 149290 2 пуса передается от шпинделя станка через оправку. Перемещение скалк -срезцами 10 и // на нужную глубину осуществляется за счет наклонной плоскости 16 оправки при опускании щпннделя. Этим обеспечивается обработка обеих боковых сторон Т-образного кольцевого паза.
Ход резцов ограничивается гайкой 3, которая при окончании работы (расточки) упирается в торец корпуса.
Регулировка расстояния от торца до канавки .осуществляется упором 13, а регулировка глубины врезания канавки - гайкой 5.
Предмет изобретения
Головка для расточки кольцевого паза по авт. св. № 126710, отличающаяся тем, что, с целью обеспечения комплексной обработки кольцевого Т-образного паза с одной установки, корпус, несущий скалку, снабжен дополнительными державками для резцов, производящи.х предварительную прорезку прямой части этого паза при установленном на его (корпусе) торце дистанционном кольце для упора оправки и выключения этим резцов скалки, служащих для последующей обработки обеих боковых сторон Т-образного кольцевого паза.
f(-A
Jytnodho повернуто} на 90° I
д 
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для расточки в неподвижно установленном изделии кольцевого паза | 1959 |
|
SU126710A1 |
| Устройство для обработки конических поверхностей | 1980 |
|
SU908537A1 |
| Устройство для обработки конических поверхностей | 1980 |
|
SU956174A1 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА С НАПРАВЛЯЮЩИМ ПАЗОМ ДЛЯ ДВИЖЕНИЯ РЕЗЦОВ | 1968 |
|
SU206976A1 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
| Резцовая головка | 1979 |
|
SU848183A1 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU776751A1 |
| Инструментальная головка | 1982 |
|
SU1117142A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU766758A1 |