Изобретение относится к металлургии и может быть использовано при производстве тонкого листа.
Цель изобретения - улучшение качества металла путем повышения его прочностных характеристик.
Температура растяжения с названными пределами по величине вытяжки выбраны на основании экспериментальных данных.
Способ осуществляют следующим образом.
Рулоны с разными температурами 20-120 С продрессированы на двухкле- тевом стане в два прохода и дополнительно растянуты между двумя проходами с вытяжкой между клетями от 0,5-2,5%. Растяжение создавали подбором разности окружных скоростей рабочих валков в I и II клетях дрессировочного стана. Испытаниями на
разрыв определены величины предела текучести (G) предела прочности
(GB).
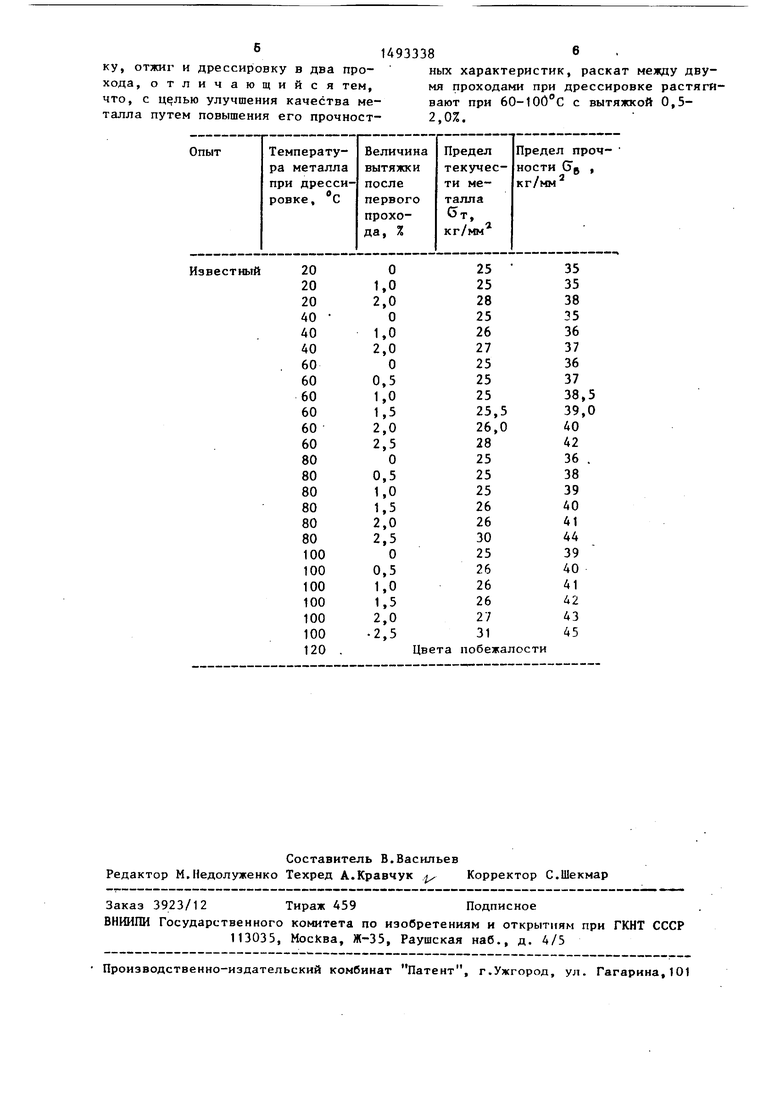
Результаты опытов представлены в
таблице, в которой под прочностью понимается предел прочности, под пластичностью - предел текучести.
Из таблицы видно, что тонколистовой металл, изготовленный по известному способу, имеет предел текучести 25 кг/мм, предел прочности 35 кг/мм .
В начале проверяли влияние температуры металла на изменение прочностных и пластических свойств. Для этого рулоны дрессировали при 20- в два прохода с растяжением между клетями с вытяжкой в 1Z.
При этом при нагреве металла до 40 С наблюдается одновременное увеличение предела текучести и проч
СО
ее со со
00
314
ности на 1 кг/мм, при повышении температуры металла до 60-80°С, предел прочности увеличивается на 3- 4 кг/мм , предел текучести при этом не изменяется, при 100°С наблюдается увеличение предела прочности на 6 кг/мм , предел текучести пру этом увеличивается незначительно.
При повышении температуры д есси- ровки свыше на поверхности металла появляются цвета побежалости, являющиеся браком.
Затем исследовали влияние величи
и дрессировали в двух клетях. В первой клети давали обжатие 0,5%. Затем полосу растягивали между клетями при с величиной вытяжки 2% и обжигали во второй клети с обжатием 0,5%. Величину вытяжки 2% получали из-за разной окружной скорости рабочих валков первой и второй клетей: 1 клеть - 10,00 м/с, II клеть 10,20 м/с. Получены временное сопротивление 40 кг/мм, предел текучести 26 кг/мм .
