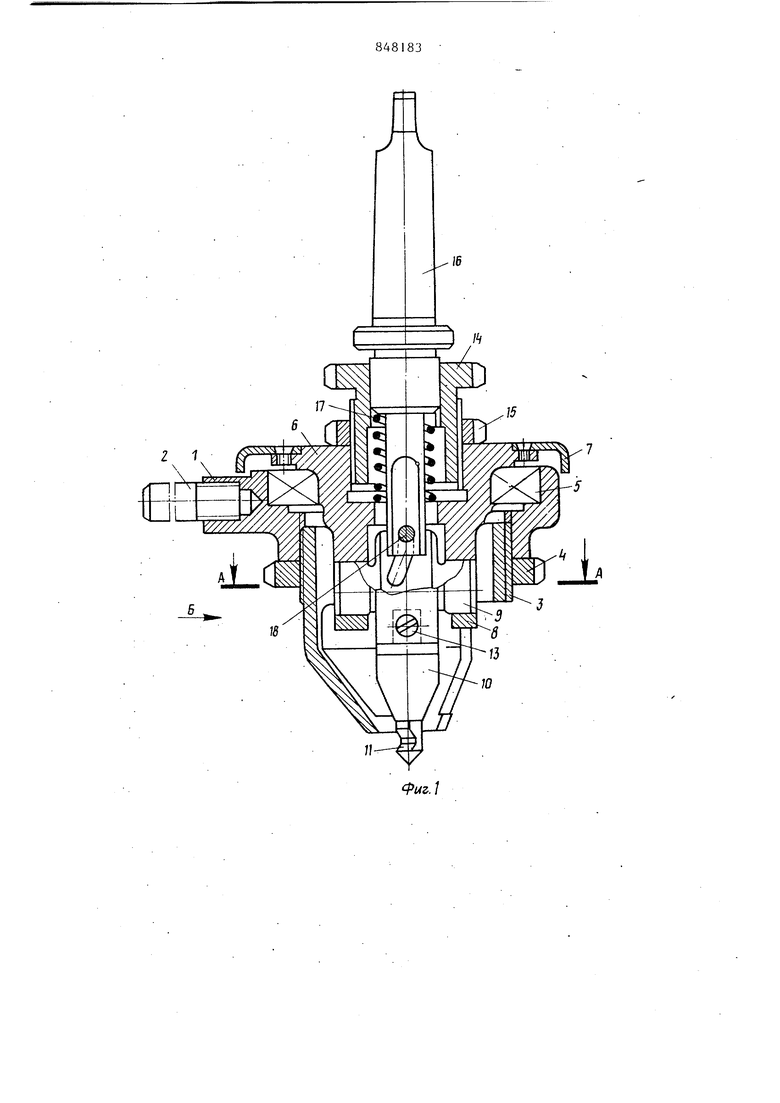
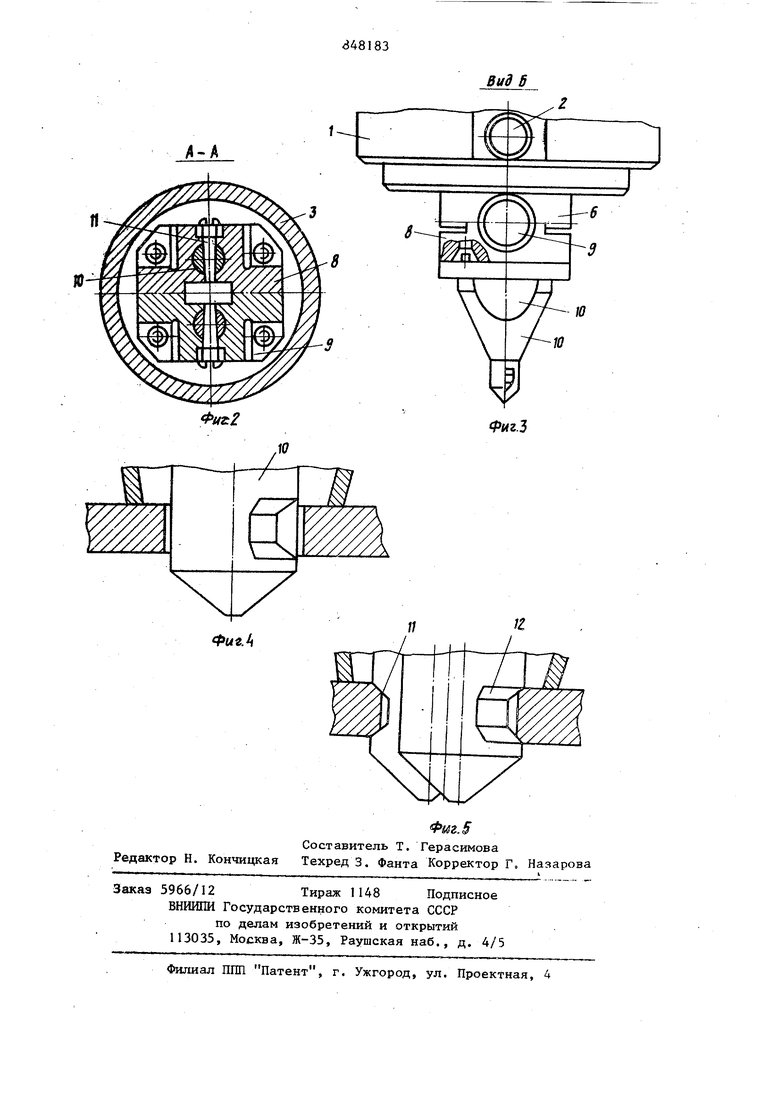
Изобретение относится к металлообработке и может быть использовано для образования канавок и выемок в отверстиях и снятия фасок. Известна резцовая головка, в корпусе которой установлены раздвижные кулачки с закрепленными в них резцами, позволяющая производить прорезку канавок и пазов в отверстиях Г1J. Однако такую конструкцию невозмож но использовать для снятия фасок в отверстиях и отсутствует центровка резцов относительно обрабатьюаемого отверстия. Цель изобретения - расширение технологических возможностей и обеспечение быстрой и точной ориентации изделия. Поставленная цель достигается TSMj что каждый резец вьтолнен в вид полуцилиндра, плоская поверхность которого является передней поверхностью резца, а цилиндрическая - зад ней поверхностью, причем каждый резец снабжен заходным конусом и направляющей частью, на которой вьшолнена режущая кромка, при этом резцы установлены в кулачках так, что при вводе их в обрабатываемое отверстие они контактируют передними поверхностями, а их задние поверхности образуют единый направляющий цилиндр с заходным конусом. На фиг.1 изображена предлагаемая резцовая головка; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - ввод резцов в отверстие;; на фиг.5 - обработка фасок отверстия. Резцовая головка состоит из корпуса 1, на котором установлены палец 2 и кольцевой упор 3, стопорящийся гайкой 4. Кольцевой упор 3 предназначен для обеспечения упора при расточке и установке глубины входа резцов в отверстие. Палец 2 предназначен для удержания корпуса I от проворота.я
2
корпусе установлен шарикоподшипник 5, во внутреннее кольцо которого установлена втулка 6. На втулке 6 установлен щиток 7, -предохраняющий шарикоподшинник 5 от загрязнения. На втулке 6 с помощью кронштейнов 8 установлены раздвижные кулачки 9, представляющие собой валик, разрезанный вдоль оси. В центре каждого из кулачков
9установлены резцы 10. Каждый резец представляет собой полуцилиндр, задние поверхности этих двух резцов
10закрывают их режущие части и образуют совместно направляющий цилиндр
и Kotryc для бь строй ориентации установки резцов в обрабатываемое отверстие изделия. На каждом полуцилиндре резцов 10 выполнены режущиечасти
11и 12, направленные в противоположные стороны. Резцы 10 установлены плоскими гранями.,друг к другу, закреплены в кулачках 9 с помощью винтов 13. Во втулку 6 ввинчена втулка
14 и закреплена гайкой ЧЗ. Во втулку 14 установлен хвостовик 16, который отжимается в крайнее верхнее положение пружиной 17, На конце хвостовика 16, находящегося внутри втулки 6, установлен штифт 18, концы которого входят в пазы кулачков 9. Пазы кулачков 9 выполнены скошенными в противоположные стороны.
Работа резцовой головки осуществлется Следующим образом.
