Ч -/
(Л
31493
утолщениями на торцах. Фиксатор положения заготовки выполнен в виде двух кареток 9 и 10, размещенных в корпусе 8, которьш закреплен на нижней неподвижной плите 2. Каретка 10 установлена с возможностью перемещения в 1 оризонтальной плоскости, а каретка 9 - в вертикальной. Между каретками размещен упругий элемент 13 с Q возможностью взаимодействия с при9Ь
жимом 7, закрепленным на верхней плите 1, и кареткой 10 горизонтального перемещения На нижней плите 2 установлен упор II для ограничения перемещения каретки 10 в горизонтачь- ной плоскости. В процессе работы разделяемая заготовка предварительно упруго растягивается, а затем разделяется . 4 ил.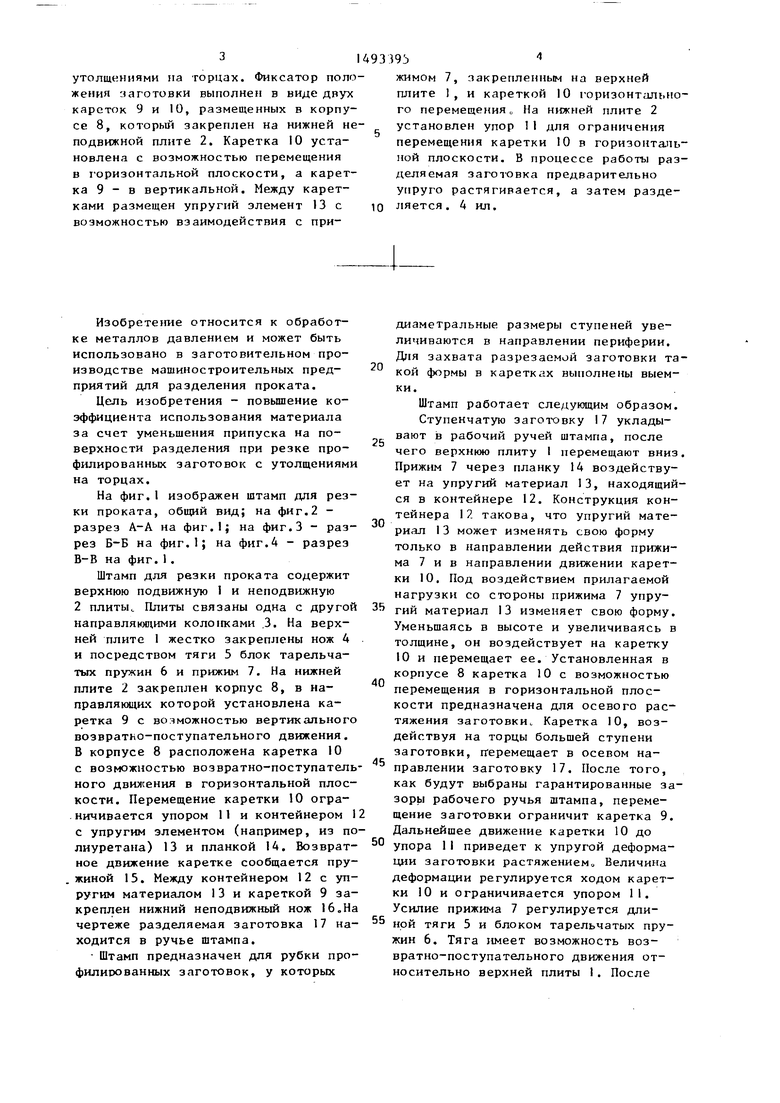
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1989 |
|
RU2025227C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1992 |
|
RU2053057C1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| ШТАМП ДЛЯ МНОГООПОРНОЙ РЕЗКИ ПРОКАТА | 2004 |
|
RU2278767C1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Штамп последовательного действия | 1984 |
|
SU1196083A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для разделения проката. Цель - повышение коэффициента использования материала за счет уменьшения припуска на поверхности разделения при резке профилированных заготовок с утолщениями на торцах. Фиксатор положения заготовки выполнен в виде двух кареток 9 и 10, размещенных в корпусе 8, который закреплен на нижней неподвижной плите 2. Каретка 10 установлена с возможностью перемещения в горизонтальной плоскости, а каретка 9 - в вертикальной. Между каретками размещен упругий элемент 13 с возможностью взаимодействия с прижимом 7, закрепленным на верхней плите 1, и кареткой 10 горизонтального перемещения. На нижней плите 2 установлен упор 11 для ограничения перемещения каретки 10 в горизонтальной плоскости. В процессе работы разделяемая заготовка предварительно упруго растягивается, а затем разделяется. 4 ил.
