Изобретение относится к диффузионной сварке телескопических соединений и может быть использовано в различных от раслях промышленности, где применяются телескопические биметаллические конструкции.
Целью изобретения является расширение номенклатуры свариваемых труб и повышение качества соединения.
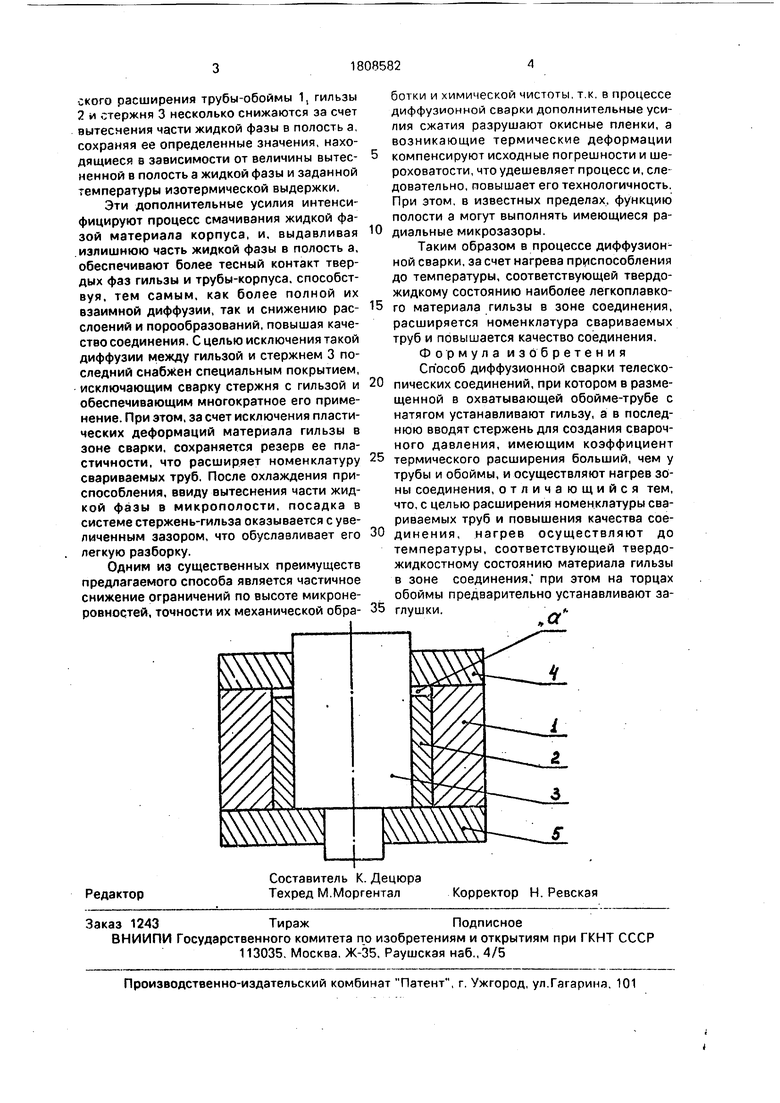
На чертеже показано предлагаемое соединение в сборе с приспособлением для диффузионной сварки, состоящим из трубы- обоймы 1, гильзы 2, металлического стержня со специальным покрытием 3 и технологическими заглушками 4 и 5.
По данному способу биметаллическое телескопическое соединение изготавливают в следующей последовательности:
- устанавливают в трубе-обойме 1 с натягом гильзу 2;
- в отверстие гильзы 2 вставляют с незначительным радиальным зазором-натягом металлический стержень 3 и закрепляют его с обеих сторон технологическими заглушками 4 и 5.
- нагревают зону соединения до температуры твердо-жидкого состояния гильзы и производят изотермическую выдержку при температуре диффузионной сварки;
- охлаждают зону соединения (на воздухе, в масле и т.п.);
- разбирают приспособление;
- производят (при необходимости) отпуск телескопической конструкции;
- механически обрабатывают до необходимых размеров биметаллическую заготовку.
