Изобретение относится к заготовительному производству машиностроитель Ньк предприятий и может быть использовано для резки проката на мерные заготовки.
Известен штамп для резки пруткового материала, содержащий верхнюю подвижную плиту, корпус, в котором размещены механизм изменения поперечного сечения прутка, механизм резки в виде подвижного и неподвижного ножевых блоков, а также упор-толкатель с узлом осевого перемещения lj.
Недостатком данного штампа является низкое качество среза на получаемых заготовках из отожженных сталей.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является штамп для резки прутка на заготовки, содержащий верхнюю подвижную и нижнюю неподвижную плиты корпуса, на которых размещены механизм изменения поперечного сечения прутка, содержащий инструментальный блок, механизм резки в виде подвижного и неподвижного ножевых блоков, а также механизм осевого сжатия прутка, выполненный в виде установленного в отверстии подвижного ножевого блока упора- толкателя с уз;лом осевого перемещения, перпендикулярно перемещению подвижного ножевого блока 21 .
Недостатком указанного штампа также является низкое качество среза на отрезаемых заготовках из отожженных сталей, так как после редуцирования в штампе отожженная сталь недостаточно упрочняется. Кроме того, для механизма изменения поперечного сечения прутка необходим силовой привод, вмонтированный в штамп или автоном1 него исполнения, что значительно уве;личивает габариты штампа. Редуциро вание можно производить и на волочильных станах, которые требуют дополнительных площадей.
Цель изобретения - повьштение качества реза путем увеличения степени предварительного упрочнений прутка.
Поставленная цель достигается тем, что в штампе для резки прутка на заготовки, содержащем верхнюю подвижную и нижнюю неподвижную плиты, на которых размещены механизм изме нения поперечного сечения прутка, содержащий инструментальный блок.
механизм резки в виде подвижного и неподвижного ножевых блоков, а также механизм осевого сжатия прутка, выполненный в виде установленного в отверстии подвижного ножевого блока упора-толкателя с узлом осевого перемещения перпендикулярно перемещению подвижного ножевого блока, включающего клиновую пару, механизм изменения поперечного сечения прутка снабжен дойолнительным инструментальным блоком, установленным по направлению подачи прутка за основным инструментальным блоком, при этом основной инструментальный блок вьтолнен в виде верхнего подвижного и нижнего неподвижного бойков с горизонтальным разъемом, образзпощим в сомкнутом положении рабочий контур эллиптической формы, дополнительный инструментальный блок выполнен в виде подвижной ползушки с вырезом в форме двустороннего клина и двух клиновых бойков с вертикальным разъемом, установленных в вырезе ползушки и образукндих в сомкнутом положении рабочий контур цилиндрической формы, а подвижный боек основного инструментального блока и подвижная ползушка дополнительного инструментального блока кинематически связаны между собой посредством коромысла, шарнирно закрепленного на верхней подвижной плите.
Отверстие в подвижном ножевом блоке под упор-толкатель выполнено ступенчатым со ступенью большего диаметра со стороны неподвижного ножевого блока, выступ в отверстии выполне коническим, а упор-толкатель вьтолнен ступенчатым со ступенью конической формы.
Каждый ножевой блок вьтолнен в виде плиты с вырезом в форме двусторон него клина и двух клиновых вкладьшей , размещенных в указанном .вырезе.
