Изобретение относится к обработке металлов давлением, в частности к гибке плоских заготовок в Г-образную форму для изготовления например, пластин, используемых при футеровке зон спекания врап;ающихся печей.
Цель изобретения - повышение производительности и надежности.
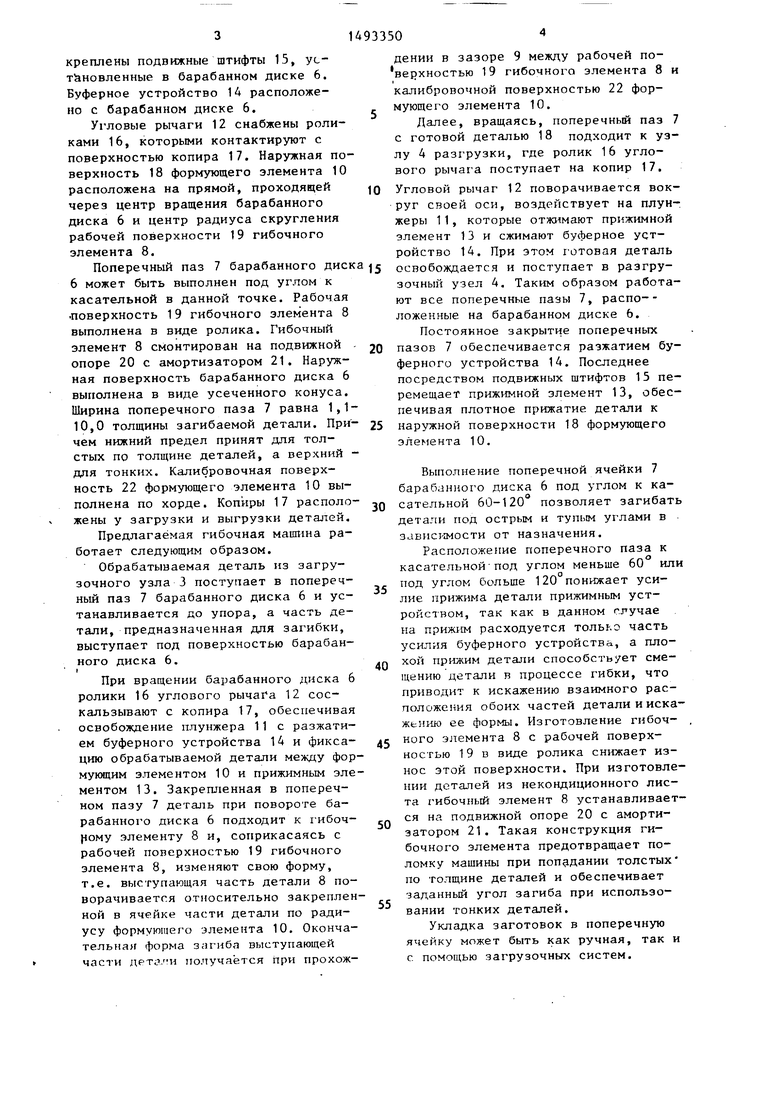
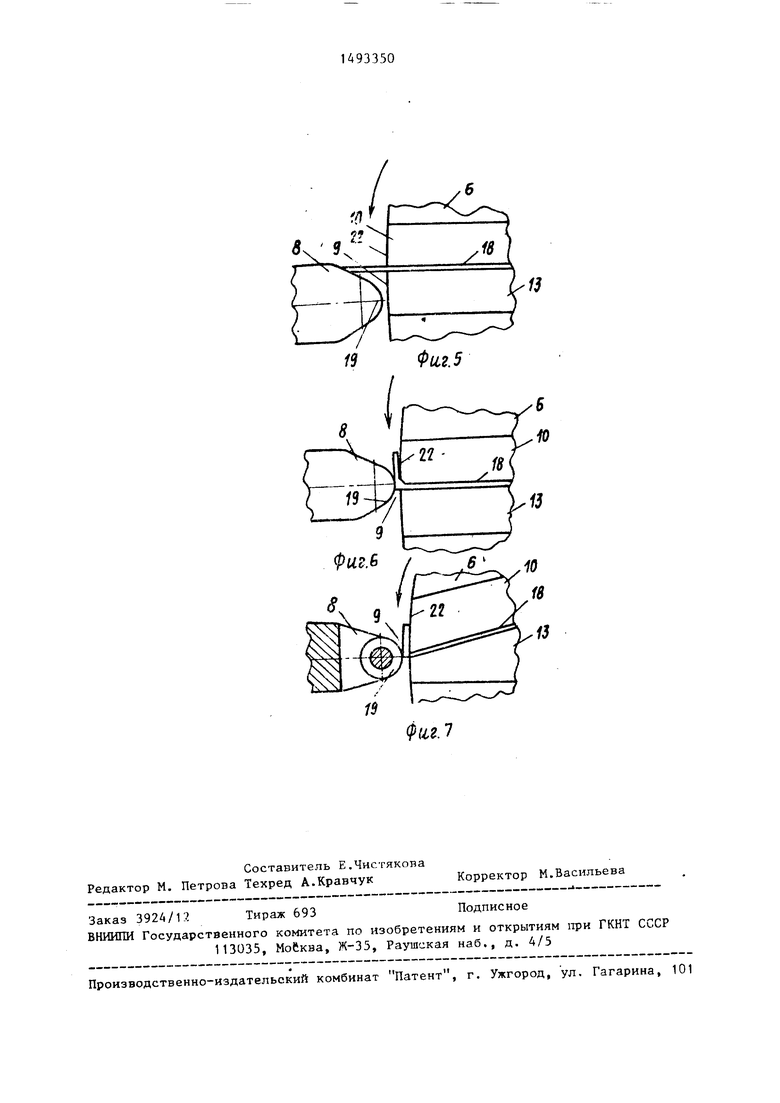
На фиг. 1 представлена гибочная машина; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - схема начала загиба, деталей на предлагаемой гибочной машине; на фиг. 6 - схема окончания загиба выступающей части детали; на фиг. 7 схема загиба выступающей части детали под острым углом.
Гибочная машина включает в себя станину 1, привод 2, загрузочный 3 и разгрузочный 4 узлы, вращающийся барабанный диск 6 с опорами 5 вращения. На станине 1 параллельно об- ,разующей барабанного диска 6, имеющего пазы 7, смонтирован гибочный элемент 8 с зазором 9, равным толщине загибаемой детали. В поперечных пазах 7 смонтированы неподвижный формующий элемент 10 с плунжером 11, рычаг 12 и прижимной элемент 13. На последнем контактирующем с буферным устройством 14, за.«
СО
00 ОО
сл
креплены подвижные штифты 15, ус- т&новленные в барабанном диске 6. Буферное устройство 14 расположено с барабанном диске 6.
Угловые рычаги 12 снабжены роликами 16, которыми контактируют с поверхностью копира 17. Наружная поверхность 18 формующего элемента 10 расположена на прямой, проходящей через центр вращения барабанного диска 6 и центр радиуса скругления рабочей поверхности 19 гибочного элемента 8.
