жеры 9 горизонтальных циливдров 5 прижимают боек 7 к оправке 13. Одновременно верхний выдвижной упор 18 выдвигается на величину, соответствующую требуемому наклону бойка 7. При возврате бойка 7 в исходное положение последний упирается в верхней ча- сти в выцвижной упор 18. Это приводит к развороту бойка.7 на необходимый угол. Источник давления 15 автоматически компенсирует недостаток рабочей жидкости в соответствующих вертикальных цилиндрах 2. В результате торцы
плунжеров 3 располагаются в одной горизонтальной плоскости. В процессе расковки обечаек наклонный боек деформирует заготовку, расположенную между бойком 7 и оправкой 13. При возврате бойка 7 в исходное положение обечайка на роликовых опорах поворачивается на заданный угол и цикл повторяется. Наклонное расположение бойка в вертикальной плоскости своего перемещения обеспечивает возможность получения разнотолщинных по высоте обечаек. 3 з.п. ф-лы, 5 ил.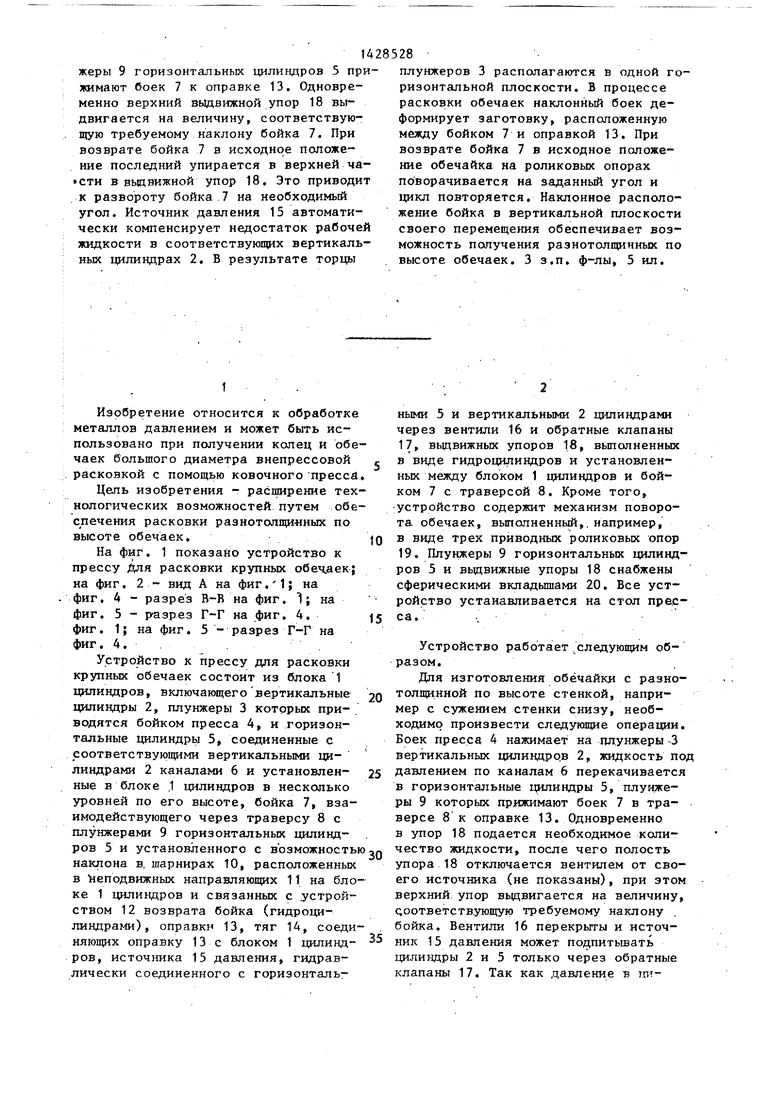

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прессу для расковки крупных обечаек | 1986 |
|
SU1419787A1 |
| Устройство к прессу для расковки обечаек | 1987 |
|
SU1493378A2 |
| Устройство для расковки колец | 1986 |
|
SU1412879A1 |
