,
Г .1-V -
L-- / 31 - - .1-
V у ; V-t -- /
- -ТЬ - Р - Ч--- --3il .-
-//
5
V
(Л
4:
;О
СО
4:
05 О5
,А
,
Г .1-V -
- - .1-
: ; V-t -- /
V
Изобретение относится к оборудованию для облицовывания кромок по периметру щитов различной конфигурации: круглых, непрямолинейных, а также прямоугольных С закругленными углами - и может быть использовано в мебельной и деревообрабатывающей промышленности.
Цель изобретения - расширение техно- Ьогических возможностей и повышение ка- Цества облицовывания.
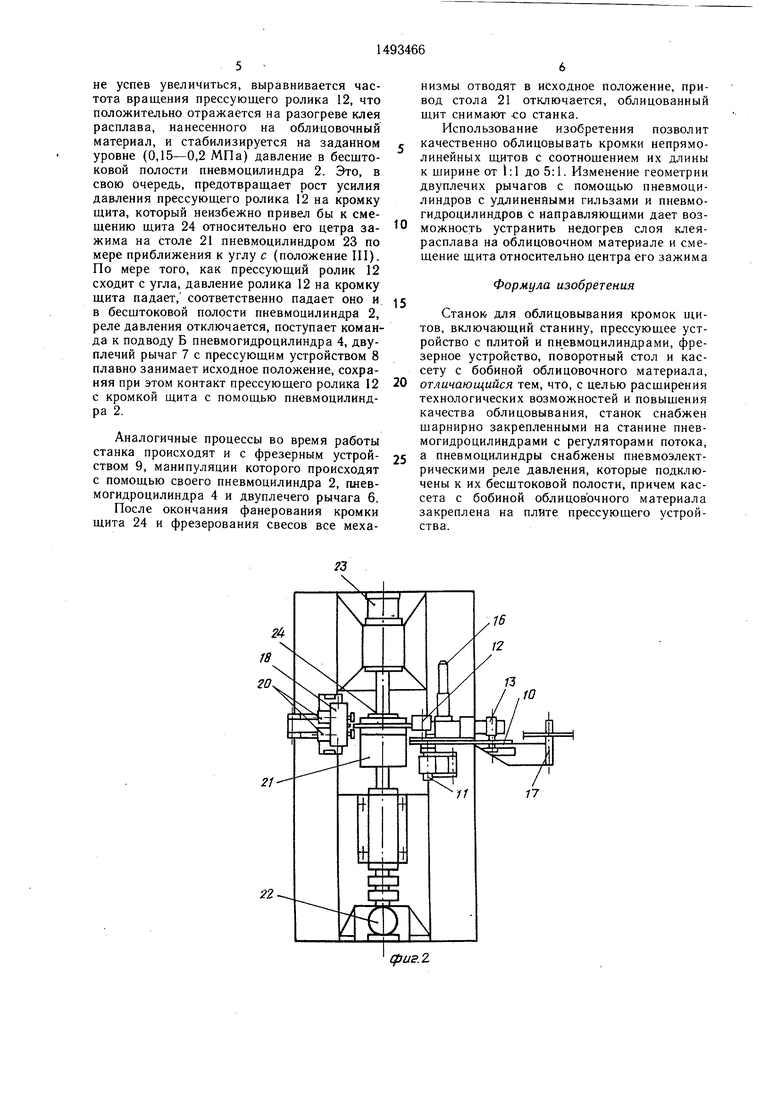
j На фиг. 1 изображен станок, вид сверху; Иа фиг. 2 - то же, вид спереди; на фиг. 3 - Ьневмогидроцилиндр с направляющими. ; Станок для облицовывания кромок щи- гов состоит из станины 1, на которой шар- 1нирно закреплены пневмоцилиндры 2 с удли- ненными гильзами, а также направляющие |втулки 3 и пневмогидроцилиндры 4 с на- |правляющими 5, в которых зафиксированы 1оси двуплечих рычагов 6 и 7. К торцам боль- |щих плеч рычагов 7 и 6 шарнирно прикреп- лены прессущее устройство 8 и фрезерное {устройство 9, а к торцам меньших плеч - Iпневмоцилиндры 2.
