Изобретение относится к автоматизации прокатного производства, а именно к автоматизации дрессировочных станов листопрокатных цехов.
Цель изгобретения - повышение качества полосы путем исключения вли- яния колебаний входной толщины на величину обжатия.
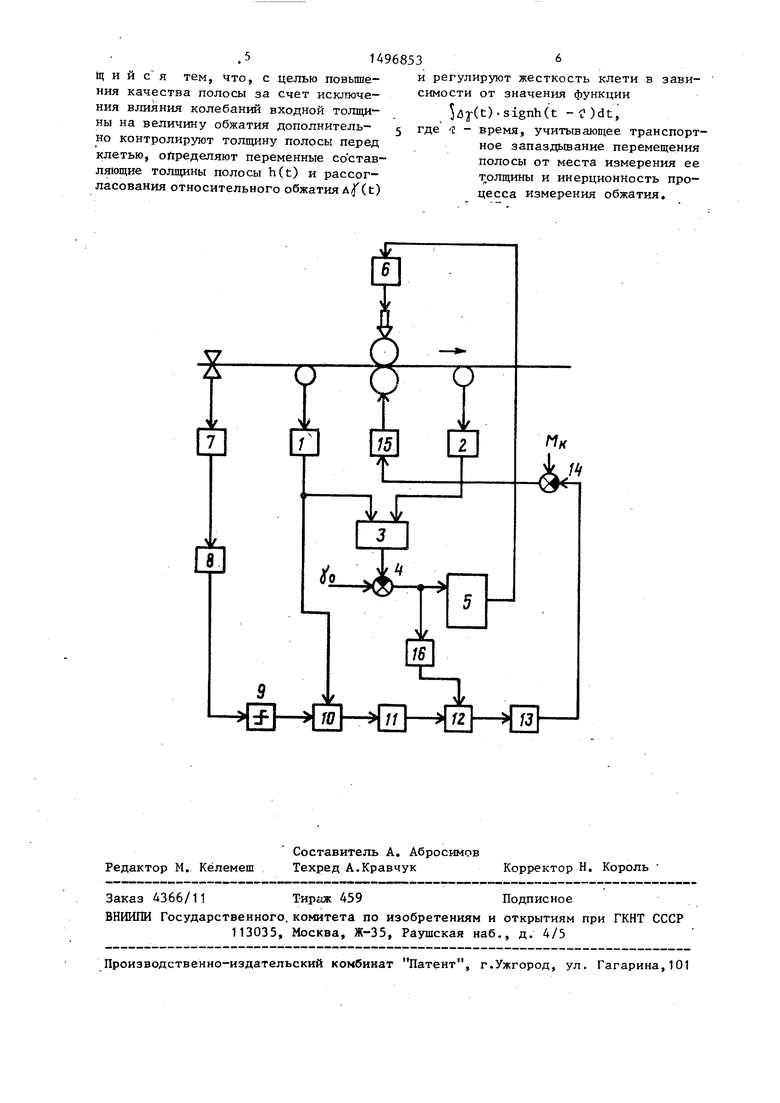
На чертеже представлена структурная схема реализующей его системы управления.
Система автоматического уп:;5авле- ния относительным обжатием полосы содержит импульсные датчики 1 2 скорости полосы, измеритель 3 относительного обжатия, схему 4 сравнения с уставкой заданного обжатия на втором входе и регулятор 5 обжатия, связанньй с приводом 6 нажимного устройства
Измерительная часть схемы, элемент 4 сравнения и регулятор 5 обжа- тия во взаимосвязи представляют собой традиционную схему регулирования обжатия.
Система содержит также последовательно соединенные датчик 7 входной толщины, фильтр 8, нелинейный элемент 9, узел 10 сопровождения, фильтр 11, умножитель 12, интегратор 13, вычитатель 14 и регулятор 15 жесткости. Второй вход узла Ю
Ф
О)
Юе ел
оо
сопровождения соединен с выходом датчика 1 скорости полосы, а второй вход умножителя 12 подключен к выходу элемента 4 сравнения через фильтр 16 высокой частоты. Второй вход вы- читателя 14 является входом уставки начальной жесткости М клети.
Предлагается поддерживать такую жесткость клети, при которой изменение входной толщины не вызьюает изменения обжатия, причем требуемая жесткость клети определяется из условия отсутствия корреляционной зависимости между изменениями входной толщины и обжатия.
Изменение входной толщины, входя в клеть, вызывает изменение обжатия. Для поддержания постоянного относительного обжатия коэффициент выравнивания К g должен быть равен 1,
Н./Н.(
где , дНр - входная толщина и ее
изменениеJ
Н, ЛЕ - выходная толщина и ее изменение.
