X)
ел

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Динамометрическая оправка | 1990 |
|
SU1830303A1 |
| Сборное комбинированное сверло | 1990 |
|
SU1808509A1 |
| Способ нарезания винтовых канавок на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2019 |
|
RU2760768C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Резцовая головка | 1986 |
|
SU1496934A1 |
| ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2120358C1 |

Изобретение относится к механической обработке материалов резанием с неравномерными припусками и может быть использовано для оснащения универсальных и специализированных токарных и карусельных станков. Цель изобретения - повышение производительности механической обработки и стойкости инструмента путем снижения напряжений в твердом сплаве режущего элемента при ударных нагрузках за счет увеличения по времени нагружения режущего элемента и за счет обеспечения малого поворота резцового блока вокруг жесткого короткого выступа корпуса оправки с отходом режущего элемента из-под корня стружки. На корпусе 1 оправки выполнены два выступа: короткий 6 и длинный 7, образующие продольный паз. Разность длин выступов 6 и 7 равна B. Продольные поверхности M и N выступов 6 и 7 расположены на расстоянии H друг от друга, равном ширине продольного паза. Между торцовой поверхностью хвостовика 8 резцового блока 2 и поверхностно длинного выступа 7 образован зазор L. 6 ил.
Фиг. 2
3U95007
изобретение относится к механической обработке материалов резанием с неравномерными припусками и может быть использовано для оснащения универсальных и специализированных токарных и карусельных станков.
Цель изобретения - повьппение производительности механической обработки и стойкости инструмента путем сни- 10 величину & X и & Z во взаимно перпенжения напряжений в твердом сплаве режущего элемента при ударных нагрузь каХс
Поставленная цель достигается увеличением по времени нагружения режущего элемента за счет обеспечения малого поворота резцового блока вокруг жесткого короткого выступа корпуса оправки с отходом режущего элемента из-под корня стружки.
На фиг. представлена оправка в сборе, общий вид; на фиг.2 - схема крепления резцового блока в корпусе оправки; на фиГоЗ - схема поворота резцового блока под действием сил резания; на фиг.А и 5 - схемы определения условной оси поворота резцового блока; на фиг.6 - схема определения конструктивных соотношений соединения резцовый блок-корпус.
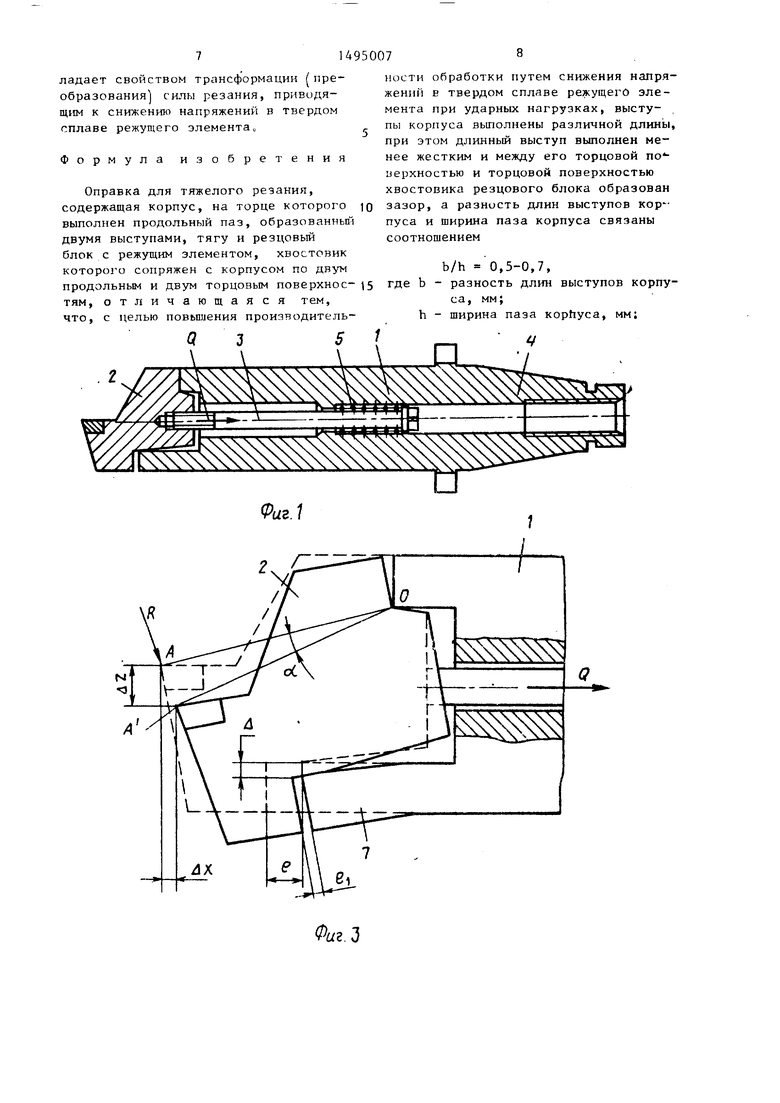
Оправка для тяжелого резания содержит корпус 1, резцовый блок 2 и продольную тягу Зо На одном конце корпуса 1 оправки имеется хвостовик А, Хвостовик А имеет посадочную поверхность, вьтолненную, например, в форме конуса 7:2А. На другом конце корпуса 1 с помощью продольной тяги 3 и пружины 5 усилием Q закреплен резцовый блок 2.