| Устройство к прессу для расковки крупногабаритных колец | 1987 |
|
SU1510977A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1986 |
|
SU1391790A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1987 |
|
SU1493377A1 |
| Устройство к прессу для изготовления крупногабаритных колец | 1987 |
|
SU1489920A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Пресс для раскатки обечаек | 1980 |
|
SU956129A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU527307A1 |

Изобретение относится к обработ- ч ке металлов давлением, а именно к вне- npeccoBoJi расковке крупных колец и обечаек. Цель - расширение технологических возможностей путем обеспечения возможности расковки разнотолщин- ных по высоте обечаек. Боек пресса нажимает на плунжеры 3 вертикальных цилиндров 2, соединенных с горизон- тальными цилиндрами 5. При этом плунб 5 2020 9 8 5 L---U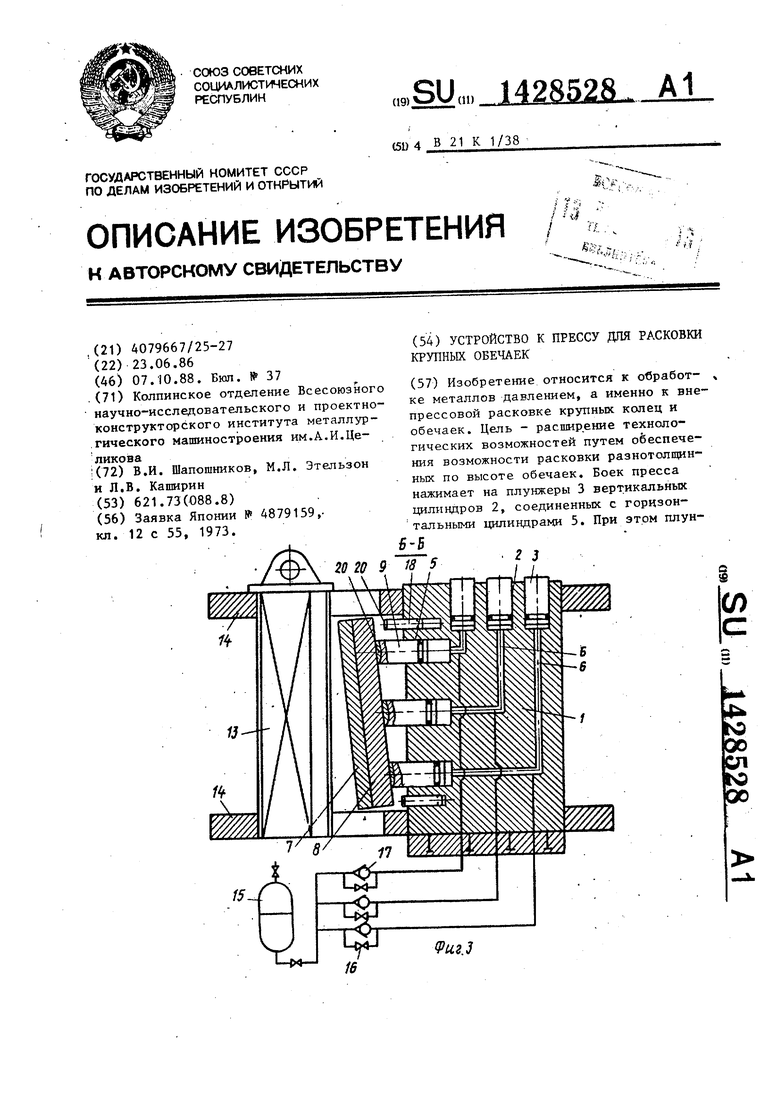
t
Изобретение относится к обработке металлов давлением и может быть использовано при получении колец и обечаек большого диаметра внепрессовой расковкой с помощью ковочного пресса.
Цель изобретения - расширение технологических возможностей путем обеспечения расковки разнотолщииных по высоте обечаек.