При недостаточной жесткости клети коэффициент Kg -с 1, при избыточной жесткости К 71,
Изменение обжатия йу, вызванное изменением входной толщины ЛН,, зависит от коэффициента выравнивания и толщины полосы
ДНо) - (Н, + ДН,)
Н + 4Н,
(2)
позволяет отстроиться от влияния ,на обжатие случайных возмущений.
Система работает следующим образом,
Фильтр 8 выделяет переменную составляющую сигнала толщины полосы с выхода датчика 7, По этой составляющей нелинейный элемент 9 формирует релейный сигнал, полярность которого определяется знаком входного сигнала. Полученный сигнал через узел 10 сопровождения и фильтр 11 поступает на вход умножителя 12, Узел 10 сопровождения (путевой задержки) задерживает выходной сигнал элемента 9 на время, соответствующее прохождению полосой пути от места установки датчика 7 толщины до клети, который определяется по числу импульсов,.
поступающих с выхода датчика 1 на второй вход узла 10 сопровождения, При прохождении задержанного сигнала через фильтр 11 учитывается инерционность измерения обжатия измерителем 3,
Получаемый таким образом сигнал по
фазе совпадает с изменением обжатия,
вызванным этим изменением толщины,
Корреляция сигнум функции переменной
составляющей толщины подката и изменения обжатия характеризует коэффициент выравнивания клети стана.
Выходной сигнал умножителя 12 интегрируется в интеграторе 13 и поступает на вход вычитателя 14, корректируя задание жесткости клети, которое подц ерживается регулятором 15 жесткости клети. Корректировка жесткости клети производится до тех пор, пока
корреляция изменений входной толщины и обжатия не станет равной нулю.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования относительного обжатия полосы в прокатном стане и система для его осуществления | 1987 |
|
SU1503917A1 |
| Система автоматического управления относительным обжатием прокатываемой полосы | 1987 |
|
SU1496852A1 |
| Система автоматического управления относительным обжатием прокатываемой полосы | 1987 |
|
SU1502147A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Устройство для регулирования давлений при прокатке сваренных встык полос | 1981 |
|
SU969343A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ ПРОКАТНОЙ КЛЕТЬЮ | 2003 |
|
RU2245752C1 |
| УСТРОЙСТВО ДЛЯ ОТРАБОТКИ КОЛЕБАНИЙ ТОЛЩИНЫ ПОЛОСЫ ПЕРВОЙ КЛЕТЬЮ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2201823C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067905C1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Способ регулирования относительного обжатия полосы | 1984 |
|
SU1194524A1 |
Изобретение относится к автоматизации прокатного производства и предназначено для управления относительным обжатием прокатываемой полосы. Цель изобретения - повышение качества полосы за счет исключения влияния колебаний входной толщины на величину обжатия. Способ управления основан на отработке рассогласования относительного обжатия и его уставки регулятором обжатия, воздействующим на положение нажимного устройства клети. При этом непрерывно контролируют входную толщину полосы, выделяют из получаемого сигнала высокочастотную составляющую и определяют ее знак. Из сигнала отклонения относительного обжатия от его уставки выделяют переменную составляющую и жесткость прокатной клети регулируют по интегралу произведения переменной составляющей сигнала отклонения обжатия и сигнатуры высокочастотной составляющей входной толщины, взятой с учетом ее транспортного запаздывания и инерционности процесса измерения обжатия. 1 ил.
Подставляя в формулу (2) значение коэффициента К - из формулы (1), получаем
Г- Р.н.)
(3)
Таким образом, при К j «г 1, когда жесткость клети мала, знаки измене- кия входной толщины полосы и вызванного им изменения обжатия противоположны, т,е, произведение /Зуи /IH отрицательно При избыточной жесткое аи клети К g 1 и произведение 7) уи
ЛНр положительно.
Использование корреляции между сигналами входной толщины и обжатия
Таким образом, предложенный способ позволяет поддерживать жесткость клети, при которой изменения входной толщины не приводят к изменению обжатия в клети, что позволяет управлять обжатием полосы с более высокой точностью, обеспечивая повышение качества дрессируемого проката.
)
Формула изобрете ния
Способ управления относительным обжатием прокатываемой полосы, включающий регулирование положения нажимных устройств клети по рассогласованию между измеренным и заданным относительным обжатием, отличающ и и с я тем, что, с целью повьше- ния качества полосы за счет исключения влияния колебаний входной толхци- ны на величину обжатия дополнительно контролируют толщину полосы перед клетью, определяют переменные со став- ляющие толщины полосы h(t) и рассогласования относительного обжатия A(f(t)
и регулируют жесткость клети в зависимости от значения функции
5aj(t).signh(t - )dt, где -I - время, учитывающее транспортное запаздьтание перемещения полосы от места измерения ее толщины и инерционность процесса измерения обжатия.
| Система автоматического управления относительным обжатием прокатываемой полосы | 1982 |
|
SU1025473A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
