Изобретение относится к области машиностроения, в частности к оборудованию прокатного производства и может быть использовано для зачистки переднего торца движущегося проката.
Цель изобретения - увеличение выхода годного проката за счет повышения точности зачистки.
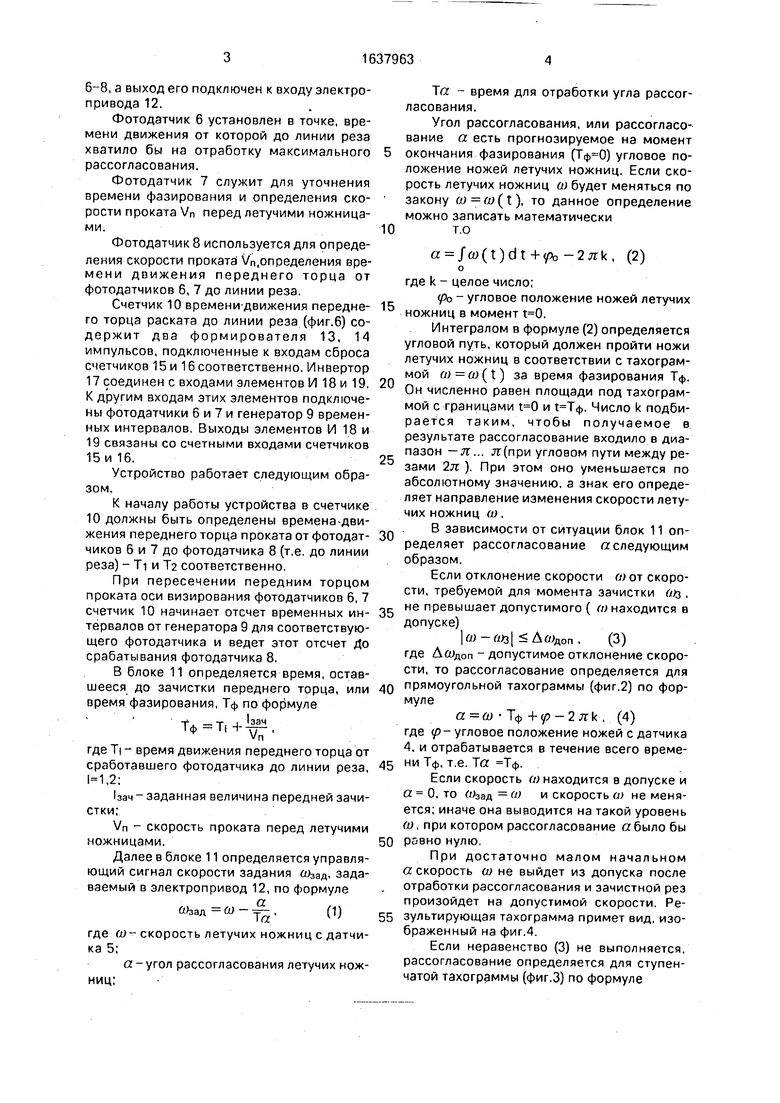
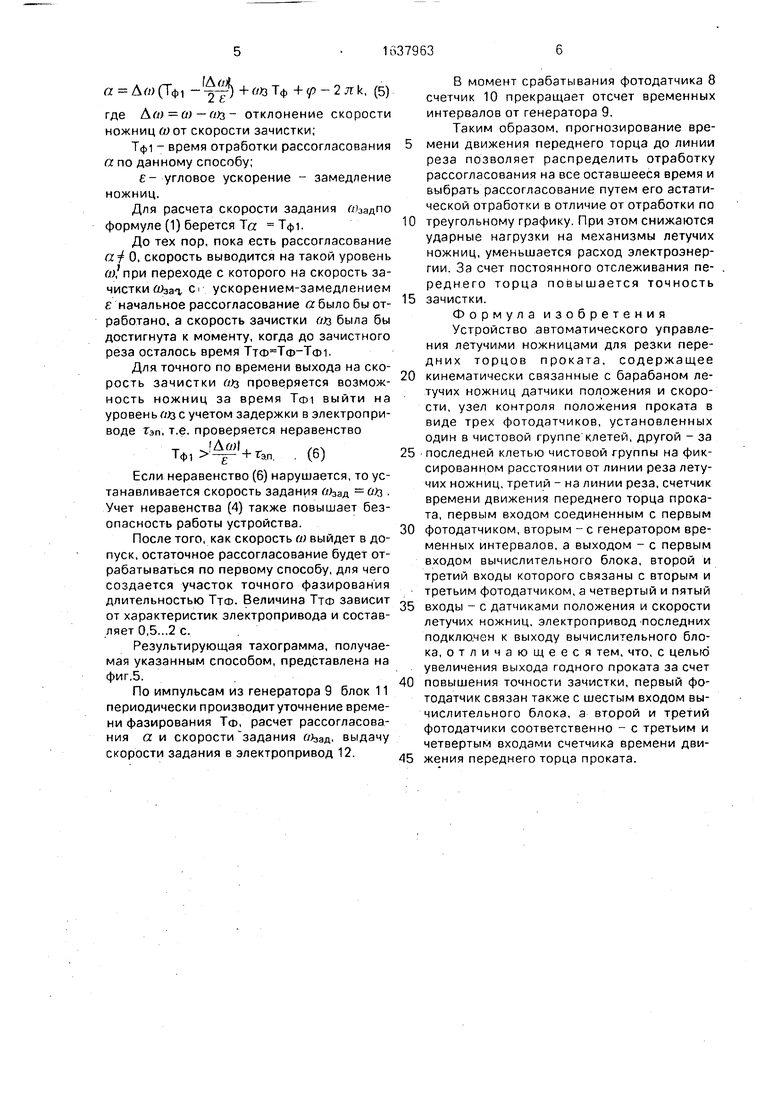
