Известны устройства для холодной и горячей накатки различных профилей шлицевых валов с применением роликов.
Отличительная особенность описываемого устройства состоит в том, что оно оборудовано вертикально расположенными клиньями, обеспечивающими радиальную настройку роликов, возврат изделия из зоны, обработки с отводом роликов с обоймами в радиальном направлении и освобождение изделия от давления упругих деформаций посредством регулируемых толкателей.
Устройство такой конструкции обеспечивает компенсацию возможных неточностей изготовляемых деталей.
Кроме того, в описываемом устройстве применены регулируемые в угловом направлении прокладки, компенсирующие неточность изготовления клиньев и угла наклона опорных плоскостей обойм, и индивидуальная регулировка устройства в тангенциальном направлении посредством двух плоских клиньев, расположенных в каждом пазу корпуса по обе стороны обоймы для компенсации возможных неточностей расположения пазов корпуса относительно оси изделия, пазов обойм, расположения профиля роликов, влияющих на точность расположения шлиц на валу.
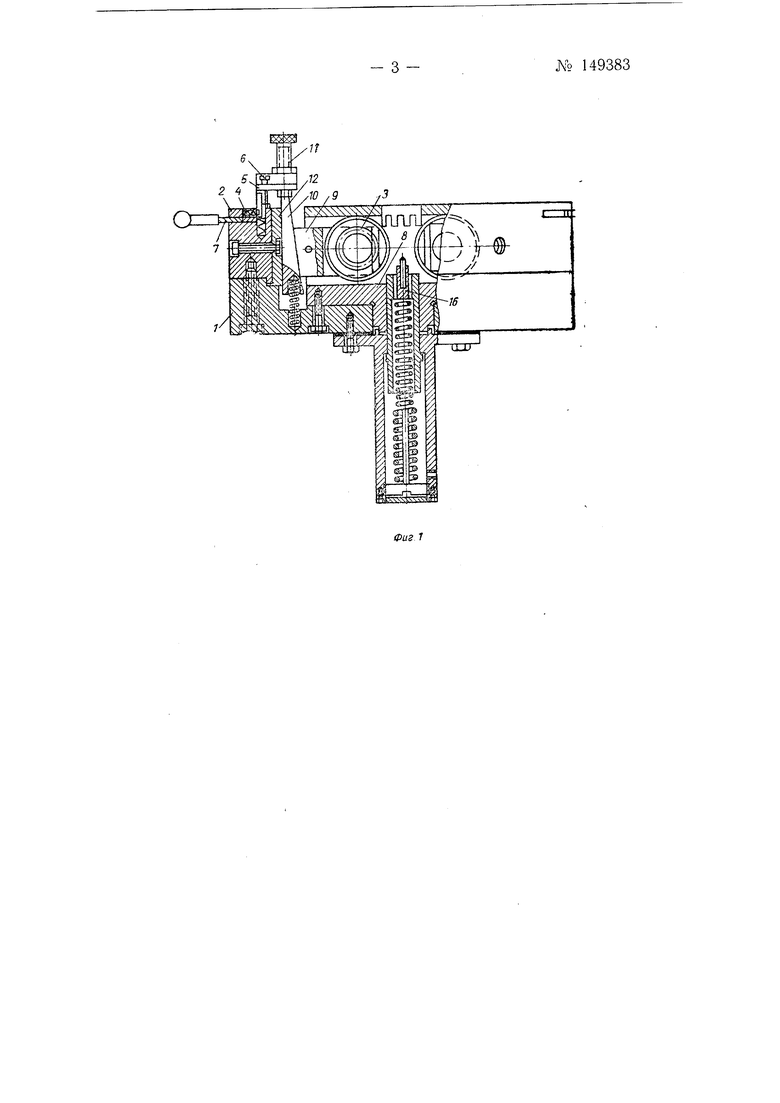
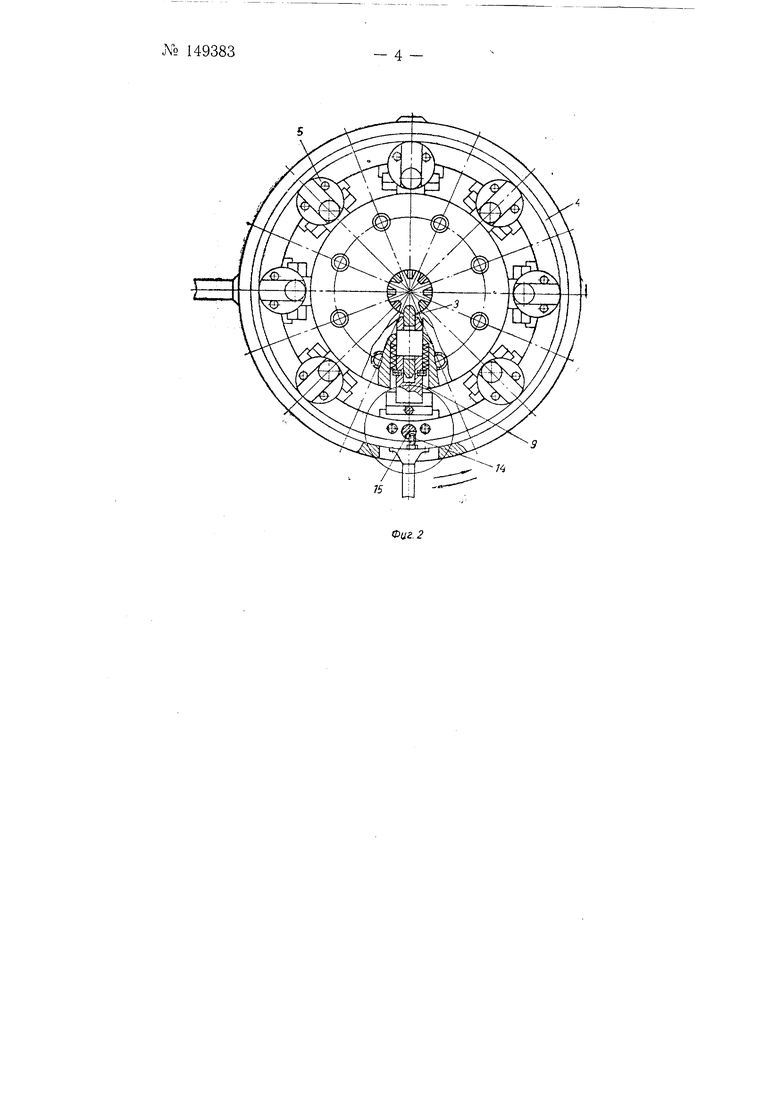
На фиг. 1 схематически изображено описываемое устройство, вид сбоку, в разрезе; на фиг. 2-то же, вид в плане; на фиг. 3-обойма с регулировочными клиньями.
