Известно устройство для автоматического останова сварного стыка полосы против резцов гратоояимателя, ВКлючающее фоточувствительный элемент с пороговой схемой, датчик скорости прокатки, соединенные с блоком информации о положении сварного шва.
Предложенное устройство отличается тем, что в него введена схема определения центра сварного шва в чистовой группе прокатного стана, :в которой второй фоточувствительный элемент и блок управления соединены через блок поиска центра сварного шва с блоком информации о положении центра сварного шва, один из входов .которого соединен с датчиком скорости, а выход - с блоком управления и схемой управления летучими ножницами. Это повышает точность обнаружения шва. Кроме того, блок поиска центра сварного шва содержит узел квантования сигнала второго фоточувствительного элемента, один выход которого соединен с узлом определения точек максимальной температуры непосредственно, а второй выход - через последовательно включенные узел определения локальных максимумов температуры и запоминаюший регистр, причем последние охвачены обратной связью.
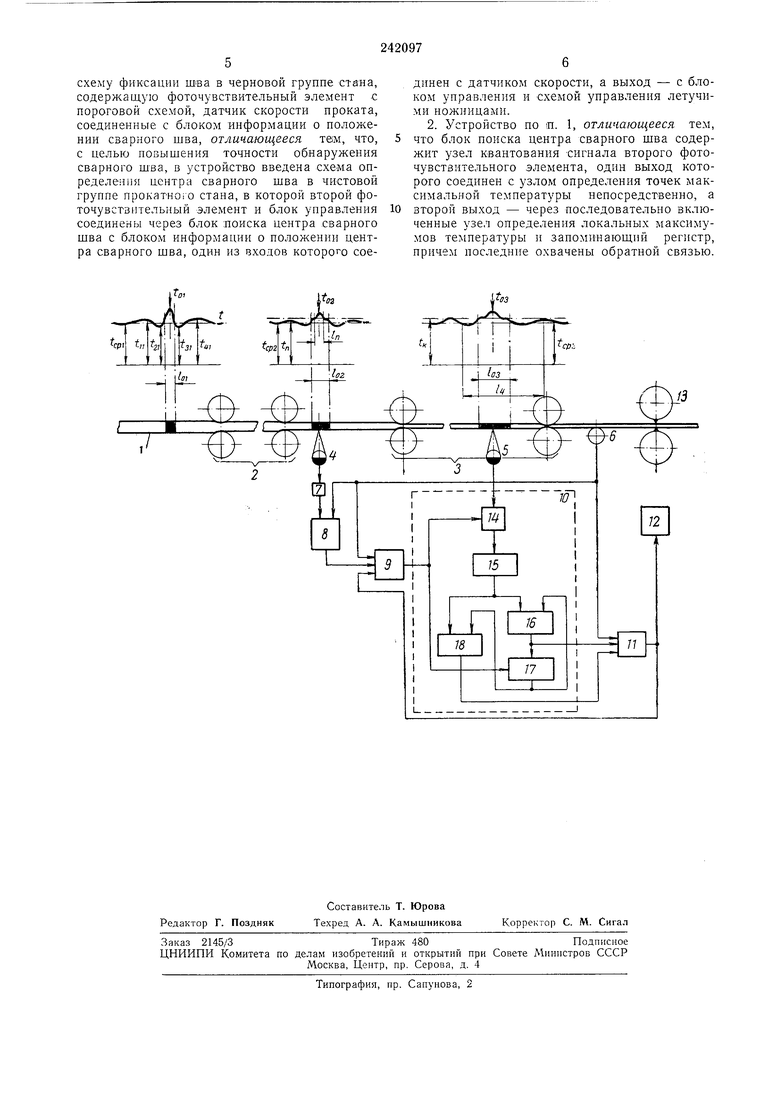
вая группа клетей стана; 3 - чистовая группа клетей; 4 и 5 - фоточувствительные элементы; 6 - датчик скорости проката; 7 - пороговая схема; 8 - блок информации о положении сварного шва; 9 - блок управления; 10 - блок поиска центра сварного шва; 11 - блок информации о положении центра сварного шва; 12 - схема управления летучими ножницами; 13 - летучие ножницы; 14 -
ключ; 15 - узел квантования; 16 - узел определения локальных максимумов температуры; 17-запоминаюш.ий регистр; 18 - узел определения точек максимальной температуры. Устройство создано в результате анализа
экспериментальных данных о распределении температуры в зоне сварки заготовок и ее окрестностях как непосредственно после сварки, так и после .прокатки участка со сварным швом в черновой и чистовой группах клетей
стана.
На чертеже также представлен примерный график распределения температуры в зоне, примыкающей к сварному шву, полученный непосредственно после сварки заготовок на
стыкосзарочной машине, для которой характерны такие участки; участки местного нагрева концов заготовок, обусловленные особенностями работы нагревательной печи стана, которым присуши максимумы температуры ц
в местах их лапами стыкосварочнои машниы с экстремальными точками температуры и /зь участок местиого иодъема темиературы в зоне сварки длиной /oi и макси-мумом температуры /oi, соответствующим центру сварного шва. Средняя температура свариваемых заготовок /cpi 950-1100°С, а максимум температуры oi 1300-1350°С практически не зависит от температуры заготовок.
Характер кривой расиределения температуры сохраняется после прокатки участка со сварным швом в черновой и чистовой группах клетей стаиа, хотя длина как зоны сварки 02 и /«о, так и остальных участков увеличивается, а экстремальные значения температуры уменьшаются, приближаясь по мере прокатки к среднему значению температуры на рассматриваемом участке.