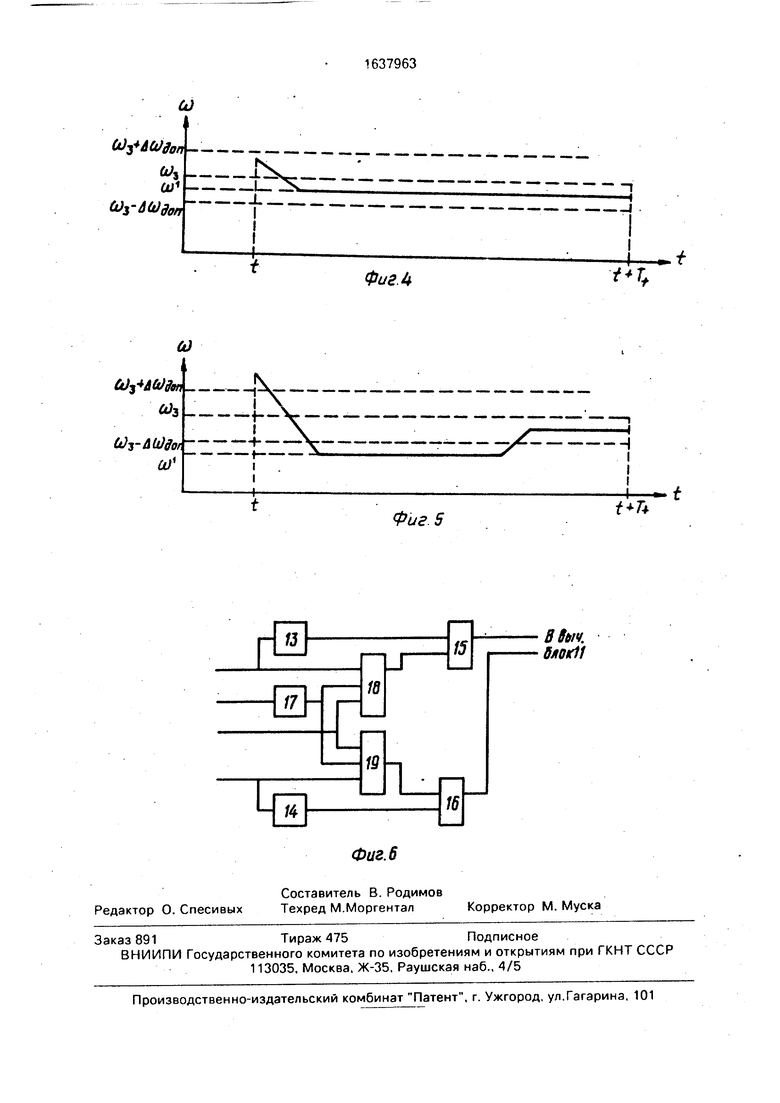
На фиг.1 показана структурная схема устройства; на фиг.2,3 - тахограммы, исходя из которых определяется рассогласование, по оси абсцисс отложено время, по оси ординат - угловая скорость; на фиг 4,5 - результирующие тахограммы; на фиг,6 - структурная схема датчика времени движения переднего тооца раската до линии ряда.