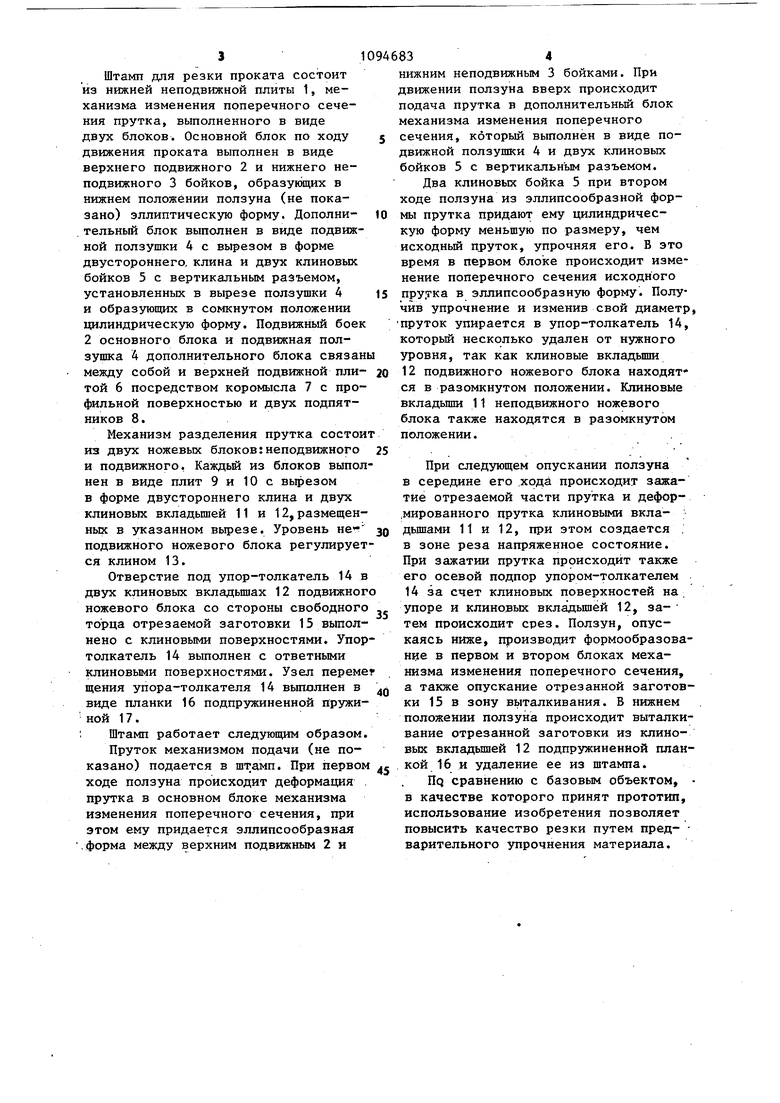
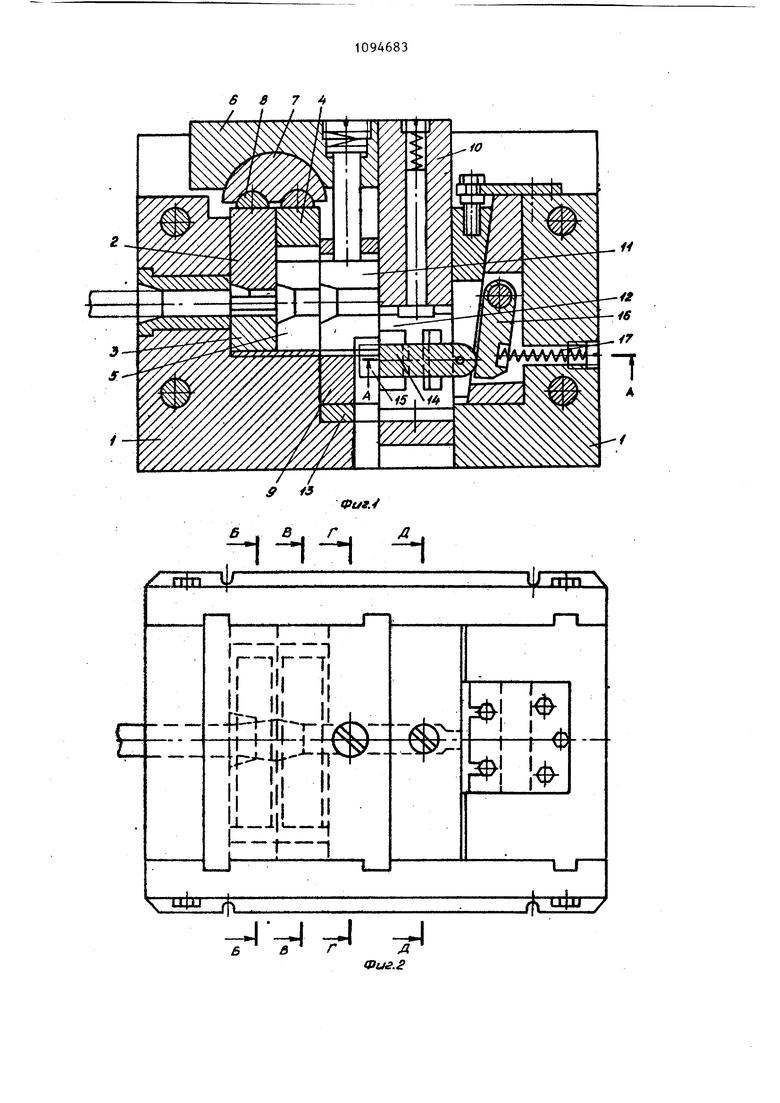
На фиг.1 изображен штамп, общий вид, в разрезеJ на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1, на фиг.4 - разрез Б-Б на фиг.2; на фиг.З - разрез В-В на фиг. на фиг.6 - разрез Г-Г на фиг.2; на фиг.7 - разрез Д-Д на фиг.2; на фиг.8 - схема изменения поперечного сечения разрезаемого проката. Штамп для резки проката состоит из нижней неподвижной плиты 1, механизма изменения поперечного сечения прутка, выполненного в виде двух блоков. Основной блок по ходу движения проката выполнен в виде верхнего подвижного 2 и нижнего неподвижного 3 бойков, образующих в нижнем положении ползуна (не показано) эллиптическую форму. Дополнительный блок выполнен в виде подвижной ползушки 4 с вырезом в форме двустороннего, клина и двух клиновых бойков 5 с вертикальным разъемом, установленных в вырезе ползушки 4 и образующих в сомкнутом положении цилиндрическую форму. Подвижный боек 2 основного блока и подвижная ползушка 4 дополнительного блока связан между собой и верхней подвижной плитой 6 посредством коромысла 7 с профильной поверхностью и двух подпятников 8. Механизм разделения прутка состои из двух ножевых блоков:неподвижного и подвижного. Каждый из блоков выпол нен в виде плит 9 и 10 с вырезом в форме двустороннего клина и двух клиновых вкладышей 11 и 12, размещенных в указанном вырезе. Уровень нег подвижного ножевого блока регулирует ся клином 13. Отверстие под упор-толкатель 14 в двух клиновых вкладьппах 12 подвижно ножевого блока со стороны свободног торца отрезаемой заготовки 15 вьтол нено с клиновыми поверхностями. Упор толкатель 14 выполнен с ответными клиновыми поверхностями. Узел перем щения упора-толкателя 14 вьталнен в виде планки 16 подпружиненной пружиной 17. Штамп работает следующим образом Пруток механизмом подачи (не показано) подается в штамп. При первом ходе ползуна происходит деформация прзггка в основном блоке механизма изменения поперечного сечения, при этом ему придается эллипсообразная .