I Прессующее устройство 8 состоит из пли- |ты 10, свободно вращающейся вокруг своей оси 11, прикрепленной к торцу двуплечего рычага 7. На плите 10 установлены прессующий 12 и подающие 13 ролики, направляющая 14, пневмоножницы 15, нагреватель 16 воздуха и кассета с бобиной 17, на которую укладывают рулонный облицовочный материал с предварительно нанесенным слоем клея-расплава.
Фрезерное устройство 9 состоит из рамки 18, свободно вращающейся вокруг оси 19, также прикрепленной к торцу двуплечего рычага 6. К рамке 18 с помощью пластинчатых пружин прикреплены фрезерные головки 20.
На станине 1 закреплен поворотный стол 21 с электроприводом 22 и пневмоцилиндр 23 зажима щитов, с помощью которых сообщается вращение по часовой стрелке обли- цовываепому щиту 24.
Пневмоцилиндр 4 (фиг. 3) состоит из двух отдельных соединенных общим щто- ком 25 цилиндров: пневматического, сообщенного подводами А и Б с пневмораспре- делителем, и гидравлического, заполненного маслом через заливные горловины 26. Што- ковая и бесщтоковая полости гидроцилиндра сообщены общим трубопроводом, который подключен к регулятору 27 потока для плавности хода штока 25 и направляющих 5, а также перемещения в процессе работы двуплечих рычагов 6 и 7.
Станок работает следующим образом.
Свободный конец рулонного облицовочного материала с предварительно нанесенным слоем клея-расплава из бобины 17 подают мимо роликов 13 по направляющей 14 до пневмоножниц 15, предварительно включив нагреватель 16 воздуха (с помощью
пневмоцилиндра 23 зажимают щит 24, предварительно установленный на столе 21). Затем вручную подводят до соприкосновения с кромкой щита 24 прессующий 12 и подающие 31 ролики, установленные на прессующем устройстве 8. Автоматически пневмо- цилиндром 2 через двуплечий рычаг 7 прижимают ролики 12 и 13 к кромке и включают электропривод 22 поворотного стола 21. С началом вращения щита 24 начинает автоматически с помощью подающих роликов 13 подаваться к зоне контакта прессующего ролика 12 с кромкой щита облицовочный материал по направляющей 14.
Клей-расплав, предварительно нанесенный на нелицевую сторону облицовочного материала, расплавляется. При этом, перемещаясь, облицовочный материал проходит мимо струи горячего воздуха, исходящего из сопла нагревателя 16 воздуха. В зоне контакта (прессования) прессующий ро0 лик 12 прижимает (прессует) облицовочный материал к кромке щита 24. Таким образом происходит облицовывание кромки.
В это же время автоматически с помощью своего пневмоцилиндра 2, а также двупле5 чего рычага 6, копиром 28 к кромке щита 24 прижимается фрезерное устройство 9, которое при подходе облицованной кромки снимает свесы облицовочного материала фрезерными головками 20.
Начальная стадия фанерования на фиг. 1
0 изображена положением 1 щита 24 и прессующего устройства 8. При этом начальное давление в бесщтоковой полости пневмоцилиндра 2 установлено 0,,2 МПа. При дальнейшем вращении стола 21 со щитом 24 частота вращения прессующего ролика 12,
5 сообщенная ему от контакта с кромкой вращающегося щита 24, по мере приближения его к углу с (положение I) постепенно растет от минимального значения в положении I к максимальному значению в положении И.