Поперечный паз 7 барабанного диск 6 может быть выполнен под углом к касательной в данной точке. Рабочая -поверхность 19 гибочного элемента 8 выполнена в виде ролика. Гибочный элемент 8 смонтирован на подвижной опоре 20 с амортизатором 21. Наружная поверхность барабанного диска 6 выполнена в виде усеченного конуса. Ширина поперечного паза 7 равна 1,1- 10,0 толщины загибаемой детали. Причем нижний предел принят для толстых по толщине деталей, а верхний - для тонких. Калибровочная поверхность 22 формующего элемента 10 выполнена по хорде. Копиры 17 расположены у загрузки и выгрузки деталей.
Предлагаемая гибочная MaimiHa работает следующим образом.
Обрабатываемая деталь из загрузочного узла 3 поступает в поперечный паз 7 барабанного диска 6 и устанавливается до упора, а часть детали, предназначенная для загибки, выступает под поверхностью барабанного диска 6. I
При вращении барабанного диска 6 ролики 16 углового рычаг а 12 соскальзывают с копира 17, обеспечивая освобождение плунжера 11 с разжатием буферного устройства 14 и фиксацию обрабатываемой детали между формующим элементом 10 и прижимным элементом 13. Закрепленная в поперечном пазу 7 деталь при повороте барабанного диска 6 подходит к гибоч- {1ому элементу 8 и, соприкасаясь с рабочей поверхностью 19 гибочного элемента 8, изменяют свою форму, т.е. выступающая часть детали 8 поворачивается относительно закрепленной в ячейке части детали по радиусу формующего элемента 10, Оконча- тельна г форма загиба выступающей части дета/ И получается При прохож-
0
5
j
0
5
0
5
0
5
дении в зазоре 9 между рабочей по- верхностью 19 гибочного элемента 8 и калибровочной поверхностью 22 формующего элемента 10.
Далее, вращаясь, поперечный паз 7 с готовой деталью 18 подходит к узлу 4 разгрузки, где ролик 16 углового рычага поступает на копир 17.