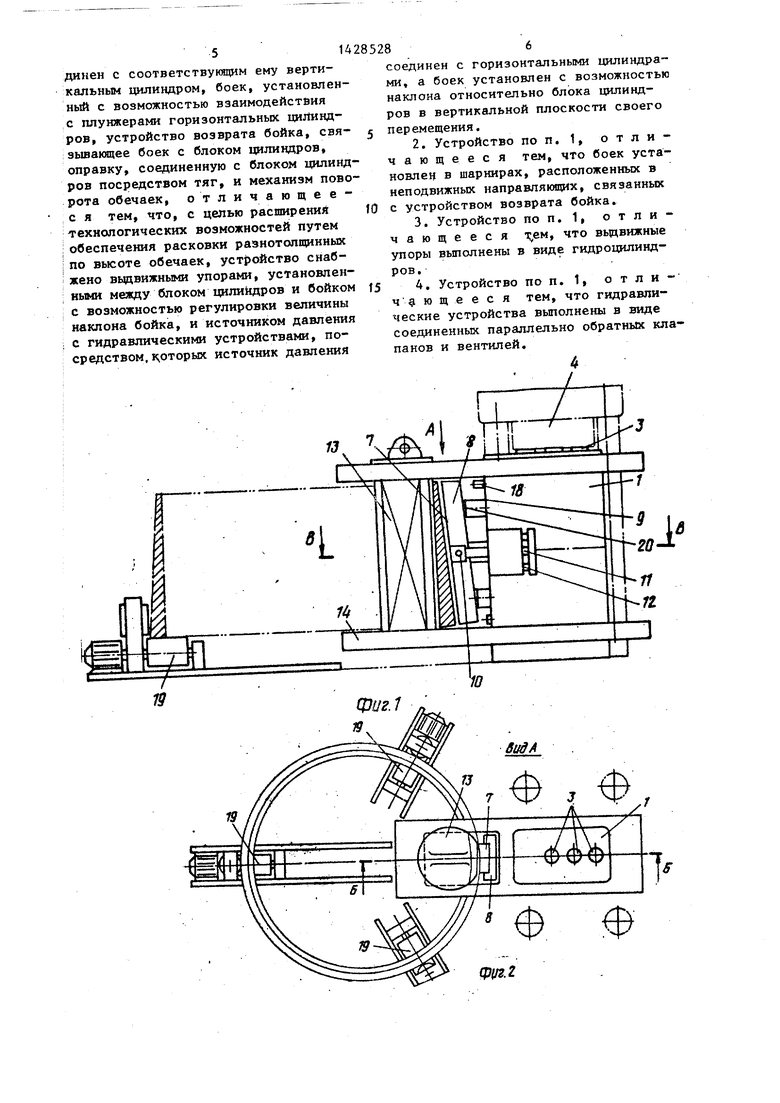
На фиг. 1 показано устройство к прессу Для расковки крупных обечаек; на фиг. 2 - вид А на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4. фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4.
Устройство к прессу дпя расковки крупных обечаек состоит из блока 1 цилиндров, включающего вертикальные цилиндры 2, плунжеры 3 которых приводятся бойком пресса 4, и горизонтальные цилиндры 5, соединенные с соответствующими вертикальными цилиндрами 2 каналами 6 и установлен- ные в блоке ,1 цилиндров в несколько уровней по его высоте, бойка 7, взаимодействующего через траверсу 8 с плунжерами 9 горизонтальных цилиндров 5 и установленного с возможностью наклона в, шарнирах 10, расположенных в Неподвижных направляющих 11 на блоке 1 цилиндров и связанных с устройством 12 возврата бойка (гидроцилиндрами), оправки 13, тяг 14, соеди- няющих оправку 13 с блоком 1 цилинд- ров, источника 15 давления, гидравлически соединенного с горизонтальными 5 и вертикальными 2 цилиндрами через вентили 16 и обратные клапаны 17,, вьщвижных упоров 18, выполненных в виде гидроцилиндров и установленных между блоком 1 цилиндров и бойком 7 с траверсой 8. Кроме того, устройство содержит механизм поворота обечаек, выполненный,, например, в виде трех приводных роликовых опор 19, Плунжеры 9 горизонтальных цилиндров 5 и вьщвижные упоры 18 снабжены сферическими вкладышами 20. Все устройство устанавливается на стол пресса.
Устройство работает следующим образом.
Для изготовления обечайки с разно- толщинной по высоте стенкой, например с сужением стенки снизу, необходимо произвести следующие операции. Боек пресса 4 нажимает на плунжеры 3 вертикальных циливдров 2, жидкость по давлением по каналам 6 перекачивается в горизонтальные щшиндры 5, плунжеры 9 которых прижимают боек 7 в траверсе 8 к оправке 13, Одновременно в упор 18 подается необходимое количество жидкости, после чего полость упора 18 отключа,ется вентилем от своего источника (не показаны), при этом верхний упор вьщвигается на величину, (;оответств.ующу|р требуемому наклону , бойка. Вентили 16 перекрыты и источник 15 давления может подпитьшать цилиндры 2 и 5 только через обратные клапаны 17, Так как давление в imлиндрах 2 и 5 значительно больше давления источника 15, подпитки не происходит. Боек пресса 4 поднимают, усилие пресса снимается с плунжеров . 3 вертикальных цилиндров, а следовательно, и с бойка 7, и на боек действует сила от устройства возврата бойка 7. Боек 7 в траверсе 8 движется к блоку 1 цилиндров и натыкается
на верхний и нижний упоры t8, разворачивающие боек 7 с траверсой 8 на шарнирах 10 на необходимый угол. Дальнейшее перемещение бойка 7 прекра-.