,, При этом возрастает скорость подачи облицовочного материала из бобины 17, а значит, ускоряется прохождение его мимо струи горячего воздуха, что может улучшить разогрев клея-расплава, а значит, и качество клеевого соединения с кромкой щита 24.
5 Однако в это же время начинает расти и давление в бесщтоковой полости пневмоцилиндра 2, так как возрастает давление кромки щита 24 на прессую.щий ролик 12 (положение II), на что реагирует пневмоэлектриче- ское реле давления, сообщающее команду
0 к подводу пневмогидроцилиндра 4 сжатого воздуха. Пневмогидроцилиндр по направляющим 5 плавно перемещает двуплечий рычаг 7 с прессующим устройством 8. Контакт прессующего 12 и подающего 13 роликов при этом постоянно поддерживается
5 за счет воздействия на короткое плечо двуплечего рычага 7 пневмоцилиндра 2.
Таким образом, с изменением геометрии двуплечего рычага в сторону его увеличения.
не успев увеличиться, выравнивается частота вращения прессующего ролика 12, что положительно отражается на разогреве клея расплава, нанесенного на облицовочный материал, и стабилизируется на заданном уровне (0,15-0,2 МП а) давление в бесщто- ковой полости пневмоцилиндра 2. Это, в свою очередь, предотвращает рост усилия давления прессующего ролика 12 на кромку щита, который неизбежно привел бы к смещению щита 24 относительно его цетра зажима на столе 21 пневмоцилиндром 23 по мере приближения к углу с (положение III). По мере того, как прессующий ролик 12 сходит с угла, давление ролика 12 на кромку щита падает, соответственно падает оно и. в бесщтоковой полости пневмоцилиндра 2, реле давления отключается, поступает команда к подводу Б пневмогидроцилиндра 4, двуплечий рычаг 7 с прессующим устройством 8 плавно занимает исходное положение, сохраняя при этом контакт прессующего ролика 12 с кромкой щита с помощью пневмоцилиндра 2.
Аналогичные процессы во время работы станка происходят и с фрезерным устройством 9, манипуляции которого происходят с помощью своего пневмоцилиндра 2, анев- могидроцилиндра 4 и двуплечего рычага 6.
После окончания фанерования кромки щита 24 и фрезерования свесов все меха
низмы отводят в исходное положение, привод стола 21 отключается, облицованный щит снимают -со станка.
Использование изобретения позволит качественно облицовывать кромки непрямолинейных щитов с соотнощением их длины к ширине от 1:1 до 5:1. Изменение геометрии двуплечих рычагов с помощью пневмоци- линдров с удлиненными гильзами и пневмо- гидроцилиндров с направляющими дает возможность устранить недогрев слоя клея- расплава на облицовочном материале и смещение щита относительно центра его зажима