1Изобретергие относится к обработе металлов давлением и может быть спользовано в заготовительном прозводстве машиностроительных предриятий для разделения проката.
Цель изобретения - повьппение коффициента использования материала а счет уменьшения припуска на поверхности разделения при резке проилированных заготовок с утолщениями на торцах.
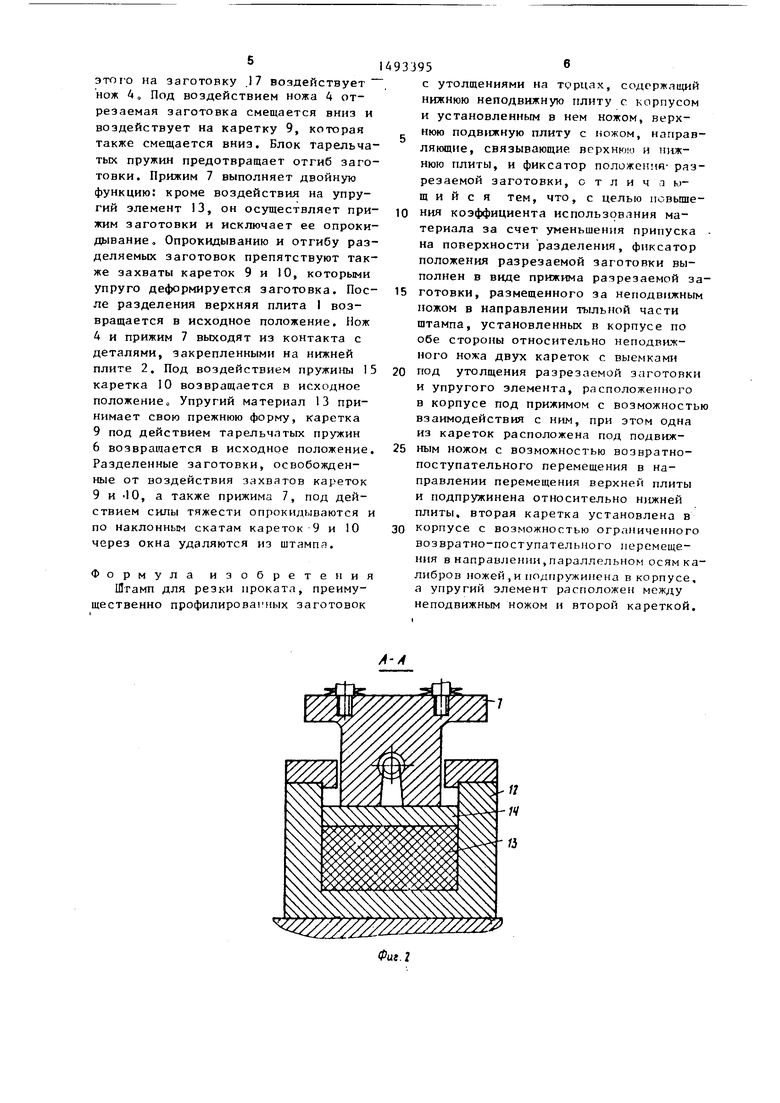
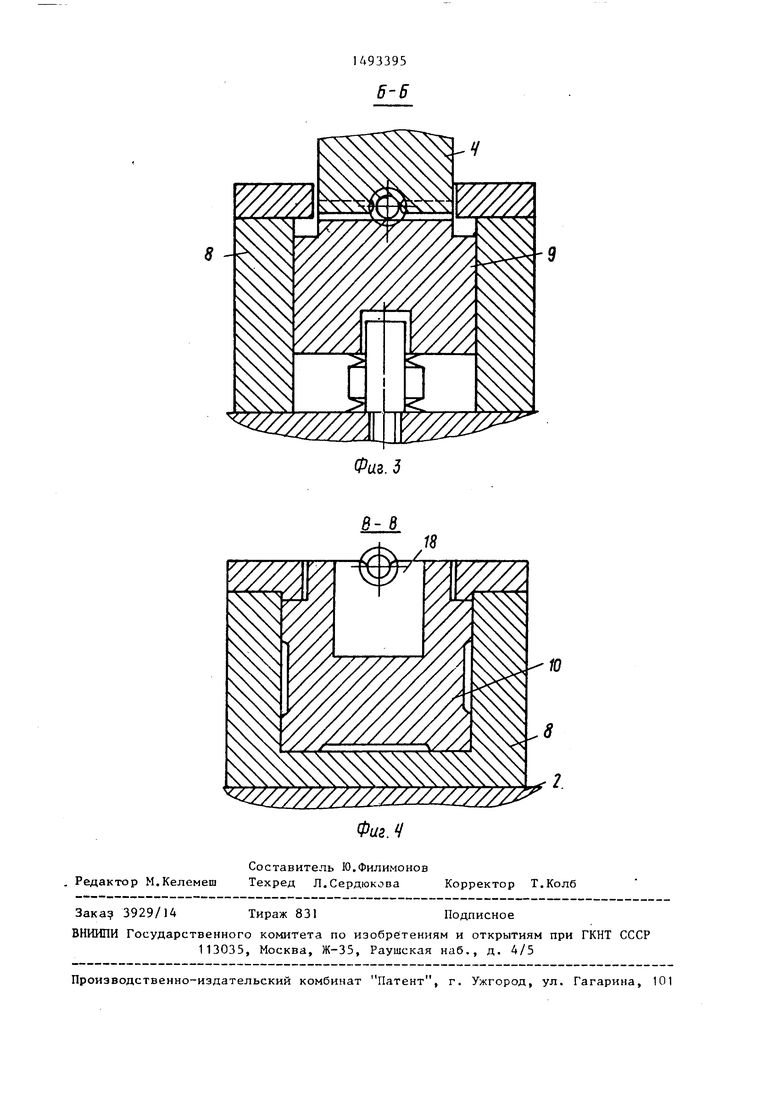
На фиг.1 изображен штамп для резки проката, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Штамп для резки проката содержит верхнюю подвижную 1 и неподвижную 2 плиты Плиты связаны одна с другой нaпpaвляюD ими колонками .3. На верхней плите 1 жестко закреплены нож 4 и посредством тяги 5 блок тарельчатых пружин 6 и прижим 7. На нижней плите 2 закреплен корпус 8, в направляющих которой установлена каретка 9 с во)можностью вертикального возвратно-поступательного движения. В корпусе 8 расположена каретка 10 с возможностью возвратно-поступательного движения в горизонтальной плоскости. Перемещение каретки 10 ограничивается упором 11 и контейнером 12 с упругим элементом (например, из полиуретана) 13 и планкой 14. Возвратное движение каретке сообщается пру- жиной 15. Между контейнером 12 с упругим материалом 13 и кареткой 9 закреплен нижний неподвижный нож 16„На чертеже разделяемая заготовка 17 находится в ручье штампа.
Штамп предназначен для рубки профилированных заготовок, у которых
0
5
0
5
0
5
0
5
диаметральные размеры ступеней увеличиваются в направлении периферии. Для захвата разрезаемой заготовки такой формы в каретках выполнены выемки.