Устройство содержит чистовую группу кдетей 1 выпускающую готовый прокат 2, летучие ножницы 3 с барабаном которых кинематически связаны датчики углового положения 4 и скорости 5 летучих ножниц В чистовой группе клетей установлен фотодатчик 6, а на выходе ее на расстоянии 1б от линии реза летучих ножниц - Фотодатчик 7. На линии реза установлен фотодатчик 8 Выходы фотодатчиков, выход генератора 9 временных интервалов подключены к входам счетчика 10 времени движения переднего тооца раската до линии реза. К входам вычислительного блока 11 подключены выходы генератора 9 и счетчика 10, датчиков 4, 5, фотодатчиков
Ю
о ы
6-8, а выход его подключен к входу электропривода 12.
Фотодатчик 6 установлен в точке, времени движения от которой до линии реза хватило бы на отработку максимального рассогласования.
Фотодатчик 7 служит для уточнения времени фазирования и определения скорости проката Vn перед летучими ножницами.
Фотодатчик 8 используется для определения скорости проката Уп,определения времени движения переднего торца от фотодатчиков 6, 7 до линии реза.
Счетчик 10 времени движения переднего торца раската до линии реза (фиг.6) содержит два формирователя 13, 14 импульсов, подключенные к входам сброса счетчиков 15 и 16 соответственно. ИнЁертор 17 соединен с входами элементов И 18 и 19, К другим входам этих элементов подключены фотодатчики 6 и 7 и генератор 9 временных интервалов. Выходы элементов И 18 и 19 связаны со счетными входами счетчиков 15 и 16.
Устройство работает следующим образом.
К началу работы устройства в счетчике 10 должны быть определены времена-движения переднего торца проката от фотодатчиков 6 и 7 до фотодатчика 8 (т.е. до линии реза) - Ti и Т2 соответственно.
При пересечении передним торцом проката оси визирования фотодатчиков 6, 7 счетчик 10 начинает отсчет временных интервалов от генератора 9 для соответствующего фотодатчика и ведет этот отсчет До срабатывания фотодатчика 8.
В блоке 11 определяется время, оставшееся до зачистки переднего торца, или время фазирования, Тф по формуле
зач
Тф Ti +
Vn
где Ti - время движения переднего торца от сработавшего фотодатчика до линии реза, ,2;
зач-заданная величина передней зачистки;
Vn - скорость проката перед летучими ножницами.
Далее в блоке 11 определяется управляющий сигнал скорости задания , задаваемый в электропривод 12, по формуле
.(1)
где ft)- скорость летучих ножниц с датчика 5;
а - угол рассогласования летучих ножниц;
0
5
0
5
0
5
0
5
0
5
Та - время для отработки угла рассогласования.
Угол рассогласования, или рассогласование а. есть прогнозируемое на момент окончания фазирования () угловое положение ножей летучих ножниц. Если скорость летучих ножниц ш будет меняться по закону ft) ft)(t), то данное определение можно записать математически т.о
)(t)dt+y3b -2rck, (2)
о
где k - целое число;
ро - угловое положение ножей летучих ножниц в момент .
Интегралом в формуле (2) определяется угловой путь, который должен пройти ножи летучих ножниц в соответствии с тахограм- мой ft)u)(t) за время фазирования Тф. Он численно равен площади под тахограм- мой с границами и . Число k подбирается таким, чтобы получаемое в результате рассогласование входило в диапазон - л... я(при угловом пути между резами 2тг ). При этом оно уменьшается по абсолютному значению, а знак его определяет направление изменения скорости летучих НОЖНИЦ ft) .
В зависимости от ситуации блок 11 определяет рассогласование «следующим образом.