На корпусе 1 оправки вьтолнены два выступа: короткий 6 и длинный 7, образующие продольный паз. Разность длин выступов 6 и 7 корпуса 1 равна Ь. Продольные поверхности шип выступов 6 и 7 корпуса 1 расположены на расстоянии h друг от друга, равном ширине продольного паза. Резцо- рый блок 2 имеет хвостовик 8 и установлен в корпусе 1 оправки так, что между торцовой поверхностью хвостовика 8 резцового блока 2 и поверхность длинного выступа 7 корпуса 1 оправки образован зазор е.
При обработке заготовок с переменным припуском на резцовый блок 2, кроме силы закругления Q, воздействует сила р(;1ания R, непостоянная по
величине, в том числе и ударного характера. При этом происходит упругая деформация длинного выступа 7 корпуса 1 оправки на величину Д„ Резцовый блок 2 поворачивается вокруг ударной оси О на малый уголо о Вершина резцового блока 2 смещается из исходного положения А в положение А на
дикулярных плоскостях, зазор е уменьшается до величины е,„
Условная ось О поворота резцового блока 2 находится вблизи поверхности
г торца жесткого короткого выступа 6 корпуса 1 и определяется расположением площадок контакта короткого выступа 6 корпуса 1 оправки с соответствующими поверхностями резцового
блока 2. Если продольная поверхность U резцового блока 2 не контактирует с поверхностью m короткого выступа 6 корпуса 1 оправки (фиг,А), то условная ось поворота О совпадает с
ребром.короткого выступа 6 корпуса 1, образованным пересечением поверхностей гит. Если на коротком выступе 6 корпуса I выполнена фаска (фиг.5) то условная ось поворота О является
линией пересечения плоскостей нормальных к поверхностям г и га короткого выступа 6 корпуса 1, проходящих чег- рез их середины.
Под действием ударных нагрузок от силы резания R, составляющими которой являются Р и Р (фиг,7), на конце длинного выступа 7 корпуса 1 возникает нормальная реакция N, определяемая из уравнения моментов сил относительно условной оси поворота О по формуле
45
И
Pf а +gf i piihj
f-h -ь b
где а - расстояние от вершины А резцового блока 2 до поверхности торца короткого выступа 6 корпуса 1 оправки;
h( - расстояние от продольной по- т ерхности m короткого выступа 6 корпуса 1 оправки до основной плоскости Н;
f - коэффициент трения, f jj; Тсила трения между поверхностью и длинного выступа 7 корпуса 1 и поверхностью резцового блока 2,
Величина деформации длинного выступа 7 корпуса 1 оправки определяется как прогиб консольной балки
ЖГ
л
где 1 - длина консольной части длинного выступа 7 корпуса 1, мм;
Е модуль упругости материала 2.
корпуса 1, кг/мм I - момент инерции поперечного сечения длинного выступа 7 корпуса 1 в направлении оси 0, мм .
Малый угол ct поворота резцового блока 2 вычисляется по формуле
/
--- ,
Изменение зазора е на величину U е при повороте резцового блока 2 на малый угол оС определяется по формуле
Ле
-f.
(2.)
Смещение вершины резцового блока 2 из исходного положения А в положение определяется по формулам
h,
,1
ЛХ
(
Л2
-г- а.
При увеличении силы резания R происходит малый поворот резцового блока 2 относительно условной оси поворота О в направлении действия крутящего момента от силы резания R, а пр уменьшении силы резания R - поворот резцового блока 2 в обратном направлении за счет энергии упругой деформации длинного выстугта 7 корпуса 1 оправки. Таким образом, процесс прерывистого резания вызывает малые ко.- лебательные движения резцового блока 2 вокруг условной пси поворота О.
Эффективная трансформация (преобразование) ударных нагрузок от силы резания R достигается увеличением времени, т.е. плавности нагруже- ния режущего элемента и происходит при движении 1 лавной режущей кромки резцового блока 2 по траектории, расположенной угпом ( 0-20° к вектору окр -жноГт скорости резания V. Эта траектория обе С 1счивается расположением условис й оси поворота О резцового блока 2 в плоскости, проходящей через вершину А резцового блока 2 под углом ( к основной плоскости Н инструмента. Таким образом.
соотношение
hi
-- должно удовлетворять
3
te(
с в виду, что(
О - 0,35.
условию
JlL
а
или, имея
1}1 а
Максимальное значение зазора е определяется исходя из предельно допустимого значения изгибающей силы ГкП, зависящего от прочности длинного выступа 7 корпуса 1 оправки.
N
где G Hvl допустимые напряжения изгиба для материала корпуса 1 оправки, кг/м ;
W
- момент сопротивления по
перечного сечения длинного выступа 7 корпуса 1 оправки в направлении оси OZ, мм.
Подставив значение N в формулу (1), получим максимальный прогиб длинного выступа 7 корпуса 1 оправки
Wjl макс 3EI
Подставив U в формулу (2), получим выражение для максимально допустимого зазора е atic W-1
-моте
3EI
h
b
0
5
0
5
где ,5-0,7 (принято из условия обеспечения незаклинивания резцового блока 2).
В случае повышения расчетной величины нагрузок от силы резания R после выбора зазора е,ак(. в процессе поворота резцового блока 2 на поверхности S торца длинного выступа 7 корпуса 1 оправки возникает нормальная реакция N , препятствующая дальнейшему повороту резцового блока 2 и изгибу упругого длинного выступа 7 корпуса I оправки, что предохраняет его от поломок о
Используя оправки с возможностью малог О поворота резцового блока 2, рост напряжений в твердом сплаве его режущего элемента происходит медлеи- нее, чем при использовании жесткой оправки с жестким закреплением резцо7 вого блока. Таким образом, оправка с возможностью поворота резцового блока 2 об-
Раг.
Фиг.
.
Фиг. 5
| Каталог | |||
| Устройство для радиотелефонных сообщений | 1924 |
|
SU2940A1 |