Резцовую головку устанавливают в шпиндель станка. Шпиндель станка опускают вместе с инструментальной головкой. При этом резцы 10 входят конусной, а затем цилиндрической частями в отверстие обрабатьгоаемой детали до тех пор, пока кольцевой упор 3 че упрется в обрабатываемую деталь. Задними поверхностями резцов 0 И1 струментальная головка центрируется по отверстию. При этом режущие части резцов 10 закрыты. При опускании шпинделя станка корпус 1 инструментальной головки вмест с кольце)зым упором 3 не вращается; так как палец 2, установленный в корпусе I, опирается на неподвижну часть станка. Вращаются хвостовик 16, втулка 14, втулка 6 вместе со щитком 7 и кулачки 9 вместе с резцам iO. При дальнеклюм опускании хвостовик 16 опускается относительно втулки 6, корпуса 1, кольцевого упора 3, перемещаясь по втулке 14,иГтифт 18 пе34
ремещается по косым пазам кулачков 9, раздвигая их.
. Вместе с кулачками 9 расходятся в радиальном )аправлении . резцы 10 и врезаются в металл.Глубина врезания настраивается втулкой 14 и гайкой 15.
По окончании обработки шпиндель станка вместе с инструментальной головкой поднимают. При этом пружина 18 не дает перемещаться резцам 10 в осевом направлении, а штифт 16, двигаясь вверх по пазам кулачков 9, возвращает кулачки 9 и резцы 10 в исходное положение. При дальнейшем движении шпинделя резцы, не задевая отверстия, выходят из него.
При использовании предлагаемой инструментальной головки повьшшется производительность труда за счет самоцентрирования детали относительно инструмента (за счет заходного конуса и направляющего цилиндра и рас-ширяется технологическая возм1Г/кность оборудования, так как на сверлильных и фрезерных станках с помощью данной головки возможно прореза-гь канавки и выточк ;, снимать фаски с отверстий.
Формула изобретения
Резцовая головка, в корпусе которой установлены раздвижные кулачки с закрепленными в них резцами, о тличающаяся тем, что, с целью расширения технологических возможностей и обеспечения быстрой и точной ориентации изделия, каждый резец выполнен в виде полуцилиндра, плоская поверхность которого являет передней поверхностью резца, а цилиндрическая - задней поверхностью, причем каждый резец снабжен заходны конусом и направляющей частью, на которой выполнена режущая кромка, при этом резцы установлены в кулачках так, что при вводе их в обрабатьшаемое отверстие они контактируют передними поверхностями, а их задние поверхности образуют единый направляющий цилиндр с заходным конусом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 126710, кл. В 23 В 29/03, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Способ обработки фасок на седлах клапанов и устройство для его реализации | 1985 |
|
SU1282972A1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Приспособление для нарезания винтовых канавок | 1979 |
|
SU791464A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК | 2003 |
|
RU2254965C1 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |