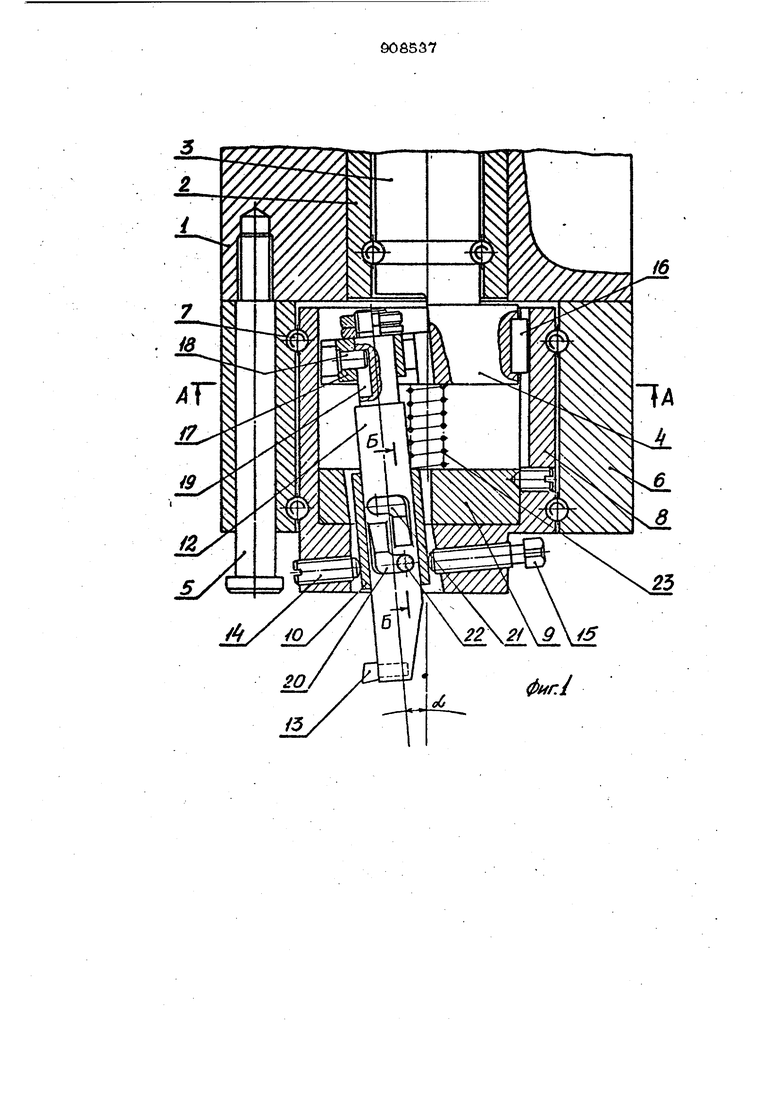
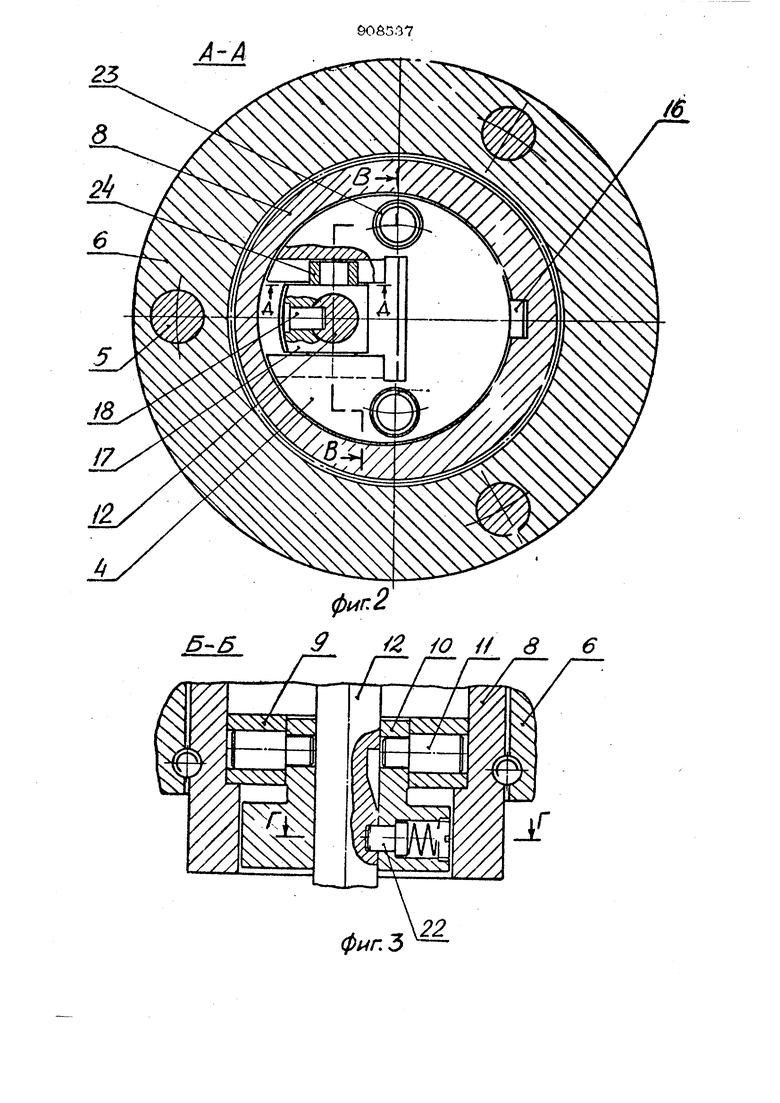
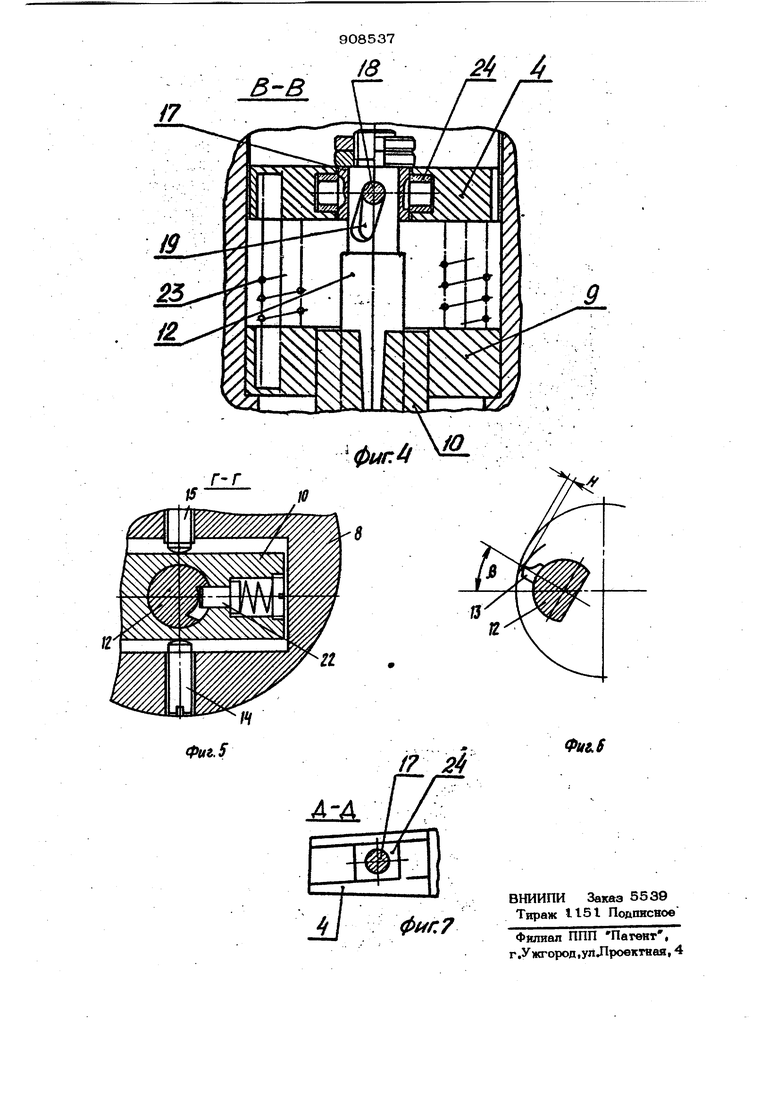
Изобрг то1П1о OTiiocirrcH к станкострое гапо, а конкретно к устройствам для обработюг внутрс 1ших кошгчоскгих поверхностей. Извс стно устройство для расточки в деталях двух разнонаправленных коничес ких поверхностей, содержащее корпус, рашгально установленные розцы, взаимодействующие чероз шарики 1 . Такое устройство предназначено для обработки только вращающихся деталей, например подщитшковых колец, что не позволяет применить устройство для обj)a6oTKii неподвижных деталей на агрегат ных станках и автоматических шптях. Цель изобретения расширение технологических возможностей путем автоматизации подвода т. отвода резца от обрабатьгваек ой поверхности. Постаьшенная цель достигается тем, что усл-ройство снабжено оправкой и закреплошгым ь г-оповко шгапгдг-ля ползуном iin.., а в доржлвко пазы, один из которых предназначен для взаимодействия с пальцем ползуна, а два других выполнены Г-образно, встречно расположе1П)1 и предназначены для взаимодействия с введе1а1ым в устройство подпружиненным фиксатором, разк ещенным в оправке. Устройство снабжено BliHTaNm, размещенными в гуфге с возможностью вза гмодействия с державкой. На фиг. 1 изображено устройство для обработгаг кош1ческих поверхностей, рюэрез; }ia ф1П. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на ф1п. 1; на (jjir. 4 - сечение В-В на фиг. 2| ica фиг. 5 - сеченле Г-Г на фиг. 3; на фиг. 6схема отвода и подвода резца; на фиг. 7 сечешш Д-Д на фиг. 2. Устройство содерж1гг корпус 1 со смонТ1фова}П1ыми в HONt шаюлью 2 и шшпщолем 3 с эксцетггриою смещенной головкой 4. На нппра15Ляю11П1х скалках Г корпуса 1 устаноглема стутоша G, п которс1й в пошшпппгковых у;.стах 7 устлгпЕУт на муфта 8, В раслчэчке муфты 8 закреплен вкпадьпы 9 с оправкой 10, установленной на осях 11. В отверстии оправки 10 установлена державка 12 с резцом 13, Оправка 1О смонтирована с возможкостью поперечного поворота и зафшссирована под определенным углом oL к оси вращения муфты 8 регулировочным вйнтом 14 и зaжmvfflым БИНТОМ 15. Головка 4 шгаащеля 3 взаимодействует с муфтой 8 через шпонку 16. Державка 12 верхней частью входит в ползун 17, установлен1а1Й в прорези головки 4 с возможностью поперечного перемещения и поворота. В ползуне 17 закреплен палец 18, входящий в байонетный паз 19 державки 12, На боковой стороне державки 12 выполнены Т-образные тазы 2О и 21, расположенные во встречном направлении, причем на параллельных оси частях пазов образованы скосы, В расточке оправки 10 смонтирован подпружиненный фиксатор 22, .взаимодействующий с пазами 2О и 21. Медоду головкой 4 шпинделя 3 и вкладьпием 9 установлены пружины 23 сжатия. Цапфы ползуна 17 входят в отверстия вкладьпией 24, установленных в поперечных пазах головки 4. Устройство работает следующим обраС помощью винтов 14 и 15 ойравку 1О устанавливают и укрепляют под определенным углом oL к оси вращения. Вклю чением привода (не показаны) шпинделю 3 придают вращение. Через ось 11 приводится во вращение муфта 8 с оправкой 10, Осевой подачей шшоли 2 ступица 6 перемеидается на скалках 5, на величину Р до упора стушщы 6 в бурты скалок 5 Так осуществляется подвод резца к обрабатываем9й детали. В момент упора ступицы 6 в бурты скалок 5 начинается перемощение головки шпинделя 3 относительно муфты 8, Вследствие того, что державка 12 зафиксирована от осевохю перемещения фиксатором 22, взаимодействующим с поперечной частью паза 20, тфоясходит перемещение ползуна 17 относительно державки 12 и поворот державки 12 на угол () в рабочее положение резца 13. Поворот державки 12 осуществляется взаимодействием пальца 18 с байонетным пазом 19, В конце поворота фиксатор 22 входит в продольную часть паза 20. При упоре ползуна 17 в бургг державки 12 начинается осевое перемещение державки 12 с резцом 13 относитегсьно оправки 10, Так осуществля ется рабочая подача резца. В процессе осевого перемещения державки 12 фиксатор 22 утапливается в гнездо скошенной частью паза 2О, В конце перемещения державки 12 фиксатор 22 под действием пружины входит в поперечную часть паза 21 и фиксирует державку 12 от осевого перемещения. При возврате шшоли 2 со шпинделем 3 в исходное положение вначале происходит поворот державки 12 с отводом резца 13 на величину Н от обрабатываемой поверхности (фиг. 6) и одновременно выводом фиксатора 22 в продольную часть паза 21, после чего происходит осевое перемещение державки 12 в исходное положение, В конце перемещения державки 12 фиксатор 22 под действием пружины входит в поперечную часть паза 2О. На конечном участке Пе- , ремещения пинопя 2 ступица 6 члрез элементы 4, 12, 22, 1О и 8 отводится в исходное положение. Таким образом, данное устройство позволяет автсж1атизировать подвод резца в рабочее положение перед началом рабочего хода и отвод от обрабатьгоае- мой поверхности перед началом обратного хода. Формула изобретения 1.Устройство, для обработки конических поверхностей, содержащее корпус с поворотной муфтой, державку с резцом, установленную под углом к оси вращения муфты и соединенную со щхшнделем, смонTnpOBaHHbHvi в пиноли, отли чающееся тем, что, с целью расширения технологических возможностей путем автоматизации подвода и отвода резца от обрабатываемой поверхности, оно снабжено оправкой и закрепленным в ххадовке шпинделя ползуном с пальцем, а в державке вЬгаоянены пазы, одан из которых предназначен для взаимодействия с пальцем ползуйа, а два других вьшолнены Г-образно, встречно расположены и предназначены для взаимодейстния с введенным в устройство подпружиненным фиксатором, размещенным в справке. 2.Устройство по п, 1, о т л и ч а ю щ е е с я тем, что, с цепью расшире ния технологических возможностей, оно снабжено винтами, размещенными в муфте с возможностью взаимодействия с дерокавкой. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 722691, кл. В 23 В 29/02, 1978.
xf-4
2
2 Ю // 8
.Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки конических поверхностей | 1980 |
|
SU956174A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Резцедержатель с устройством дляАВТОМАТичЕСКОй пОдНАлАдКи РЕзцА | 1978 |
|
SU808212A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Головка для расточки кольцевых канавок | 1991 |
|
SU1784408A1 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU776751A1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1978 |
|
SU776769A1 |