форма между верхним подвижным 2 и нижним неподвижным 3 бойками. При движении ползуна вверх происходит подача прутка в дополнительньй блок механизма изменения поперечного сечения, который вьтолнен в виде подвижной ползушки 4 и двух клиновых бойков 5 с вертикальным разъемом. Два клиновых бойка 5 при втором ходе ползуна из эллипсообразной формы прутка придают ему цилиндрическую форму меньшую по размеру, чем исходньй пруток, упрочняя его. В это время в первом блоке происходит изменение поперечного сечения исходного в эллипсообразную форму. Получив упрочнение и изменив свой диаметр, пруток упирается в упор-толкатель 14, который несколько удален от нужного уровня, так как клиновые вкладьшм 12 подвижного ножевого блока находятся в разомкнутом положении. Клиновые вкладьшш 11 неподвижного ножевого блока также находятся в разомкнутом положении. При следующем опускании ползуна в середине его хода происходит зажатие отрезаемой части прутка и дефор,мированного прутка клиновыми вкладьш1ами 11 и 12, при этом создается . в зоне реза напряженное состояние. При зажатии прутка происходит также его осевой подпор упором-толкателем 14 за счет клиновых поверхностей на упоре и клиновых вкладьш1ей 12, затем происходит срез. Ползун, опускаясь ниже, производит формообразование в первом и втором блоках механизма изменения поперечного сечения, а также опускание отрезанной заготовки 15 в зону выталкивания. В нижнем положении ползуна происходит выталкивание отрезанной заготовки из клиновых вкладьш1ей 12 подпружиненной планкой 16 и удаление ее из штампа. Пд сравнению с базовым объектом, в качестве которого принят прототип, использование изобретения позволяет повысить качество резки путем пред- варительного упрочнения материала.
6374
s, s. Г. д.