На нижнем основании 7 устанавливается наружный обод 2, воспринимающий радиальные давления металла на ролики 3. На наружном торце обода в круговом пазу вставлено кольцо 4. Кроме того, на верхнем, торце обода имеются гнезда для регулировочных сапожков 5 и отверстия для установочных винтов 6. С наружной стороны обода профре№ 149383- 2 зерованы четыре паза для с)хариков 7, удерживающих кольцо от подъема под действием пружин регулировочных сапожков. На нижнем основании устанавливается также корпус 8, в котором выполнены прямоугольные пазы для подпружиненных обойм 9 с роликами 3. Обоймы своими торцовыми поверхностями упираются в вертикально расположенные подпружИненные клинья 10, которые регулируются по высоте посредством толкателей //. Клинья 10 своими основаниями упираются в регулируемые в угловом направлении подкладки /2, что -обеспечивает компепсацию неточности изготовления клиньев. Регулировка роликов в тангенциальном направлении осуществляется плоскими клиньями 13, устанавливаемыми с обеих сторон каждой обоймы. Эти клинья обеспечивают перемещение обоймы с роликами в угловом- направлении, что обеспечивает необходимую точность расположения щлиц.
Предварительно по образцу, имеющему наружный диаметр, равный внутреннему диаметру шлицевого вала, устанавливаются ролики, обоймы которых фиксируются клиньями и регулировочными винтами. Между радиально установленными роликами прессом проталкивают заготовку вала (на чертеже не показано). После накатки вал удерживается между роликами силами упругости металла. Отвод роликов с обоймами от прокатанной детали осуществляется опусканием клиньев посредством регулируемых толкателей. В разведенном положении ролики удерживаются подпружиненными фиксаторами 14 клиньев, взаимодействующими со скосами 15 сапожков. Извлекается вал из устройства выталкивателем 16. При повороте кольца 4 фиксаторы выходят из сапожка, позволяя клиньям занять исходное положение.
Предлагаемое устройство может найти применение для холодной и горячей накатки различных профилей шлицевых валов.
Предмет изобретения
1.Устройство для холодной и горячей накатки различных профилей цглицевых валов путем проталкивания -заготовки через вращаемые радиально расположенные ролики, отличающееся тем, что, с целью компенсации возможных неточностей изготовляемых деталей, оно снабжено вертикально расположенными клиньями для индивидуальной регулировки роликов в радиальном направлении от оси изделия, возврата его из зоны обработки с отводом роликов с обоймами в радиальном направлении от прокатываемого изделия и освобождения его от давления упругих деформаций -при помощи регулируемых толкателей и вертргкальных клиньев.
2.Устройство по п. 1, от л и ч а ю щ еес я тем, что для компенсации возможной неточности изготовления клиньев и угла наклона опорных плоскостей обойм применены регулируемые в угловом направ.лении подкладки.
3.Устройство по пп. 1,2, отличающееся тем, что для компенсации возможных неточностей расположения пазов корпуса относительно оси изделия, пазов обойм, расположения профиля роликов, влияющих на точность расположения шлицев на валу, применена индивидуальная регулировка устройства в угловом (тангенциальном) направлении при помощи двух плоских клиньев, расположенных в каждом пазу корпуса по обе стороны обоймы.
74

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Фреза для особо тонкой обработки | 1979 |
|
SU958041A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2729271C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЕТАЛЕЙ | 1989 |
|
RU2041759C1 |
| УСТРОЙСТВО для НАКАТКИ ПРОФИЛЕЙ | 1973 |
|
SU380384A1 |
| ОПОРНЫЙ УЗЕЛ ПОГРУЖНОЙ ОДНОВИНТОВОЙ НАСОСНОЙ УСТАНОВКИ | 2008 |
|
RU2375604C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2728135C1 |
| Устройство для выдавливания резьбы на полых изделиях | 1985 |
|
SU1311824A1 |