Если отклонение скорости ft) от скорости, требуемой для момента зачистки мз . не превышает допустимого ( ft) находится в допуске)
ft)-ft Дй)Доп , (3)
где Ай)Доп - допустимое отклонение скорости, то рассогласование определяется для прямоугольной тахограммы (фиг.2) по формуле
а й) Тф - 2Jtk . (4) где р угловое положение ножей с датчика 4, и отрабатывается в течение всего времени Тф, т.е. Та Тф.
Если скорость ft) находится в допуске и а 0, то оьад ft) и скорость ft) не меняется; иначе она выводится на такой уровень ft), при котором рассогласование а было бы ровно нулю,
При достаточно малом начальном а скорость ш не выйдет из допуска после отработки рассогласования и зачистной рез произойдет на допустимой скорости. Результирующая тахограмма примет вид, изображенный на фиг.4.
Если неравенство (3) не выполняется, рассогласование определяется для ступенчатой тахограммы (фиг.З) по формуле
а До) (Тф1 -f) + ОД Тф + р - 2 я k, (5)
где - адз - отклонение скорости ножниц (о от скорости зачистки;
Тф1 - время отработки рассогласования а. по данному способу;
Ј- угловое ускорение - замедление ножниц.
Для расчета скорости задания п 3адпо формуле (1) берется Та Тф1.
До тех пор, пока есть рассогласование а 0, скорость выводится на такой уровень сд при переходе с которого на скорость зачистки Одэаа GI ускорением-замедлением е начальное рассогласование «было бы отработано, а скорость зачистки ая была бы достигнута к моменту, когда до зачистного реза осталось время ТтФ Тф-Тф1.
Для точного по времени выхода на скорость зачистки проверяется возможность ножниц за время ТФ1 выйти на уровень од с учетом задержки в электроприводе Гэп, т.е. проверяется неравенство
Awl
Е
+ ГЭП
(б)
Если неравенство (6) нарушается, то устанавливается скорость задания (лЬад - ЗД Учет неравенства (4) также повышает безопасность работы устройства.
После того, как скорость а) выйдет в допуск, остаточное рассогласование будет отрабатываться по первому способу, для чего создается участок точного фазирования длительностью ТтФ. Величина ТтФ зависит от характеристик электропривода и составляет 0,5...2 с.
Результирующая тахограмма, получаемая указанным способом, представлена на фиг.5.
По импульсам из генератора 9 блок 11 периодически производит уточнение времени фазирования Тф, расчет рассогласования а и скорости задания «зад, выдачу скорости задания в электропривод 12.
В момент срабатывания фотодатчика 8 счетчик 10 прекращает отсчет временных интервалов от генератора 9.
Таким образом, прогнозирование вре- 5 мени движения переднего торца до линии реза позволяет распределить отработку рассогласования на все оставшееся время и выбрать рассогласование путем его астатической отработки в отличие от отработки по
0 треугольному графику. При этом снижаются ударные нагрузки на механизмы летучих ножниц, уменьшается расход электроэнергии. За счет постоянного отслеживания переднего торца повышается точность
5 зачистки.
Формула изобретения Устройство автоматического управления летучими ножницами для резки передних торцов проката, содержащее
0 кинематически связанные с барабаном летучих ножниц датчики положения и скорости, узел контроля положения проката в виде трех фотодатчиков, установленных один в чистовой группе клетей, другой - за
5 последней клетью чистовой группы на фиксированном расстоянии от линии реза летучих ножниц, третий - на линии реза, счетчик времени движения переднего торца проката, первым входом соединенным с первым
0 фотодатчиком, вторым - с генератором временных интервалов, а выходом - с первым входом вычислительного блока, второй и третий входы которого с&язаны с вторым и третьим фотодатчиком, а четвертый и пятый
5 входы - с датчиками положения и скорости летучих ножниц, электропривод последних подключен к выходу вычислительного блока, отличающееся тем, что, с целью увеличения выхода годного проката за счет
0 повышения точности зачистки, первый фотодатчик связан также с шестым входом вычислительного блока, а второй и третий фотодатчики соответственно - с третьим и четвертым входами счетчика времени дви5 жения переднего торца проката.
