Изобретение относится к машиностроению и может быть использовано для образования антифрикционных по- .верхностей трения методами поверхностного пластического деформирования (Ш1Д).
Целью изобретения является повышение качества за счет повьпиения маслозмкости поверхности трения и . повьш1ение производительности обработки таких- поверхностей.
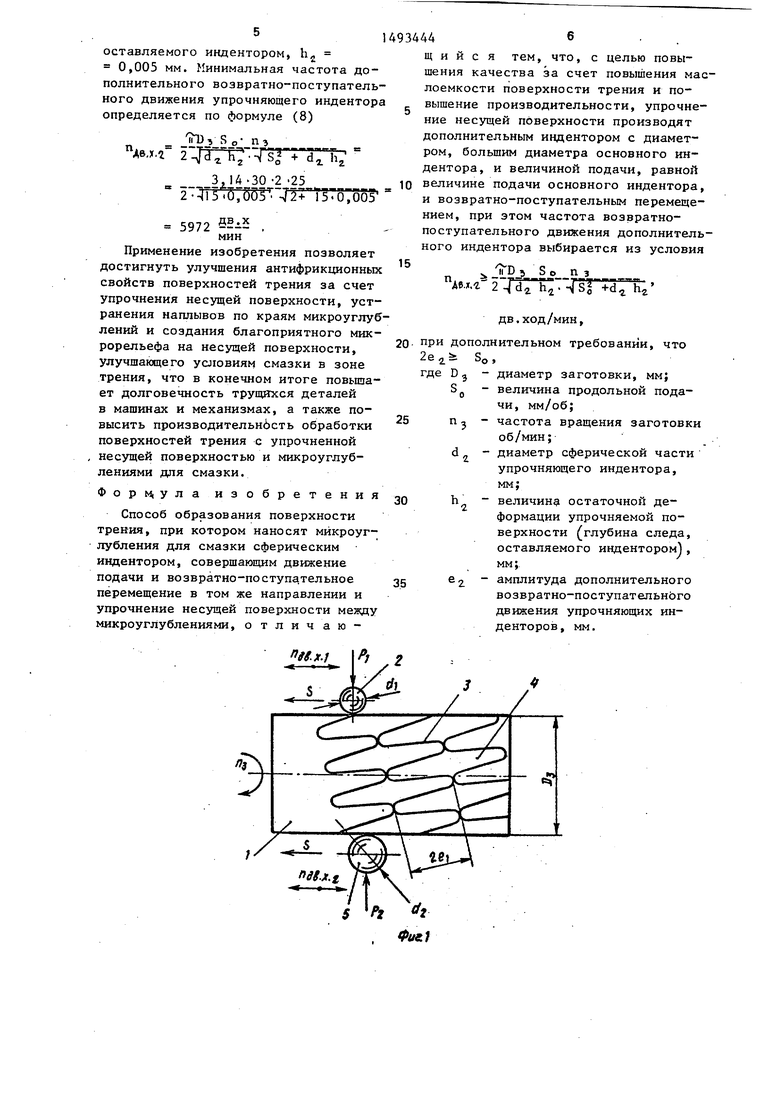
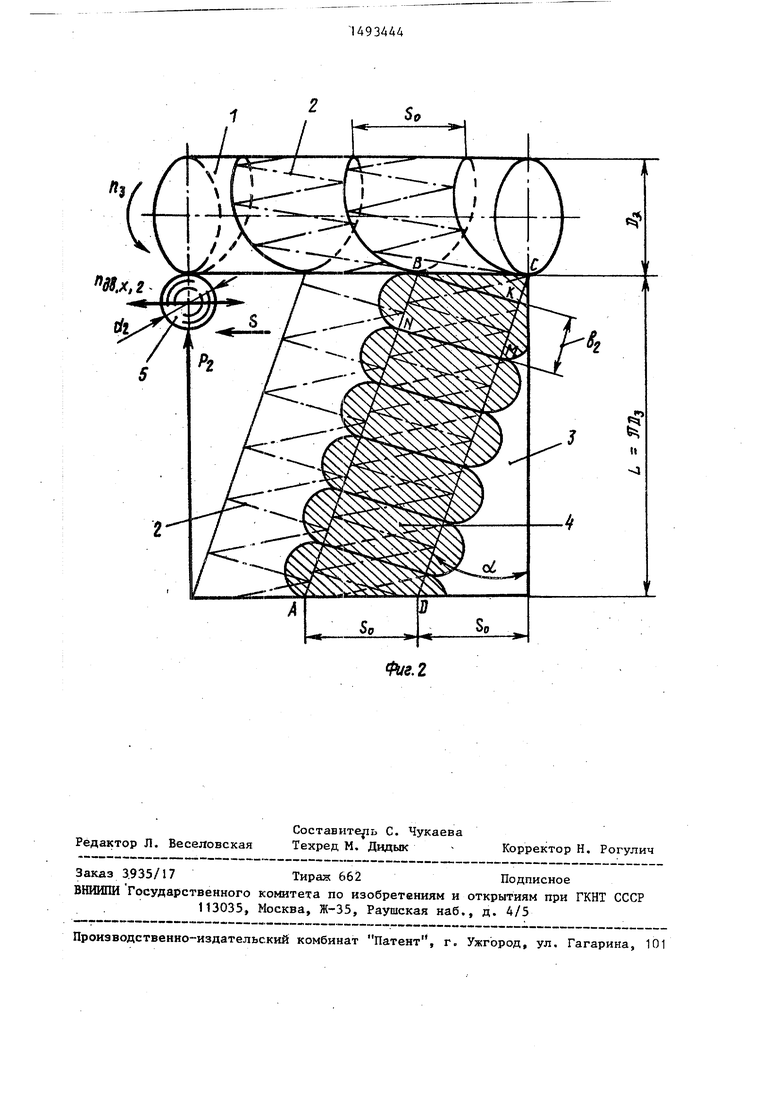
На фиг.1 показана схема осуществления способа; на фиг.2 - схема несущей поверхности.