щает.ся, а усилие цилиндров 12 воспри- 15 шей степени на более вьщвинувшиеся нимается упорами 18 (верхним и нижним), плунжеры 9, что приводит к повьш1ению
Для возвращения бойка в вертикаль ное положение необходимо вернуть упо ры 18 в исходное положение, открыть вентили 16 и подъемом бойка пресса 4 вернуть цилиндром 12 боек 7 к блоку цилиндров. Траверса 8, приблизившись к блоку 1 1ДШИНДРОВ, надавит в бояьВ процессе подъема бойка пресса 4 плунжеры 3 вертикальных цилиндров 2 отслеживают перемещения бойка пресса . поджимают боек пресса с усилием обеспечиваемым цилиндрами 12, Но после начала разворота бойка 7 торцы плунжеров 9 горизонтальньк цилиндров 5 не могут оставаться в одной вертикальной плоскости,, эти плунжеры выдвинуты из блока 1 цилиндров в боль- щей или меньшей степени в соответствии с наклоном бойка 7, так как они задвигаются в блок 1 цилиндров траверсой 8. Полости попарно сообщающихся между собой вертикальных и горизонтальных цилиндров с каналами 6 имеют постоянный объем, что, приводит к тому, что торцы плунжеров 3 вертикальных цилиндров 2 также выходят из одной горизонтальной плоскости, т.е. располагаются ступенькообразно относительно блока 1 цилиндров. При этом в первый момент один из цилиндров (наиболее вьдвинутый) еще контактирует с бойком пресса 4, Давление в цилиндрах 2 и 5 падает (усилие цилиндров 12 воспринимается упорами 18) и из источника 15 через обратные клапаны 17 .поступает рабочая жидкость, обеспечивая подпитку всех цилиндров давлением источника 15. Плунжеры 3 под давлением источника 15 поднимаются до контакта с бойком пресса 4, т.е их торцы вновь располагаются в одной горизонтальной плоскости.
Плунжеры 9 горизонтальных цилиндров 5 упираются в траверсу 8, но усилия, создаваемого источником .15 на площади плунжеров 9, недостаточно, чтобы пережать цилиндры 12 устройства возврата бойка. Боек пресса 4 нажимает на плунжеры 3, и на боек 7 передается усилие пресса. Цилиндры 12 пере
жимаются, боек давит на заготовку, происходит расковка. При нажатии бойком пресса 4 на плунжеры 9 давление в цилиндрах 2 и 5 и. каналах 6 поднимается и обратные клапаны 17 закрываются.
Для возвращения бойка в вертикальное положение необходимо вернуть упоры 18 в исходное положение, открыть вентили 16 и подъемом бойка пресса 4 вернуть цилиндром 12 боек 7 к блоку цилиндров. Траверса 8, приблизившись к блоку 1 1ДШИНДРОВ, надавит в бояь
в них давления по сравнению с плунжерами горизонтальных цилиндров других уровней. Так как вентили 16 открыты, рабочая жидкость автоматически из полостей более вьщвинутых цилиндров перекачивается в 15 давления, т.е. в последний будет возвращено то же количество жидкости (пренебрегая потерями), которое потребовалось ранее для получения наклона бойка. I
В процессе подъема бойка пресса 4 бо- ек 7 посредством устройства 12 возврата
бойка возвращается в исходное положение, обечайка на роликовых опорах поворачивается на заданньй угол и цикл повторяется.
Устройство, позволяет получать
обечайки с разными уклонами стенок по окружности, для чего необходимо в процессе расковки соответственно изменять наклон бойка 7,
Преимущества предлагаемого устройства по сравнению с известными: расширение технологических возможностей путем обеспечения расковки разиотол- щинных по высоте обечаек и улучшение качества полученных обечаек за счет
устранения дефектов расковываемой обечайки наклоняемым относительно оправки бойк ом.
Формула изобретения
заимодействия посредством плунжеров с бойком пресса, и горизонтальные
цилиндры, установленные в несколько уровней по высоте блока цилиндров, каждый из которых г.идравлически соефуг. г
/J1
IB 10 20 9 if 5
/III/
fuz. f
fu-l.S
| Заявка Японии № 4879159,кл | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
