Изобретение относится к обработке металлов давлением и может быть использовано для прессования труб и полых профилей, в том числе многоканальных профилей и многоканального прессования труб.
Цель изобретения - повышение долговечности иглы и улучшение условий ее эксплуатации.
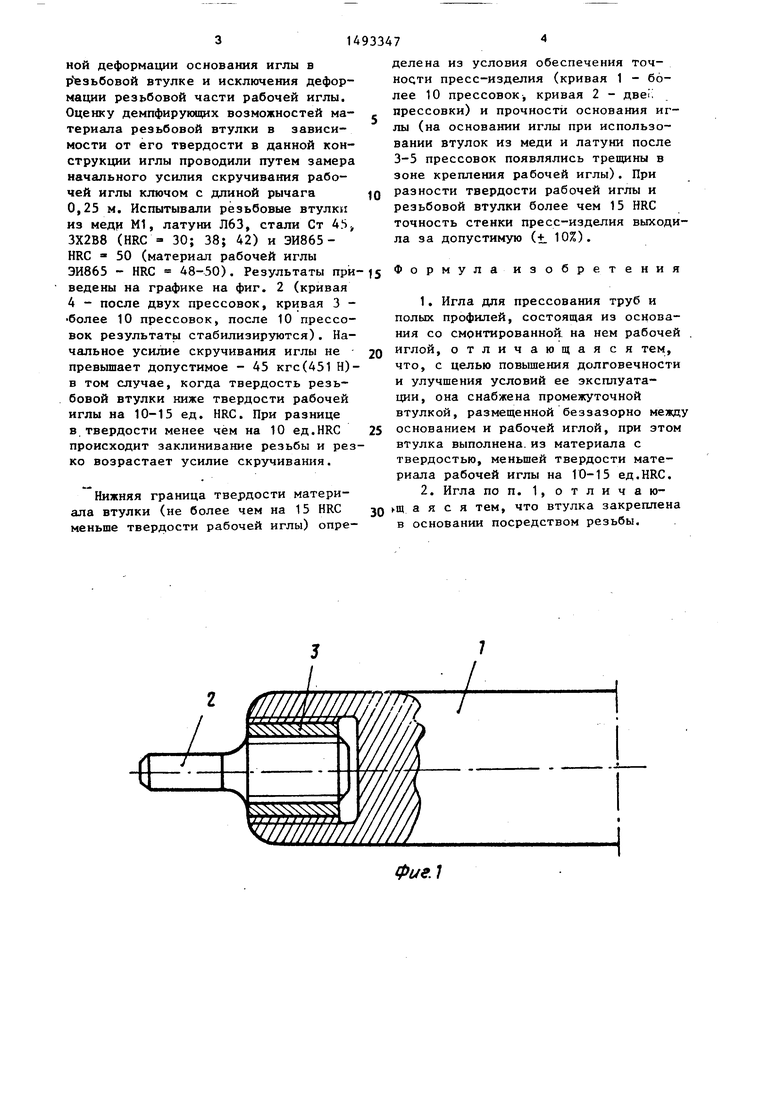
На фиг. 1 показана игла для прессования труб и полых профилей; на фиг. 2 - график результатов испытаний.
Игла состоит из основания 1, рабочей иглы 2 и резьбовой втулки 3. Последняя расположена между резьбовой частью рабочей иглы 2 и резьбовым отверстием основания 1. Материал резьбовой втулки имеет твердость
ниже твердости материала рабочей игла на 10-15 ед. HRC. Благодаря такой конструкции при деформации массивного основания иглы в процессе прессования не происходит деформации резьбовой части рабочей иглы за счет деформации более мягкой резьбовой втулки. Расположенной между резьбовыми частями основания и ра- ,бочей иглы и являющейся как бы де формируемой прокаладкой. Ввиду отсутствия деформации резьбовой части иглы демонтаж ее от массивного основания и замена на новую осуществляется без каких-либо затруднений.