Штамп работает следующим образом.
Ступенчатую заготовку I7 укладывают в рабочий ручей штампа, после чего верхнюю плиту 1 перемещают вниз. Прижим 7 через планку 14 воздействует на упругий материал 13, находящийся в контейнере 12. Конструкция контейнера 17- такова, что упругий материал 13 может изменять свою форму только в направлении действия прижима 7 и в направлении движении каретки 10. Под воздействием прилагаемой нагрузки со стороны прижима 7 упругий материал 13 изменяет свою форму. Уменьшаясь в высоте и увеличиваясь в толщине, он воздействует на каретку 10 и перемещает ее. Установленная в корпусе 8 каретка 10 с возможностью перемещения в горизонтальной плоскости предназначена для осевого растяжения заготовки Каретка 10, воздействуя на торцы большей ступени заготовки, п еремещает в осевом направлении заготовку 17. После того, как будут выбраны гарантированные зазоры рабочего ручья штампа, перемещение заготовки ограничит каретка 9. Дальнейшее движение каретки 10 до упора 1I приведет к упругой деформации заготовки растяжением Величина деформации регулируется ходом каретки 10 и ограничивается упором 11. Усилие прижима 7 регулируется длиной тяги 5 и блоком тарельчатых пружин 6. Тяга имеет возможность возвратно-поступательного движения относительно верхней плиты 1. После
этог О на заготовку .17 воздействует нож 4 о Под воздействием ножа 4 отрезаемая заготовка смещается вниз и воздействует на каретку 9, которая также смещается вниз. Блок тарельчатых пружин предотвращает отгиб заготовки. Прижим 7 выполняет двойную функцию: кроме воздействия на упругий элемент 13, он осуществляет прижим заготовки и исключает ее опрокидывание. Опрокидыванию и отгибу разделяемых заготовок препятствуют также захваты кареток 9 и 10, которыми упруго деформируется заготовка. После разделения верхняя плита I возвращается в исходное положение. Нож А и прижим 7 выходят из контакта с деталями, закрепленными на нижней плите 2. Под воздействием пружию 15 каретка 10 возвращается в исходное положениео Упругий материал 13 принимает свою прежнюю форму, каретка 9 под действием тарельчатых пружин 6 возвращается в исходное положение. Разделенные заготовки, освобожденные от воздействия захватов кареток 9 и -10, а также прижима 7, под действием силы тяжести опрокидываются и по наклонным скатам кареток 9 и 10 через окна удаляются из штампа.
Формула изобретения
Штамп для резки проката, преимущественно профилированных заготовок
93395
с утолщениями на тррцах, содержащий нижнюю неподвижную плиту с корпусом и установленным в нем ножом, верхнюю подвижную плиту с ножом, направляющие, связывающие верхнюю и нижнюю плиты, и фиксатор положения- разрезаемой заготовки, отличающийся тем, что, с целью повыше10 НИН коэффициента использования материала за счет уменьшения припуска . на поверхности разделения, фиксатор положения разрезаемой заготовки выполнен в виде прижима разрезаемой за15 готовки, размещенного за неподвижным ножом в направлении тыльной части штампа, установленных в корпусе по обе стороны относительно неподвижного ножа двух кареток с выемками
20 под утолщения разрезаемой заготовки и упругого элемента, расположенного в корпусе под прижимом с возможностью взаимодействия с ним, при этом одна из кареток расположена под подвиж25 ным ножом с возможностью возвратно- поступательного перемещения в направлении перемещения верхней плиты и подпружинена относительно нижней плиты, вторая каретка установлена в
30 корпусе с возможностью ограниченного возвратно-поступательного перемещения в направлении,параллельном осям калибров )ожей , и подпружинена в корпусе, а упругий элемент расположен между
неподвижным ножом и второй кареткой.
5-6
Фаг. 5
Ю
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
