Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением.
Цель изобретения - снижение отходов проката путем стабилизации длины передней обрези торцов проката, а также повьшение производительности за счет оптимизации темпа и пауз при подачах проката.
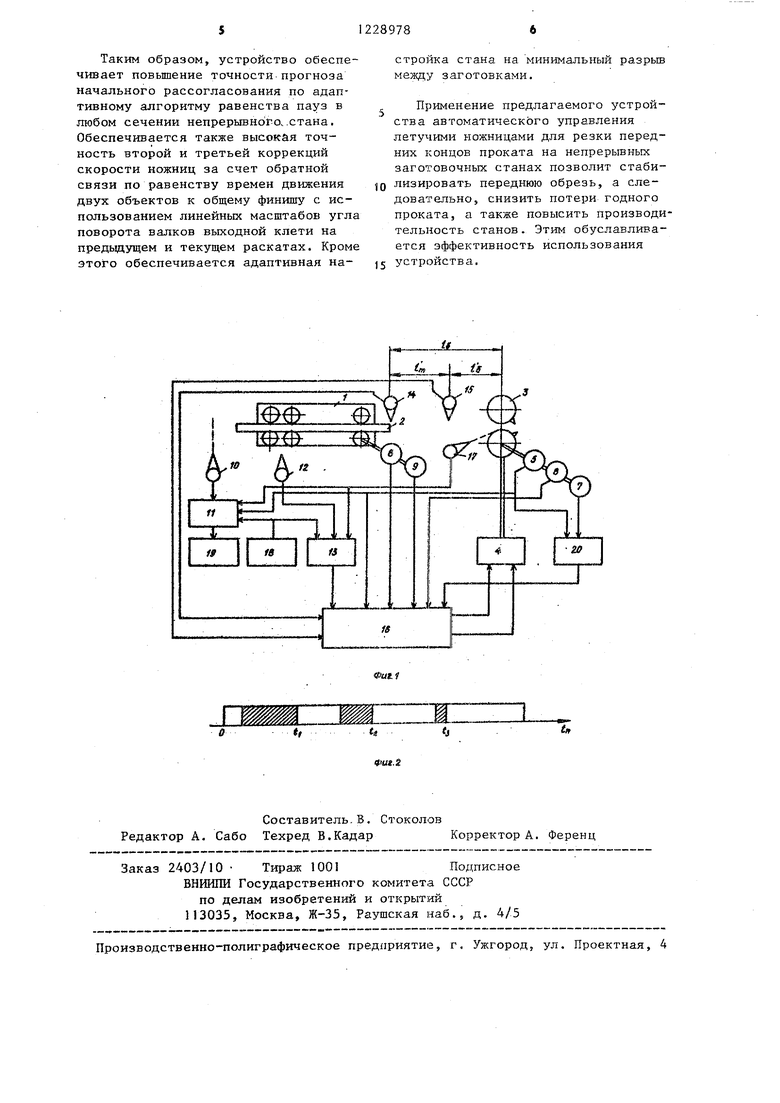
На фиг, 1 представлена блок схема устройства; на фиг. 2 - диаграмма допустимых временных разрьшов между торцами смежных заготовок при отработке рассогласования в безопасном диапазоне коэффициента обгона ножниц
Устройство содержит чистовую группу 1 прокатного стана, вьшускающую готовый прокат 2, летучие ножницы 3, приводимые электроприводом 4, с. барабаном летучих ножниц связаны датчики реза 5, скорости 6 и положения 7. С рабочими валками выходной клети чистовой группы стана связаны датчики скорости 8 и положения 9 их. На вход чистовой группы установлен фотоиндикатор 10 наличия проката (ФД 1), выход которого подключен к регулятору 11 темпа. За первой клетью установлен фотоиндикатор 12 наличия проката (ФД 2), выход которого подключен к блоку 13 прогнозирования паузы. На выходе чистовой группы клетей установлены фотоиндикаторы 14 (ФД 3) на расстоянии fp от оси реза и 15 (ФД 4) на расстоянии от ФДЗ и Е от оси реза. Выходы индикаторов 14 и 15 подключены к вычислительному блоку 16. На оси реза ножниц установлен фотоиндикатор 17 (ФД 5), выход которого подключен к блокам П, 12 и 16„ К входам блоков 11 и 13, кроме того, подключен генератор 18 временных интервалов . Выход регулятора 11 темпа связан с электроприводом рольганга 19. Выходы датчиков реза 5 и положения 7 подключены к блоку 20 измерения оставшегося пути ножниц. Выхода блоков 20 и 13, датчиков 5, 6, 8, 9, 14, 15 и 17 подключены к входам вычислительного блока 16, выходы которого подключены к входам электропривода 4 ножниц.