Способ осуществляется следующим образом.
Заготовка 1 вращается с частотой п-. Индентор 2 совершает основное движение с подачей S и дополнительное возвратно-поступательное движение в том же направлении с частотой п . g j . Индентор 2 воздействует на загсэтовку с усилием деформирования P,j и образует микроуглебления 3 в виде синусоидальной канавки с амплитудой, равной величине 6,. Участки несущей поверхности 4, расположенные между микроуглублениями, упрочняются за тот же переход индентором 5, диаметр dg которого больше, чем диаметр индентора 2. Упрочняющий Индентор 5 совершает основное дви
СО
со
4 4
жение с подачей S, равной величине подачи индентора 2, и дополнительное .возвратно-поступательное движение в том же направлении с частотой : дв х,а которая больше, чем частота возвратно-поступательного движения индентора 2, вследствие чего участки несущей поверхности 4 заглаживаются полностью.и на них не остается участков не подвергнутых наклепу. Усилие деформирования Р,, обеспечиваемое индентором 5, выбирается таким, чтобы упрочнить несущую поверхность удалить наплывы по краям микроугпуб- лений 3 и сохранить на поверхности заготовки микроуглубления 3. Практическая реализация способа возможна с помощью виброголовки, устанавливаемой на токарном станке и имеющей несколько раздельных приводов для осуществления дополнительного возвратно-поступательного движения инден- торов.
Упрочнение всей несущей поверхности при данной схеме обработки может быть осуществлено, (гсЛи выполняются следующие условия:
2е, So
WЛ i Wo
(1) (2)
де е,
W;
W,
амплитуда дополнительного возвратно-поступательного движения упрочняющего индентора, мм;
подача за оди.н оборот заготовки упрочняющего индентора, мм;
площадь участка плоскости развертки . (BKMN), упрочненного за половину одного двойного хода инденто- ta,
число двойных ходов упрс14- няющего индентора, совершаемых за один оборот за- готовки;
площадь части поверхности заготовки, упрочняемой за .один оборат заготовки, без учета криволинейных сегментов (площадь параллелограмма ABCD), мм.
BA&I -Z
(3)
где п
Дб.х.й
- частота дополнительного возвратн&-поступательного движения индентора, дв.х/мин;
частота вращения заготовки, об/мин.
Очевидно, что
We W
3
7 D
(4) (5)
где 1
длина траектории хода индентора (ВК) при его движении в одном направлении, мм;
ширина следа, оставляемого упрочняющим индентором (ширина микроканавки.), мм,
(6)
где d.
диаметр сферической части
упрочняющего индентора, мм; h - величина остаточной деформации упрочняемой поверхности (глубина следа остав-. ляемого индентором),.мм. Величиной угласт (фиг.2) можно пренебречь ввиду его малости, тогда из ДВСК
(bi/ 2
(7)
35
При подстановке выражений (3) (7) в условие (2) находят минимально допустимое значение
40
п
I ffiff-f iK-, j-L---J iN -« .«
AB.X.- + d hj
S2i5 мин
(8)
D
Пример. Ha валу диаметром a 30 мм создаются никроуглубле- ния вибронакатыванием шариком диаметром d 3 мм с подачей мм/об и амплитудой дополнительного возвратно-поступательного движения е . 1 мм. Частота вращения заготовки Пд 25 об/мин. Упрочнение несущей поверхности и удаление наплывов по краям микроуглублений производят вторым индентором за этот же переход. Диаметр упрочняющего индентора d 15 мм, амплитуда дополнительного возвратно-поступательного движения Sij. So/2 г .1. мм, глубина следа,
/f.jr.f
-«
Лз
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2666396C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| Способ обработки поверхности трения | 1987 |
|
SU1521569A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| Способ поверхностного пластического деформирования | 2019 |
|
RU2707844C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Поверхность трения | 1987 |
|
SU1505800A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2019 |
|
RU2727415C1 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
Изобретение относится к машиностроению и может быть использовано для образования антифрикционных поверхностей трения методами поверхностного пластического деформирования. Цель изобретения - повышение качества за счет повышения маслоемкости поверхности трения и производительности обработки. Индентору наряду с основным движением в направлении подачи, придается дополнительное возвратно-поступательное движение. Создание микроуглублений и упрочнение несущей поверхности производят инденторами методами поверхностного пластического деформирования. Последние имеют равные величины скоростей основного движения в направлении подачи, но разные частоты дополнительного возвратно-поступательного движения, совершаемого в том же направлении. Минимально допустимая частота возвратно-поступательного движения дополнительного индентора, упрочняющего несущую поверхность, определяется соответствующим математическим выражением, приведенным в тексте описания. 2 ил.
Й/г.г
| Способ упрочнения поверхности металлических деталей | 1976 |
|
SU621556A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
