314
Изобретение относится к технологическому оборудованию и может быть использовано в машиностроении.
Целью изобретения является рас- ширение технологических возмолностей за счет возможности установки по крайней мере двух колец на базовые детали.
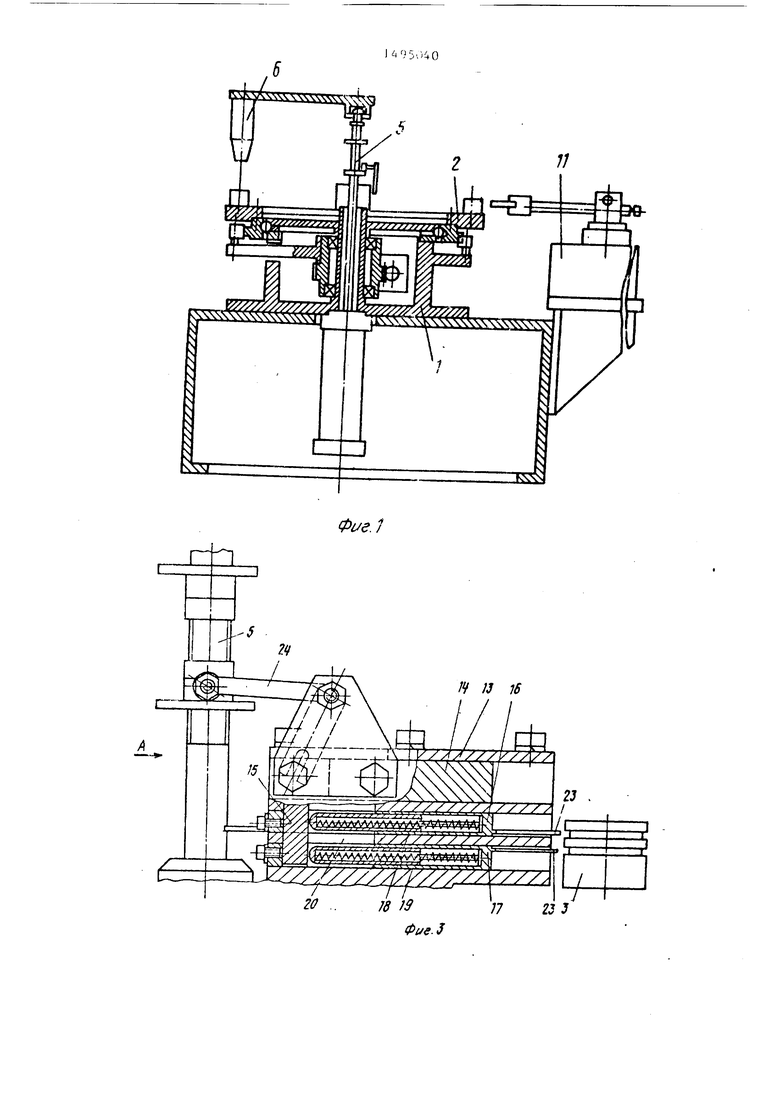
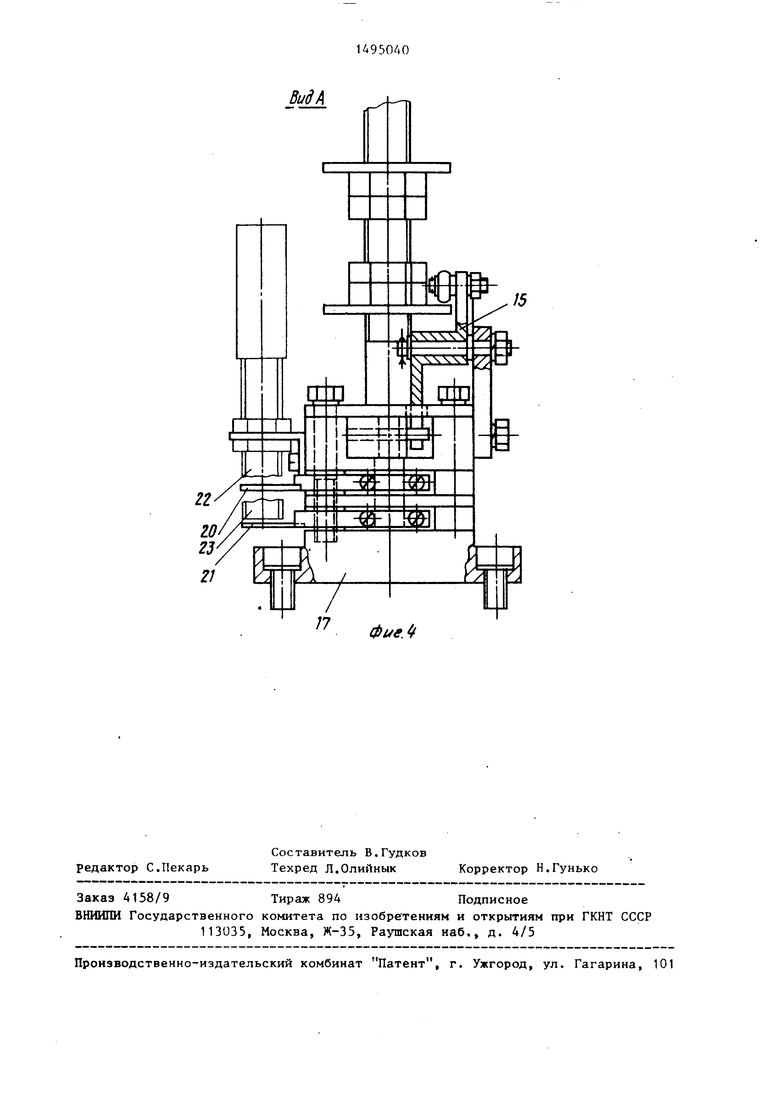
На фиг.1 изображен автомат, об- щий вид; на Лиг.2 - то же, вид сверху; на фиг.З - механизм контроля; на фиг.4 - вид А на фиг.З.