Угловой рычаг 12 поворачивается вокруг своей оси, воздействует на плунжеры 11, которые отжимают прижимной элемент 13 и сжимают буферное устройство 14. При этом готовая деталь освобождается и поступает в разгрузочный узел 4. Таким образом работают все поперечные пазы 7, распо-- ложенные на барабанном диске 6.
Постоянное закрытие поперечных пазов 7 обеспечивается разжатием буферного устройства 14. Последнее посредством подвижных штифтов 15 перемещает прижимной элемент 13, обеспечивая плотное прижатие детали к наружной поверхности 18 формующего элемента 10.
Выполнение поперечной ячейки 7 барабан)1ого диска 6 под углом к касательной 60-120 позволяет загибать детали под острым и тупым углами в - зависимости от назначения.
Расположение поперечного паза к касательной под углом меньше 60 или под углом больше 120 понижает усилие прижима детали прижимным устройством, так как в данном случае на прижим расходуется только часть усилия буферного устройства, а плохой прижим детали способствует смещению детали в процессе гибки, что приводит к искажению взаимного расположения обоих частей детали и искажению ее формы. Изготовление гибоч- , ного элемента 8 с рабочей поверхностью 19 в виде ролика снижает износ этой поверхности. При изготовлении деталей из некондиционного листа гибочньй элемент 8 устанавливается на подвижной опоре 20 с амортизатором 21. Такая конструкция гибочного элемента предотвращает поломку машины при попадании толстых по толщине деталей и обеспечивает заданный угол загиба при использовании тонких деталей.
Укладка заготовок в поперечную ячейку может быть как ручная, так и с помощью загрузочных систем.
Конструктивные размеры барабанного диска, ширина щели и количество поперечных ячеек определяются в каждом конкретном случае в эави симости от размеров загибаемых деталей.
Скорость вращения барабанного ди ка зависит от его диаметра, заданной производительности и способа укладки деталей.
Производительность машины обеспечивается постоянным вращением барабанного диска, снимакицим трудоемкость при выполнении загибки детали, т.е. уменьшаются нормы времени на эту операцию за счет сокращения машинного времени (на время работы механизма включения), за счет сокращения вспомогательного времени (на время пуска рабочего элемента и удаления готовой детали). Например, при использовании известной машины в одну минуту загибается 16 детааей, а при использован ии предлагаемой машины с четырьмя поперечными ячейками и пятью оборотами в минуту производительность составляет минимум 20 деталей в минуту.
Отсутствие сложных механизмов и приспособлений обеспечивает зксплу- атационную надежность предлагаемой машины и не требует дополнительного времени на проведение работ по техническому обслуживанию.
Машину целесообразно использовать при загибке козырьков у Г-образных деталей, у которых длина загибаемой вы ступающей части меньше длины основания. Это позволяет ее использовать в цементной промьшшености при изготовлении, например, Г-образных футеровочных пластин, применяемых пр футеровке зон спекания мощных вращающихся печей.
Применение предлагаемой машины по сравнению с известной при производстве футеровочных пластин позво- ляет за счет увеличения пропускной способности машины, повышения эксплуатационной надежности, сокращения времени на вынужденные простои, на техническое обслуживание и ремонт, а также за счет улучшения условий труда увеличить выпуск пластин и снизить их стоимость.
Кроме того, применение машины на операции загибки при изготовлении пластин позволяет исключить приме- 0 нение дефицитных и дорогостоящих прессов с комплектующей оснасткой.
Формула изобретения
5 1. Гибочная машина, содержащая установленные на станине узлы за-, грузки деталей, барабанный диск с поперечными пазами для заготовок и гибочный элемент в виде ролика, смон0 тированного на станине параллельно барабанному диску, отличающаяся тем, что, с целью повышения производительности и надежности, она снабжена узлами фиксации
5 и расфиксации заготовок, вьтолнен- ными каждый в виде расположенных в поперечном пазу прижимного и формующего элементов, плунжера, смонтированного в формующем элементе буфер0 кого узла со штырями, установленными с возможностью взаимодействия с прижимным элементом, двуплечего рычага с роликом на одном его плече и копиров, установленных на позиции загрузки и выгрузки, при этом одно плечо каждого рычага установлено с возможностью взаимодействия с плунжером, а другое посредством ролика - с копиром.
Q 2. Машина по п. 1,отлича ю- щ а я с я тем, что поперечные пазы на барабанном диске расположены под углом 60-120 к касательной в данной точке.
3. Машина по пп. 1 и 2, отличающаяся тем, что гибочный элемент снабжен подвижной опорой с амортизатором.
Д. Машина по пп. 1-3, о т л и ..чающаяся тем, что барабанный . диск выполнен в виде усеченного ко- нуса.