Устройство работает следующим образом .
Для предварительного прогноза рассогласования в системе используется принцип равенства пауз, в любом се10
15
228978
чении непрерьшного стана. При выходе заднего торца проката 2 из поля зрения фотоиндикатора 12 блоком 13 прогнозирования паузы начинают отсчитываться временные импульсы от стабилизированного генератора 8 до появления в поле зрения фотоиндикатора 12 переднего торца следующего раската. В момент реза летучими ножницами 3 задней обрези по команде с датчика реза 5 вычислительный блок 16 вычисляет временной интервал до следующего реза
1-лт;+ Atf
.
где t - временный интервал между смежными торцами раскатов с блока 13;
1„ - заданная оператором величина передней обрези|
,
% 1
0
0
5
- линейный масштаб угла HOBOS рота выходной клети на пре- дьщущем раскате (получаемьй делением угла поворота валков выходной клети за время прохождения передним торцом расстояния между осями фотоиндикаторов 14 и 17). Если это расстояние равно р метрических единиц, то операция сводится к суммированию импульсного кода угла поворота в счетчик с фиксированным положением запятой; ДЦ - остаток угла поворота на
задней обрези п
щ M),-II(j 1 О
cf; - полный расчетный угол поворота валков выходной клети п на предьздущем раскате; 5-tf;-- сумма всех резов на i-м
раскате
(предполагается, что скорость отводящего рольганга синхронизирована с линейной скоростью ножниц). По вре- менномзг интервалу и фиксированному пути ножниц между двумя резами 2 п п вычислительное устройство 16 определяет необходимую скорость ножниц
н
2 1Гп
и вьщает установку скорости
в привод 4, который перестраивает 55 скорость ножниц. При появлении переднего торца проката под индикатором 14 осуществляется первая коррекция скорости ножниц из принципа равенства оставшихся времен транспортировки проката и ножниц
(18+1)т; 4С1и
«к И,
1)
Время t
где й( - оставшийся путь ножей до реза с блока 20.
(lft-1 )mi
заносится в
Ы|
счетчик, в котором вычитанием текущего времени непрерывно учитывается время t- до прибытия к линии реза заданного сечения проката.
С целью исключения-аварийных ситуаций в блоке 16 проверяется допустимость коэффициента обгона скорост ножниц
VM-UHRS
У„
6К
о)
где у,
IS
t;
RS к
о
линейная скорость предыдущего раската; диаметр барабана ножниц допустимый для данных ножниц коэффициент обгона.
Если соотношение (2) не выполняется, то по каналу j{it) электроприводу ножниц 4 задается максимальное ускорение. Из формулы (l) вычисляется с заданной периодичностью требуемое значение
WH
н
t.
и проверяется соблюдение ограничения (2). В момент достижения соотношения (2) по каналу j(At) привод включается на максимальное торможение до выхода на скорость сОц , обеспечивающее выполнение уравнения (1), после чего коррекция отключается.
При появлении переднего торца проката под фотоиндикатором 15 осуществляется вторая коррекция скорости ножниц. До этого момента управление ведется по линейному масштабу угла поворота выходной клети на предыдуще раскате. При срабатьшании фотоиндикатора 15, блок 16 вычисляет J Ч
m
1о
и строит новое управление баланса оставшихся путем движения (.lg-t-l )m-t.