Амплитуда температуры /02 в зоне сварки при прокатке участка со сварным швом в черновой группе стана всегда выше средней температуры Гера, а после прокатки в чистовой группе стана максимум температуры /оз выше /срз лишь на 30-60°С, то есть может быть меньше средней температуры отдельных сильно разогретых заготовок.
Поэтому, если в черновой группе стана или иа ее выходе нетрудно зафиксировать сварной шов по подъему температуры, то в чистовой группе - по наибольшей температуре на заранее определенном участке, включаюш,ем зону сварки.
При появлении в поле зрения фоточувствительного элемента 4, установленного в черновой группе стана, участка со сварным швом температура раската в зоне длиной 1„ превышает температурный порог t„ канала: фоточувствительный элемент 4 - пороговая схема 7, и в блок 8 информации о положении сварного шва цостуиает сигнал о его наличии.
Блок 8 служит для определения транспортного запаздывания центра сварного шва, определенного с точностью до половины перегретого участка длиной /„ между фоточувствительными элементами 4 и 5 с учетом скорости прокатки и того факта, что поиск зоны раската, имеющей наибольшую температуру, производится на участке раската длиной /4, включающем зону сварки длиной /оз, во избежание перестройки блока 8 при переналадке стана в пределах одного сортамента.
Блок 9 управления, входы которого соединены с блоком 8 информации о положении сварного шва и датчиком 6 скорости проката, служит для включения блока 10 поиска центра сварного шва на время, необходимое для перемещения в поле зрения фоточувствительного элемента 5 участка проката длиной 4. Очевидно, что это время тем меньше, чем выше скорость прокатки, при прочих равных условиях. Однако это время молшо уменьшить, если использовать сигнал блока 11 информации о положении центра сварного шва для управления блоком 9.
В блоке W поиска центра сварного шва последний находится путем определения середины каждого из интервалов, включающих точки на прокатываемой полосе, имеющие локальные максимумы температуры, расположенные в возрастающей последовательности вплоть до отыскания интервала, включающего точку наибольшего из максимумов, соответствующую центру сварного шва, причем величина интервала определяется шагом узла квантования.
Данные о границах интервала поступают в блок 11.
Если рассматривается последующий интервал, вплоть до интервала, включающего наибольший из максимумов, что соответствует случаю, когда амплитуда входного сигнала превышает амплитуду сигнала на предыдущем интервале, то в блок 11 поступают данные о границах вновь форсируемого локального максимума.
Блок 11 служит для определения транспортного запаздывания центра сварного щва (с точностью до половины шага квантования) между фоточувствительнЫМ элементом 5 и осью реза летучих ножниц 13 и для подачи команды в схему 12 управления ножницами и блок 9.
Блок 10 поиска центра сварного шва работает следующим образом.
По команде блока 9 с помощью .ключа 14 фоточувствительный элемент 5 подключается к узлу 15 квантования, служащему для преобразования непрерывного сигнала от порога /к 2/срз элемента 5 в числовой код, который через узел 16 определения локального максимума переносится в запоминающий регистр 17, включаемый также блоком 9.
Если выделяется очередной локальный максимум, то на выходе узла 16 сигнал появляется при положительном приращении числового кода текущей температуры относительно числа, хранящегося в запоминающем регистре. Указанный сигнал служит для переноса текущего числа в запоминающий регистр и переноса начала отсчета в блоке 11 вплоть до подхода к экстремальной точке слева. Граница интервала, содержащего экстремальную точку, определяется справа по отрицательному цриращению кода текущей температуры относительно кода максимальной температуры, хранящегося в запоминающем регистре, и фиксируется узлом 16 определения точек максимальной температуры, с выходом которого также связан блок /).
При переходе через максимум число, хранящееся в запоминающем регистре, не изменяется вплоть до появления следующего рассматриваемого максимума либо отключения блока 10 блоком 9.
Предмет изобретения
схему фиксации шва в черновой группе стана, содержащую фоточувствительный элемент с пороговой схемой, датчик скорости проката, соединенные с блоком информации о положении сварного шва, отличающееся тем, что, с целью повышения точности обнаружения сварного шва, в устройство введена схема определения центра сварного шва в чистовой группе прокатно;о стана, в которой второй фоточувствительный элемент и блок управления соединены через блок поиска центра сварного шва с блоком информации о положении центра сварного шва, один из входов которого соединен с датчиком скорости, а выход - с олоком управления и схемой управления летучими ножницами.
2. Устройство по о. 1, отличающееся тем,
что блок поиска центра сварного шва содержит узел квантования сигнала второго фоточувствительного элемента, один выход которого соединен с узлом определения точек максимальной температуры непосредственно, а
второй выход - через последовательно включенные узел определения локальных максимумов температуры и запоминающий регистр, причем последние охвачены обратной связью.
toi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обнаружения и вырезкисварного шва при бесконечной прокатке | 1974 |
|
SU508297A1 |
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
| Устройство для контроля положения сварных швов полосы на непрерывном агрегате производства проката | 1978 |
|
SU990356A1 |
| Способ определения момента включения летучих ножниц на рез концевых участков раската широкополосового стана горячей прокатки и устройство для его осуществления | 1988 |
|
SU1692773A1 |
| Непрерывный заготовочный стан | 1975 |
|
SU566638A1 |
| Непрерывный мелкосортный стан с разделяющей раскат системой калибров | 2016 |
|
RU2680336C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ АГРЕГАТ | 2010 |
|
RU2497612C2 |
