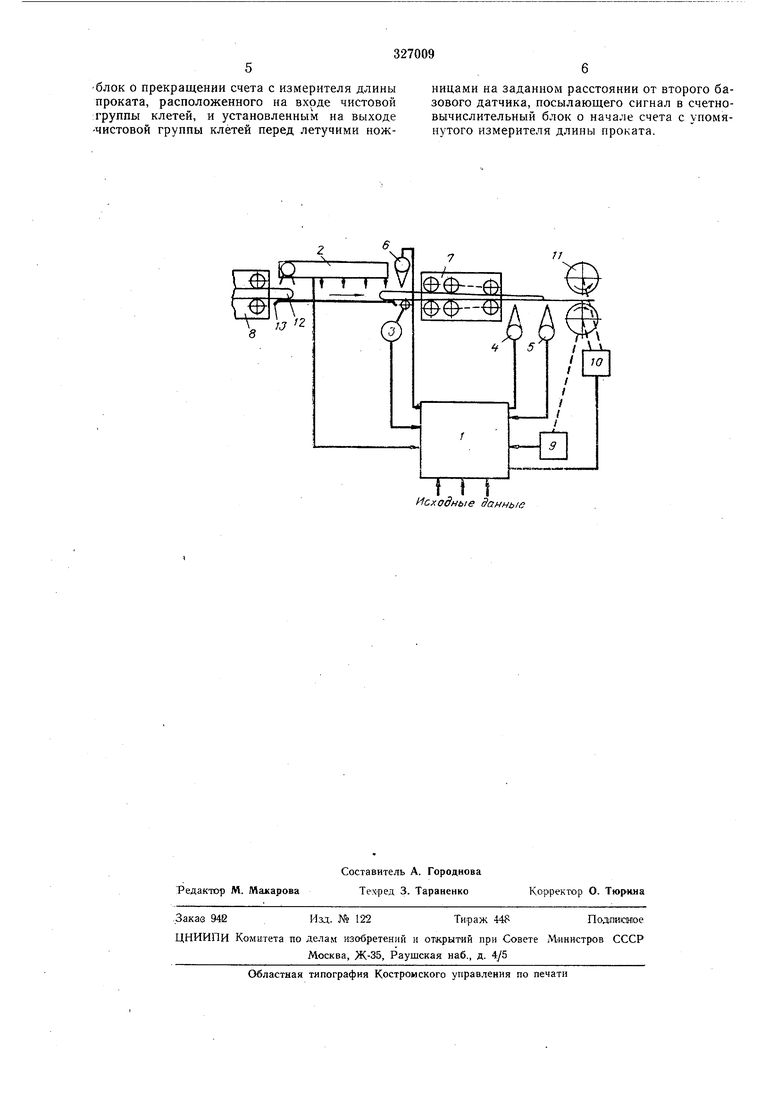
Изо.б|р,етение отиооится « области прокатного 1П;р,о.изводстВа, ;В частиости .к yiCTipoftCTBy, шреднаэначвниому для уп1ра.вления летуч1И,м,н но;Ж1НИцам« nipoKa-nHbiK стадав для безотходной 1р€31ки Проката на заготовки. Известны устройства к дрокатному стаиу для безотходной /резки nip оката «а заготовки летучими иожййцами, содержащие счетно.-вычислителыный блок, подающий ситн.ал гна управление следящ.им пр.ив.одол1 летучих ножниц, два базовых датчика, оди,н из которых установлен 1на (Входе, а вто)ро,й -на выходе чистовой .Г|руп1пы клетей, посылающих сигналы о наличии мате|риала IB счетно-вычислительный бло1К, /подающий сигн-ал на управление следяЩИ.М приводом летучих ложни-ц, и измерителя ,ны проката, одии из -котарых устаиавЛ6Н на входе чистовой ripyininbi клетей. Извест1ные устройства определяют коэффициент вытяжки проката с помощью «змер.ителей ддины, ,уста(Н01Вленных на входе и выходе группы клетей. В этом случае.предъявляются высокие требавания к точности юз мерений, которые трудно получить в условиях nipOKHTното прои/зводства. Целью изобретения является упрощение счет.йо-1вычи слителыного блока и ловыщение T04iHOCTiH раскроя. ичилы, обратной коэффициенту вытяжки металла -тг- и введением обратной связи между резами по разнице между расчетным и действительным значением длины проката на входе клетей, уходящей iHa отрезае.мую заготовку. Для этого в предложенном у1СТ1ройств-е на выходе :1гз черновой груплы Клетей установлен второй измеритель .проката, задающий в счетно-вычислительный блок )3|На:чен.ие длины лроката, измеренной до входа в чистовую грулпу ,клетей; ,уст1рой;ство ана1бжено Т1ретьим базовым датчико-м, -посылающим сигнал в счетно-вычислительный блок о прекраще ИИ счета с изаге/рителя длимы проката, расположенного на входе чистовой группы клетей. Третий базовый датчик установлен на вы.ходе чистовой пр/уппы .клетей перед летуч.ими вох ннцам/и яа заданном расстоянии от второго базового датчика, посылающего 1оипнал IB счетновыч.ислитель1ный блок о начале счета с упомянутого измерителя длины проката, расположенного на входе чистовой группы клетей. На чертеже (Показано (предлоЛСенйое .устройство. Уст|ройство содержит счетно-вычислительный бло.к 1, измерители 2 .и 3 длины и ба зовые датчики 4, 5 и 6.