В процессе нагрева зоны соединения, за счет термического расширения составляющих ее частей происходит сначала выбор зазоров, а в последующем рост натягов, сопровождающийся увеличением радиальных усилий, Так как внутренняя часть приспособления в своем объеме, за исключением .. незначительной микрополости а, полностью заполнена металлом, то при достижении температуры твердо-жидкого состояния гильзы 2 и ее дальнейшем росте до величины, при которой осуществляется диффузионная сварка, сжимающие усилия между свариваемыми поверхностями от термического расширения трубы-обоймы 1, гильзы 2 и стержня 3 несколько снижаются за счет вытеснения части жидкой фазы в полость а, сохраняя ее определенные значения, находящиеся в зависимости от величины вытесненной в полость а жидкой фазы и заданной температуры изотермической выдержки.
Эти дополнительные усилия интенсифицируют процесс смачивания жидкой фазой материала корпуса, и, выдавливая .излишнюю часть жидкой фазы в полость а, обеспечивают более тесный контакт твердых фаз гильзы и трубы-корпуса, способствуя, тем самым, как более полной их взаимной диффузии, так и снижению расслоений и порообразовании, повышая качество соединения. С целью исключения такой диффузии между гильзой и стержнем 3 последний снабжен специальным покрытием, исключающим сварку стержня с гильзой и обеспечивающим многократное его применение. При этом, за счет исключения пластических деформаций материала гильзы в зоне сварки, сохраняется резерв ее пластичности, что расширяет номенклатуру свариваемых труб. После охлаждения приспособления, ввиду вытеснения части жидкой фазы в микрополости, посадка в системе стержень-гильза оказывается с увеличенным зазором, что обуславливает его легкую разборку.
Одним из существенных преимуществ предлагаемого способа является частичное снижение ограничений по высоте микронеровностей, точности их механической обра0
5
0
5
0
5
ботки и химической чистоты, т.к. в процессе диффузионной сварки дополнительные усилия сжатия разрушают окисные пленки, а возникающие термические деформации компенсируют исходные погрешности и шероховатости, что удешевляет процесс и, следовательно, повышает его технологичность. При этом, в известных пределах, функцию полости а могут выполнять имеющиеся радиальные микрозазоры.
Таким образом в процессе диффузионной сварки, за счет нагрева приспособления до температуры, соответствующей твердо- жидкому состоянию наиболее легкоплавкого материала гильзы в зоне соединения, расширяется номенклатура свариваемых труб и повышается качество соединения. Формула изобретения Способ диффузионной сварки телескопических соединений, при котором в размещенной в охватывающей обойме-трубе с натягом устанавливают гильзу, а в последнюю вводят стержень для создания сварочного давления, имеющим коэффициент термического расширения больший, чем у трубы и обоймы, и осуществляют нагрев зоны соединения, отличающийся тем, что, с целью расширения номенклатуры свариваемых труб и повышения качества соединения, нагрев осуществляют до температуры, соответствующей твердо- жидкостному состоянию материала гильзы в зоне соединения, при этом на торцах обоймы предварительно устанавливают заглушки.«.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических труб диффузионной сваркой | 1987 |
|
SU1493425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| Устройство для сварки пластмассовых труб | 1988 |
|
SU1578016A1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ "ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ" | 2023 |
|
RU2802246C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| Способ изготовления никель-молибденовой биметаллической ленты | 1990 |
|
SU1784424A1 |
Использование: различные области машиностроения, где используются телескопические биметаллические конструкции. Сущность изобретения: в отверстии установленной в трубе гильзы размещают металлический цилиндрический стержень с КТР большим, чем у трубы и гильзы. При нагреве до температуры твердо-жидкостного состояния гильзы обеспечиваются дополнительные сжимающие усилия между свариваемыми поверхностями. При этом стержень имеет защитное термостойкое покрытие, исключающее его сварку с гильзой и обеспечивающее многократное применение стержня. 1 ил.
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТЕЛЕСКОПИЧЕСКИХ СОЕДИНЕНИЙ |