и„
откуда в
к h
соответствии со знаком неравенства, подается команда на разгон или торможение электропривода 4 по каналу j(it) -с выхода вычислительного блока I6. При появлении перед
)
1228978. 4
него торца проката под фотоиндикатором 17 йьгчис лительным блоком 16 начинает отсчитьюаться угол поворота валков выходной кл ети до срабатывания с датчика реза 5, а блок 13 прекращает отсчет времени движения переднего торца проката Т, от оси фотоиндикатора 12 до оси реза.
Интервал Т. используется для прогноза паузы блоком 13, если при появлении переднего торца следующего подката фотоиндикатором 12 задний торец предыдущего раската уже .выйдет из- под фотоиндикатора 17.
Па фиг. 2 приведена диаграмма загрузки чистовой группы клетей заготовками при работе ножниц в допустимом интервале коэффициента обгона (для примера коэффициент обгона принят 50%). Заштрихованные области обоз начают время запрета подачи заготовок. По оси абсцис отложено время прокатки заготовок, отрезаемых от проката 2 летучими ножницами 3. С целью минимизации пауз для расс матри- Баемого примера целесообразно запрещать подачу металла в интервале времени (O-t.). При этом вероятность попадания в запретное время меньше 10%, а предельньш выход скорости ножниц за допустимый коэффициент обгона скорости металла меньше 3%. При возникновении такой ситуации она легко отрабатывается по формулам (1) и (2). Практически минимизация пауз в адаптивном режиме выполняется регулятором 11 темпа загрузки. При появлении переднего торца проката под фотоиндикатором 17 блок 11 получает разрешение на отсчет числа срабатьгоаний датчика 5 реза. Время между первым и третьим резами отсчитьшается с помощью генератора .18 и запоминается. При уходе заднего торца проката 2 из-под фотоиндикатора 10 в блоке П начинает отсчитываться пауза до появления под этим фотоиндикатором переднего тор1да следующего проката. Если t t , то выдается команда электроприводу рольганга 19 на остановку, где t - эталонное время текущей адаптивной установки; t .- временной интервал между двумя смежными торцами проката. При tgitu раскат поступает в чистовую группу клетей без задержки.
Таким образом, устройство обеспечивает повышение точности прогноза начального рассогласования по адаптивному алгоритму равенства пауз в любом сечении непрерьшноРо. .стана. Обеспечивается также высокая точность второй и третьей коррекций скорости ножниц за счет обратной связи по равенству времен движения двух объектов к общему финишу с использованием линейных масштабов угла поворота валков выходной клети на предьщущем и текущем раскатах. Кроме этого обеспечивается адаптивная на
стройка стана на минимальный разрьш между заготовками.
Применение предлагаемого устройства автоматического управления летучими ножницами для резки передних концов проката на непрерывных заготовочных станах позволит стабилизировать переднюю обрезь, а следовательно, снизить потери годного проката, а также повысить производительность станов. Этим обуславливается эффективность использования
устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1988 |
|
SU1637963A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ горячей прокатки полос | 1984 |
|
SU1176981A1 |
| Участок порезки и уборки проката сортового прокатного стана | 1982 |
|
SU1018732A1 |
| Система автоматического управления ножницами для обрезания концов проката | 1975 |
|
SU604636A1 |
| Устройство для автоматическойАдАпТиВНОй блОКиРОВКи НЕпРЕРыВНОгОМНОгОКлЕТьЕВОгО пРОКАТНОгО СТАНАпРи "зАбОЕ" пРОКАТА B КлЕТяХ | 1979 |
|
SU801920A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Устройство для управления летучимиНОжНицАМи | 1974 |
|
SU844089A1 |
t
Составитель-В. Стоколов Редактор А. Сабо Техред В.Кадар Корректор А. Ференц
Заказ 2403/10 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое првд{1рнятие, г. Ужгород, ул. Проектная, 4
| Система автоматического управления ножницами для обрезания концов проката | 1975 |
|
SU604636A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