Автомат для установки упругих колец в наружные канавки базовых дета- лей содержит станину 1, поворотный стол 2, на планшайбе которого в чередующейся последовательности размещены приспособления для базовых деталей 3 и упругих колец 4, а также подвижную колонну 5 со сборочным механизмом 6, механизм 7 контроля, бун керные загрузочные устройства 8 и 9, питатель 10 и манипулятор 11 с захватами 12.
Механизм 7 контроля закреплен неподвижно над планшайбой стола 2 и состоит из корпуса 13, каретки 14 с пальцем 15 и двух ползунов 16 и 17 со щупами. Между пальцем 15 и ползу- нами 16 и 17 размещены подпружиненные плунжеры 18 и 19. На задней части ползунов 16 и 17 закреплены пластины 20 и 21, имеющие возможность взаимодействия с датчиками 22 и 23. Каретка 14 через рычаги 24 связана с колонной 5.
Автомат работает следующим образом.
На позиции Т манипулятором 11 производится загрузка базовой детали 3 а на позиции II - загрузка упругого кольца 4. На позищш III кольцо 4 захватывается сборочным механизмом 6 и устанавливается в канавку базово детали 3 после очередного поворота стола 2. На позиции IV при движении колон04
ны 3 вниз кареткл 14 через рычаги 2ч движется вперед. При -зтом палец 15 воздействует на плунжеры 18 и 19, а те н свою очерель на т опзуны 16 и 17 В зависимости от н;1личия или ОТСУТСТВИЯ упругих колец 4 i канавках Оа- зовой детали 3 ползуны 16 и 17 совер шают ход различной длины и взаимодей ствуют или не взаимодействуют с датчиками 22 и 23 систе -Пэ1 управления. П команде системы управления манипулятор 11 или кантует базовую деталь 3, после чего цикл сборки повторяется для очередного упругого кольца, или удаляет из автомата собранный узел.
Формула и 3 о б р е 7 е н и я
Автомат для установки упругих колец в наружные канавки базовых деталей, содержащий установленные на ста нине поворотный столик с базирующими приспособлениями, бункерные загрузочные устройства с питателями, колонну с закрепленным на ней сборочным механизмом, а также механизм контроля и систему управления с датчиками, при этом механизм контроля cHaf- жен ползуном со П1,упом, имеющим вочмг/ж- ность взаимодействия с датчиком, отличающийся тем, что, с целью расширения технологических возможностей, один из питагелей выполнен в виде манипулятора, конечное звено которого имеет возможность поворота на угол по крайней мере 180 , а механизм контроля размещен на станине и выполнен в виде корпуса с установленной в нем подвижной в радиальном направлении кареткой с пальцем, по крайней мере двумя ползунами и подпружиненными относительно них плунжерами, причем штун- жеры размещены соосно с ползунами и имеют возможность взаимодействия с пальцем каретки, которая кинематически связана с колонной.
7/
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для монтажа упругих колец в наружные канавки базовых деталей | 1988 |
|
SU1521549A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| Устройство для надевания уплотнительных колец на базовые детали | 1980 |
|
SU1090523A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1986 |
|
SU1463421A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
Изобретение относится к машиностроению и позволяет расширить технологические возможности за счет возможности установки по крайней мере двух колец на базовые детали. При периодическом повороте сопла 2 на позиции 1 манипулятора 11 загружаются базовые детали 3, а на позиции П - упругие кольца 4. Затем на позиции Ш сборочный механизм 6 устанавливает упругое кольцо 4 на базовую деталь 3. На позиции 1У механизм контроля 7 контролирует наличие колец 4 в канавках базовой детали 3. Манипулятор 11 по сигналам от механизма контроля 7 или кантует базовую деталь 3, после чего вновь повторяется цикл установки очередного кольца 4, или удаляет собранный узел. 4 ил.
. /
ПЛ
Щ 13 16
/7
2J J
ВидК
Zl
Фие.
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