.-1-1-1 -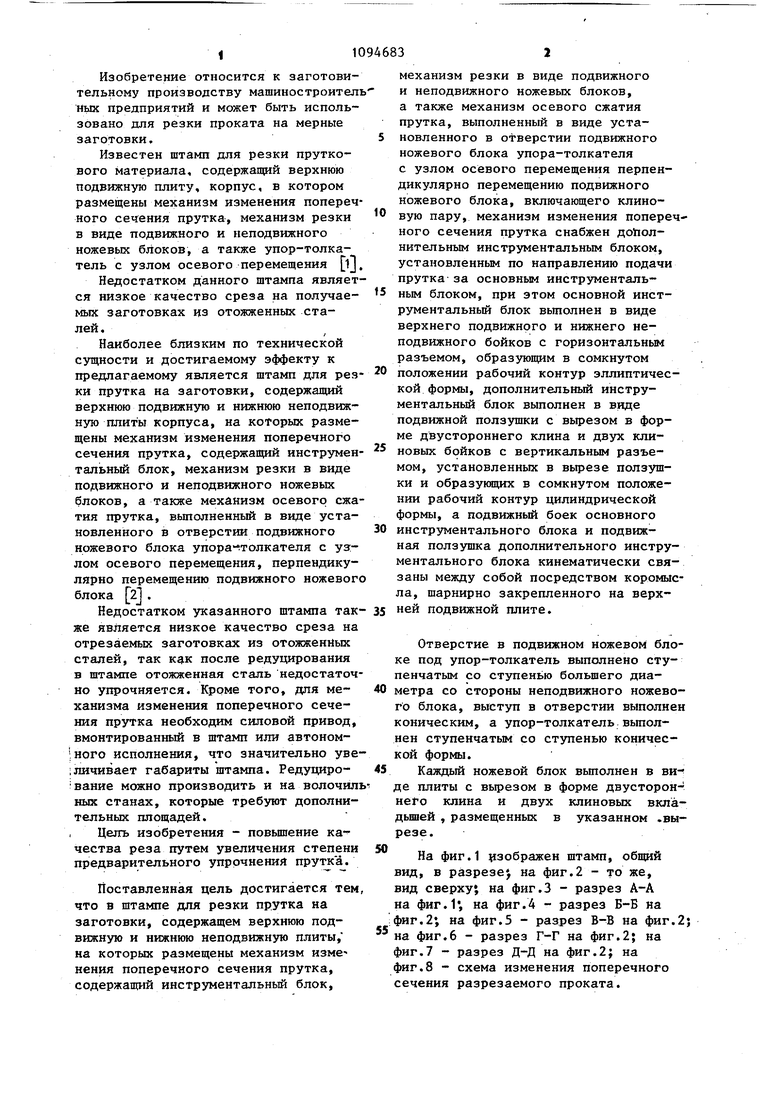
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1985 |
|
SU1303291A1 |
| Устройство для резки коротких заготовок | 1973 |
|
SU483203A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1992 |
|
RU2053057C1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Способ резки профилей и устройство для его осуществления | 1978 |
|
SU770685A1 |

1. ШТАМП ДЛЯ РЕЗКИ ПРУТКА НА ЗАГОТОВКИ, содержащий верхнюю подвижную и нижнюю неподвижную плиты, на которых размещены механизм изменения поперечного сечения прутка, содержащий инструментальный блок, механизм резки в виде подвижного и неподвижного ножевых блоков, а также механизм осевого сжатия прутка, выполненный в виде установленного в отверстии подвижного ножевого блока упора-толкателя с узлом осевого перемещения перпендикулярно перемещению подвижного ножевого блока, включающего клиновую пару, о т л и ч а ющ и и с я тем, что, с целью повышения качества реза путем увеличения степени предварительного упрочнения прутка, механизм изменения поперечного сечения прутка снабжен дополнительным инструментальным блоком. установленньм по направлению подачи прутка за основньи инструментальным блоком, при этом основной инструментальный блок выполнен в виде верхнего подвижного и нижнего неподвижноi го бойков горизонтальным разъемом, I образующим в сомкнутом положении рабочий контур эллиптической формы, дополнительный инструментальный блок выполнен в виде подвижной полг, зушки с вырезом в форме двусторонне- го клина и двух клиновых бойков с вертикальным разъемом, установленных в вырезе ползушки и образующих в сомкнутом положении рабочий контур цилиндрической формы, а подвижный боек основного инструментального бло(Л ка и подвижная ползушка дополнительного инструментального блока кинематически связаны между собой посредст:вом коромысла, шарнирно закрепленного на верхней подвижной плите. 2.Штамп ПОП.1, отличающийся тем, что отверстие в х подвижном ножевом блоке под упор-тол; катель выполнено ступенчатым со ступенью большего диаметра со стороны 00 неподвижного ножевого блока, выступ :о .в отверстии выполнен коническим, а упор-толкатель вьтолнен ступенчатым со ступенью конической формы, 3.Штамп по П.1, о т л и ч а ющ и и с я .тем, что каждый ножевой блок выполнен в виде плиты с вырезом в форме двустороннего клина и двух клиновых вкладышей, размещенных в указанном вьфезе.
VT
Фи.г
/«
tpus.s
Б-S
S
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ТОЧНОЙ РЕЗКИ СДВИГОМ В ХОЛОДНОМ состоянии | 0 |
|
SU388816A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Соловцев С.С | |||
| Совершенствование резки прутков на заготовки | |||
| Кузнечно-штамповочное производство, 1980, №9, с.7 (прототип). | |||