длины 1П|роката, поступающего в чистовую груплу 7 клетей, и устаиовлен на выходе черно аой пруп1пы 8 .клетей.
Бааозые датЧ|И1ки 4 IH 5 установлены за чистовой лруппой клетей .и .расположены один от н-01сительно другого ,на базо1В01М /расстоянии, раелом 2 ма оштабных едкниц (.имер милЛ1Имет1ро.в), где п - число заготОВок, (которое .может быть выкроено мз пр|оката..
Оларащии ло вычи-слеиию ipaiCKip,o-ftHoro плана выполняются счетно-вычмслителыным..блохо.м, в который авод|ится И1нфо рмаЦ.ия ю «аличии металла с датчика 6, отступают сигналы с базовых датч,иков 4 и 5, датчика 9 схождения , 1изме.р.ителя 3 длинь, а также вводится длина шро.ката, измеренная до входа в чистовую группу Клетей с ломощью измерителя 2 дл.ины .и (Исходные да1Н|Ные на п.црезку, длина заготовки /„„н , / максИ ГМ Прокаты1ваем,аго лрофиля. Счетно-:Выч.Н|Слителыный блок .ми.рует команду .на блак уш/равлеаня шожнй.цами в виде замыкания .оп;р-еделенных контактов .в тахометрической схеме 10 управления летучими ножницами И.
У:СТ,рой)ство работает следующие -образол.
П|ро,катываемая заготовка (прокат)-72 лосле прокатки в черно.вой группе клетей поступает на тр-адаспортирующее .ойст|во 13, где с помощью И3(мерит;еля 2 дл.илы измеряется длина заготовки LO после прокатки в черновой грунпе клетей. По мере постулления .пр.оката в чистовую группу клетей от леред.него конца проката срабатывает датчик 6, и длина LO вводится в счетно-вычислительный блок. Заготовка п/р.окатььвается в чнстоаой гр,у:пле .клетей н поступает .в зону действия |баз.ово:го датчика 4.
В момент сра баты1вания ба;зового датчика 4 от пе,реднего коаца лроката запускаетюя схема счета пфемеще-ния проката с изме1р,ителя 5 длины, Который выдает последовательно импульсы через определенные интервалы лереметцен№я дро.ката, «атиример через 1 мм.
Число импульсов подсчитывается счетно-вычислнтельным блоком. В момент срабатывания базового датчика 5 счет импульсов прекращается. С этого момента начинает вычисляться раскройный план.
1.Определяется величина, обратная коэффициенту вытяжки:
А.
поскольку 7Г / , где: л -суммарное
число импульсов, насчитанное с измерителя 3 длины за время между срабатыванием базовых датчиков 4 и 5 (в двоичном коде), 5 - база, расстояние между датчиками 4 к 5, равное
2 масштабных единиц, то -г-г- определяется
сдвигом А на п разрядов.
2.Определяется число заготовок длиной / макс- которое может быть выкроено:
где: LO - длина заготовки до проката в чистовой группе клетей;
0(л4-1) /м;
о /,, , о а,, t макс 77
3. Определяется расчетное значение длины заготовки, приведенное ко входу стана, для безотходной порезки
Ь
п+
I рь в дальнейшем используется для контроля правильности порезки и корректировки с помощью обратной связи.
4. В момент первого схождения ножей летучих ножниц после сигнала с датчика 5 подается команда на управление летучими ножницами ZP /макс-/j5 r -/Сер- 1де Zp -управляющее воздействие на блок управления летучими
ножницами, /Сер-приблизительное значение коэффициента вытяжки для прокатываемого профиля.
/Сс| задается для каждого профиля, прокатываемого на стане, и вводится оператором
вместе с исходными данными на порезку. /Сер выбрано удобным для замены операции умножения сложением со сдвигами множимого.
5. В моменты между резами ведется измерение длины заготовки, задаваемой в стан, с
помощью измерителя 3 длины. Начиная со второго реза по разнице между /,,.r и действительно измеренным значением длины вводится коррекция на управление летучими ножницами. Вводимая таким образом обратная связь позволяет вывести ножницы на отрезание расчитанного значения длины, при котором порезка будет безотходной.
Коррекция прекращается при про.хождении концом проката линии визирования датчика 6.
В результате применения предложенного устройства сокращаются отходы металла в брак.
Предмет изобретения
Устройство к прокатному стану для безотходной резки проката на заготовки летучими ножницами, содержащее счетно-вычислительный блок, два измерителя длины проката, один из которых установлен, на входе чистовой группы клетей, два базовых датчика, один из которых установлен на входе, а второй - на выходе чистовой группы клетей, посылающих сигнал о наличии материала в счетно-вычислиf U ,о
тельный блок, подающий сигнал на управление следящим приводом летучих ножниц, отличающееся, тем, что, с целью повьинения точности раскроя и упрощения счетно-вычислительного блока, второй нзмеритель длины проката, задающий в счетно-вычислительный блок значение длины проката, измеренной до входа в чистовую группу клетей, установлен на выходе из черновой группы клетей, а устройство снабжено третьим базовым датчиком, по-блок о прекращении счета с измерителя длины проката, расположенного на входе чистовой группы клетей, и установленным на выходе -чистовой группы клетей перед летучими ножницами на заданном расстоянии от второго базового датчика, посылающего сигнал в счетновычислительный блок о начале счета с упомянутого измерителя длины проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
11 1
Исходные даннь/G