Формула изобретения
Станок для облицовывания кромок щитов, включающий станину, прессующее устройство с плитой и пневмоцилиндрами, фрезерное устройство, поворотный стол и кассету с бобиной облицовочного материала, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества облицовывания, станок снабжен щарнирно закрепленными на станине пнев- могидроцилиндрами с регуляторами потока, а пневмоцилиндры снабжены пневмоэлект- рическими реле давления, которые подключены к их бесщтоковой полости, причем кассета с бобиной облицовочного материала закреплена на плите прессующего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБЛИЦОВЫВАНИЯ КРОМОК ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2002 |
|
RU2229375C2 |
| Кромкооблицовывающий станок | 1986 |
|
SU1404345A1 |
| Комплексная деревообрабатывающая линия | 1956 |
|
SU107590A1 |
| Устройство для облицовывания щитовых деталей декоративным материалом | 1977 |
|
SU674932A1 |
| Центробежная ударная мельница | 1974 |
|
SU674788A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
| Устройство для облицовывания закругленных кромок и шпунтов на пластях мебельных щитов | 1986 |
|
SU1335458A1 |
| Способ облицовывания кромок щитовых деталей и устройство для его осуществления | 1988 |
|
SU1562140A1 |
| Линия для изготовления деревянных клееных конструкций | 1975 |
|
SU528200A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |

Изобретение относится к оборудованию для облицовывания кромок по периметру щитов и может быть использовано в мебельной и деревообрабатывающей промышленности.Цель изобретения - расширение технологических возможностей и повышение качества облицовывания. Станок включает станину 1, к которой крепятся пневмоцилиндры 2, направляющие втулки 3 и пневмогидроцилиндры 4. Станок содержит прессующее 8 и фрезерное 9 устройства, поворотный шток, пневмоцилиндр зажима щитков. Облицовываемый щит укладывается на поворотный стол, прижимается к нему, подается из бобины 17 облицовочный материал, который проходит мимо роликов 13 до пневмоножниц 15. Щит облицовывается при участии пневмоцилиндра 2, после облицовывания происходит снятие с весов облицовочного материала фрезерным устройством 9. 3 ил.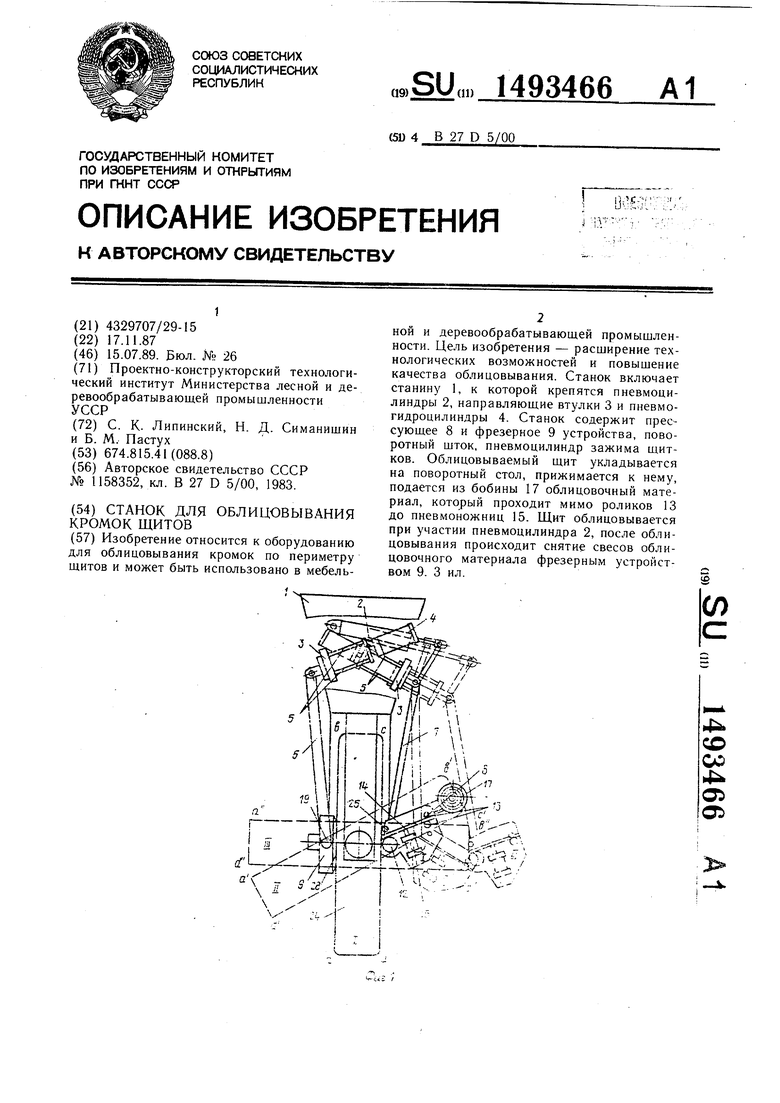
фиг.2.
ftp e ffe/jame/f/t
Фиг.Ъ
| Авторское свидетельство СССР № 1158352, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