5
5
11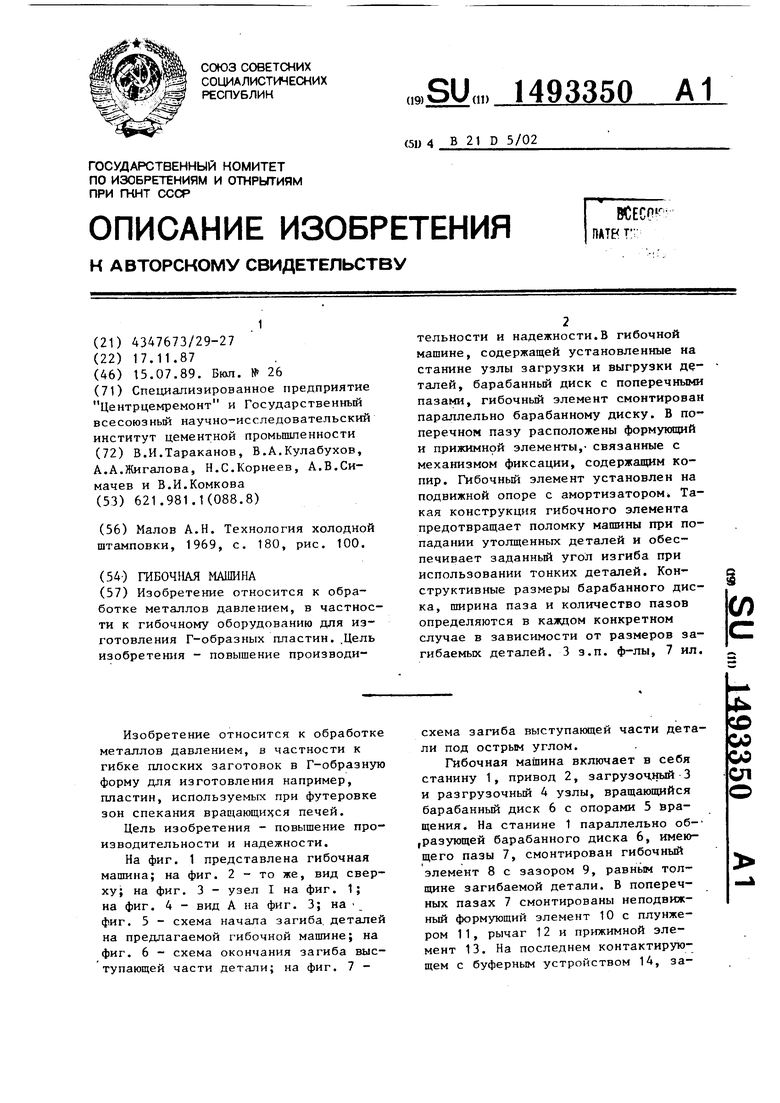
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ РУЧНОЙ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2215607C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| УСТРОЙСТВО ДЛЯ ЗАВАЛЬЦОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2006313C1 |
| УСТРОЙСТВО для ГИБКИ ИЗДЕЛИЙ | 1971 |
|
SU308796A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| Устройство для гибки арматурных каркасов | 1978 |
|
SU937092A1 |
| Устройство для отсчета углов поворота гибочного шаблона трубогибочной машины | 1975 |
|
SU617111A1 |
| Устройство для изготовления колец из проволоки | 1981 |
|
SU1055575A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2528286C2 |
| Гибочное устройство | 1986 |
|
SU1378984A1 |

Изобретение относится к обработке металлов давлением ,в частности, к гибочному оборудованию для изготовления Г-образных пластин. Цель изобретения - повышение производительности и надежности. В гибочной машине, содержащей установленные на станине узлы загрузки и выгрузки деталей, барабанный диск с поперечными пазами, гибочный элемент смонтирован параллельно барабанному диску. В поперечном пазу расположены формующий и прижимной элементы, связанные с механизмом фиксации, содержащим копир. Гибочный элемент установлен на подвижной опоре с амортизатором. Такая конструкция гибочного элемента предотвращает поломку при попадании утолщенных деталей и обеспечивает заданный угол загиба при использовании тонких деталей. Конструктивные размеры барабанного диска, ширина паза и количество пазов определяются в каждом конкретном случае в зависимости от размеров загибаемых деталей. 3 з.п. ф-лы, 7 ил.
20
|K
J9
И
II
W
X.
T 10
16
ГчХ.
Фиг.2
V Oz
/
12
П
Фие.5
Slid А
1 7
iO 11 12
19
Фаг. 5
13
Фи,гЛ
| Малов А.Н | |||
| Технология холодной штамповки, 1969, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