Пример 3. Горячекатанную по
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| Способ дрессировки холоднокатаной металлической полосы | 1987 |
|
SU1560337A1 |
| Способ дрессировки полосы | 1978 |
|
SU776675A1 |
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2164179C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| СПОСОБ ДРЕССИРОВКИ ЛЕНТЫ | 1991 |
|
RU2007236C1 |
Изобретение относится к металлургии и может быть использовано при производстве тонкого листа. Целью изобретения является улучшение качества металла путем повышения его прочностных характеристик. Тонколистовой металл после горячей прокатки подвергают холодной прокатке, отжигу и дрессировке в два прохода, между которыми полосу растягивают при 60-100°С с величиной вытяжки 0,5-2%. Отштампованные детали из этого металла могут выдерживать повышенные нагрузки, а большой запас прочности позволяет снизить толщину получаемого листа. 1 табл.
ны вытяжки при рассмотренных темпера-15 лосу толщиной 2,2 мм прокатывали до
турах через каждые 0,5% в интервале от 0,5 до 2,5%.
Из таблицы следует, что при температурах дрессируемого металла 20 и 40 С увеличение вытяжки после перво- го прохода с О до 2,0% приводит к непрерывному увеличению, как предела текучести, так и предела прочности. При температурах дрессируемого металла 60-100°С растяжение после первого прохода с величиной вытяжки 0,5 2% значительно повышает предел прочности (на 3-8 кг/мм ), в то время как предел текучести изменяется незначительно (на 1-2 кг/мм ). Растяжение величиной 2,5% приводит к возрастанию как предела прочности, так и предела текучести.,
Таким образом, растяжение при дрессировке между клетями с величино вытяжки 0,5-2% полосы, имеющей температуру 60-100°С позволяет значительно увеличить прочность металла при хорошей его пластичности.
П р и мер 1 .Горячекатанную полосу толщиной 2,2 мм прокатывали до толщины 0,28 мм с обжатием 87%, отжигали при 580-660°С, остужали до 60 С и при этой температуре дрессировали в двух клетях. В первой клети давали обжатие 0,5%. Затем полосу растягивали между клетями при 60°С с величиной вытяжки 0,5% и обжимали во второй клети с обжатием 0,5%. Величину вытяжки 0,5% получали из-за разной окружной скорости рабочих валков первой и второй клетей: 1 клеть 10,00 м/с, II клеть 10,05 м/с. Получены пределы прочности 38 кг/мм , предел текучести 25 кг/мм .
Приме р 2. Горячекатанную полосу толщиной 2,2 мм прокатывали до толщины 0,28 с обжатием 87%, отжигали при 580-660°С, остужали до
0
5
0
5
0
толщины 0,28 мм с обжатием 87%, сжигали при 580-660°С, остужали до 100°С и дрессировали в двух клетях при этой же температуре. В первой клети дана- . ли обжатие 0,5%, затем полосу растягивали между клетями при 100 С с величиной вытяжки 1,5% и обжимали во второй Клети с обжатием 0,5%. Величину вытяжки 1,5% получали из-за разной окружной скорости рабочих валков первой и второй клетей: 1 клеть 10,00 м/с, II клеть 10,15 м/с. Получены предел прочности 42 кг/мм , предел текучести 26 кг/мм .
П р и м е р 4. Горячекатанную полосу толщиной 2,2 мм прокатывали до толщины 0,32 мм с обжатием 85%, от- жига:ш при 620-690 С, остужали до 100°С и дрессировали при этой температуре в двух клетях: в I клети давали обжатие 0,5%, затем полосу растягивали до 1% при 100 С и обжимали во второй клети с обжатием 0,5%. Величину вытяжки 1% получали из-за разной окружной скорости рабочих валков первой и второй клетей: I клеть 10,00 м/с, II клеть 10,10 м/с. Получены предел прочности 41 кг/мм , предел текучести 26 кг/мм .
Использование данного способа позволяет улучшить качество металла за счет повышения прочностных свойств при высокой способности к формообразованию. Отштампованные детали из этого металла могут вьщерживать повышенные нагрузки. Большой запас прочности позволяет снизить толщину листовой стали, что даст экономию в народном хозяйстве.
Формула изобретения
Способ изготовления тонколистового металла, включающий холодную прокат U933386
ку, отжиг и дрессировку в два про- ных характеристик, раскат между двумя проходами при дрессировке растягивают при 60-100 с с вытяжкой 0,5- 2,0%.
хода, отличающийся тем, что, с улучшения качества металла путем повышения его прочностзвестный 20О25 35
201,02535
202,02838
40 О2535
401,02636
402,02737
60О2536
600,52537
601,02538,5
601,525,539,0
602,026,040
602,52842
80О2536 .
800,52538
801,02539
801,52640
802,02641
802,53044
100О2539
1000,52640
1001,02641
1001,52642
1002,02743
100-2,53145 120 . Цвета побежалости
| Авторское свидетельство СССР № 1176980, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Антонов С.П | |||
| и др | |||
| Холодная прокатка жести | |||
| М.: Металлургия, 1965, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| .. | |||