L+1n-l+l
II
ишммш
чинши
Ј2Пф
IT
uagffp.Stf
I I I I Ie(V
i i I t i i i i I I со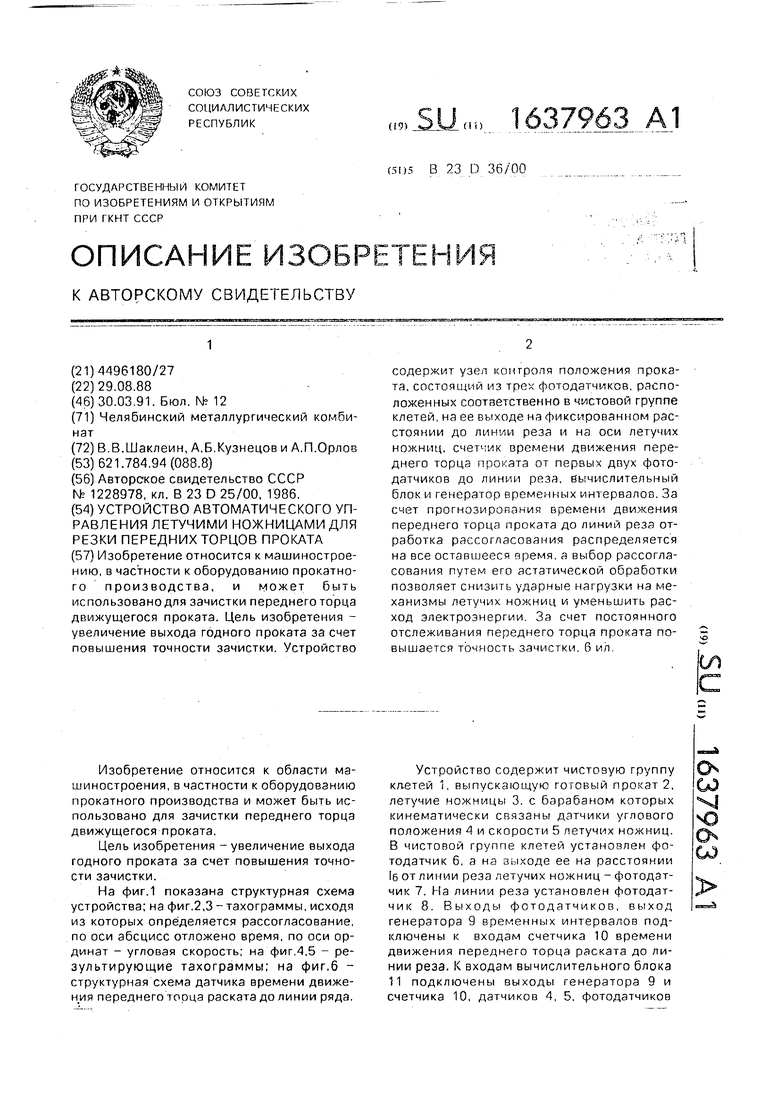
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления ножницами для обрезания концов проката | 1975 |
|
SU604636A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU746418A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
Изобретение относится к машиностроению, в частности к оборудованию прокатного производства, и может быть использовано для зачистки переднего торца движущегося проката. Цель изобретения - увеличение выхода годного проката за счет повышения точности зачистки. Устройство содержит узел контроля положения проката, состоящий из трех фотодатчиков расположенных соответственно в чистовой группе клетей на ее выходе на фиксированном расстоянии до линии реза и на оси летучих ножниц, счетчик времени движения переднего торца проката от первых двух фотодатчиков до линии реза, вычислительный блок и генератор временных интервалов За счет прогнозирования времени движения переднего торца проката до линий реза отработка рассогласования распределяется на все оставшееся время а выбор рассогласования путем его астатической обработки позволяет снизить ударные нагрузки на механизмы летучих ножниц и уменьшить расход электроэнергии За счет постоянного отслеживания переднего торца проката повышается точность зачистки 6 ил
f В
г ЫФ
Щ()
п
(V
wemv-ttcv
рпш
ZJ
о.а
и
ЈЭг 1
С96АС91
Составитель В. Родимое Редактор О. СпесивыхТехред М МоргенталКорректор М. Муска
Заказ 891Тираж 475Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб., 4/5
Производственно-издательский комбинат Патент, г Ужгород, ул.Гагарина, 101
Фиг 5
t+n
Фиг. 6
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