Верхнее ограничение твердости материала втулки (на 10 HRC меньше твердости рабочей иглы)определено из условия полного демпфирования возмож
СО 00 00 4
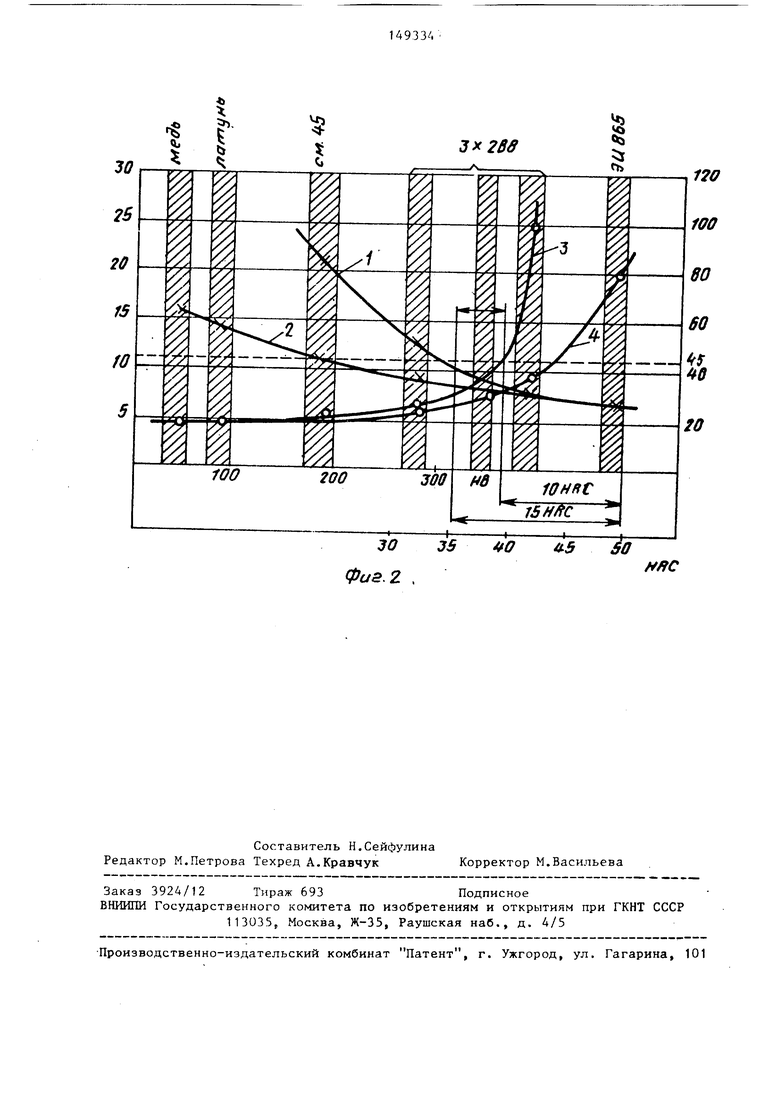
ной деформации основания иглы в р езьбовой втулке и исключения деформации резьбовой части рабочей иглы. Оценку демпфирующих возможностей ма- териала резьбовой втулки в зависимости от его твердости в данной конструкции иглы проводили путем замера начального усилия скручивания рабочей иглы ключом с длиной рычага 0,25 м. Испытывали резьбовые втулки из меди Ml, латуни Л63, стали Ст 4.S., ЗХ2В8 (HRC 30; 38; 42) и ЭИ865- HRC 50 (материал рабочей иглы ЭИ865 - HRC 48-50). Результаты при ведены на графике на фиг. 2 (кривая 4 - после двух прессовок, кривая 3 - более 10 прессовок, после 10 прессовок результаты стабилизируются). Начальное усилие скручивания иглы не превьшает допустимое - 45 кгс(451 Н)- в том случае, когда твердость резьбовой втулки ниже твердости рабочей иглы на 10-15 ед. HRC. При разнице в твердости менее чем на 10 eд.HRC
происходит заклинивание резьбы и резко возрастает усилие скручивания.
Нижняя граница твердости материала втулки (не более чем на 15 HRC меньше твердости рабочей иглы) опре-
делена из условия обеспечения точ- пресс-изделия (кривая 1 - более 10 прессовок, кривая 2 - яве прессовки) и прочности основания иглы (на основании иглы при использовании втулок из меди и латуни после 3-5 прессовок появлялись трещины в зоне крепления рабочей иглы). При разности твердости рабочей иглы и резьбовой втулки более чем 15 HRC точность стенки пресс-изделия выходила за допустимую (+. 10%).
Формулаизобре тения
1.Игла для прессования труб и полых профилей, состоящая из основания со смонтированной на нем рабочей . иглой, отличающаяся тем, что, с целью повышения долговечности
и улучшения условий ее эксплуатации, она снабжена промежуточной втулкой, размещенной беззазорно между основанием и рабочей иглой, при этом втулка выполнена, из материгша с твердостью, меньшей твердости материала рабочей иглы на 10-15 eд.HRC.
2.Игла по п. 1, отличаю- ИЦ а я с я тем, что втулка закреплена
в основании посредством резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2021 |
|
RU2755107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2115496C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ РЕЗКИ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2629573C2 |
| ГАЛЬВАНОУДАРНАЯ ВТУЛКА | 2024 |
|
RU2834914C1 |
| Валок трубопрокатного стана | 1979 |
|
SU820942A1 |
| СПОСОБ УПРОЧНЕНИЯ КРУПНЫХ РЕЗЬБ | 2007 |
|
RU2355552C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕЖИМА ОТПУСКА ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2024 |
|
RU2839878C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2000 |
|
RU2174904C1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| Матрица для горячего прессования | 1980 |
|
SU897360A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для прессования многоканальных труб и профилей. Цель изобретения - улучшение условий эксплуатации и повышение долговечности иглы. Рабочая игла смонтирована в резьбовой стулке, материал которой имеет твердость меньшую твердости материала рабочей иглы на 10 - 15 ед. HRC. Резьбовая втулка размещена в резьбовом отверстии массивного основания. Благодаря такой конструкции при деформации массивного основания иглы в процессе прессования не происходит деформации резьбовой части рабочей иглы за счет деформации более мягкой резьбовой втулки, расположенной между резьбовыми частями массивного основания и рабочей иглы и являющейся как бы деформируемой прокладкой. 1 з.п. ф-лы, 2 ил.
/
тШшш// J
Vi/«/i/iMifiM/ r у/////Л
ез
//////////
///////////л. т
Ч/Ш///////
фиг.
120
100
| Нагайцен А.А | |||
| и др | |||
| Прессование труб и прутков из меди и ее сплавов | |||
| М | |||
| : Металлургия, 1981, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
