Изобретение относится к обработке металла давлением, а именно к автоматизации процесса прокатки полосы.
Регулирующее воздействие изменением давления валков клети на толщину прокатываемой полосы осуществляется, например, нажимными винтами (НВ) - их вращением в течение определенного времени, то есть интегрированием воздействия. Регулирование воздействием на давление возможно по возмущению толщины полосы до клети без обратной связи и воздействием по отклонению толщины полосы (от заданной) после клети с обратной связью по результату. Воздействие по возмущению требует его сопровождения до валков без искажения. Воздействие по отклонению требует полного или частичного повторения давлением только что отработанного возмущения, например интегрированием ошибки этой отработки [1]. Можно воздействовать только по возмущению, но с коррекцией по отклонению.
Однако интегрирование воздействия самими НВ мешает воздействию по возмущению, а также затрудняет повторение возмущения воздействием по отклонению из-за невозможности оперативного изменения постоянной времени интегрирования. Имеется возможность образовать дополнительный контур управления электроприводом НВ по давлению, исключающий интегрирование. Однако интегрирование при этом проявится как существенное увеличение (удвоение) запаздывания реакции давления на регулирующее воздействие.
Поставлена задача - преодолеть интегрирование НВ без роста запаздывания.
Предлагается способ регулирования толщины полосы прокатной клетью, заключающийся в том, что измеряют возмущение толщины полосы до клети, сопровождают результат измерения до входа в клеть, отрабатывают его в клети перемещением ее нажимных винтов с определенной скоростью в течение определенного времени, измеряют отклонение от заданного значения толщины полосы после выхода ее из клети, отличающийся тем, что воздействуют на скорость нажимных винтов как по возмущению, так и по отклонению после перемножения этих воздействий и реального дифференцирования результата.
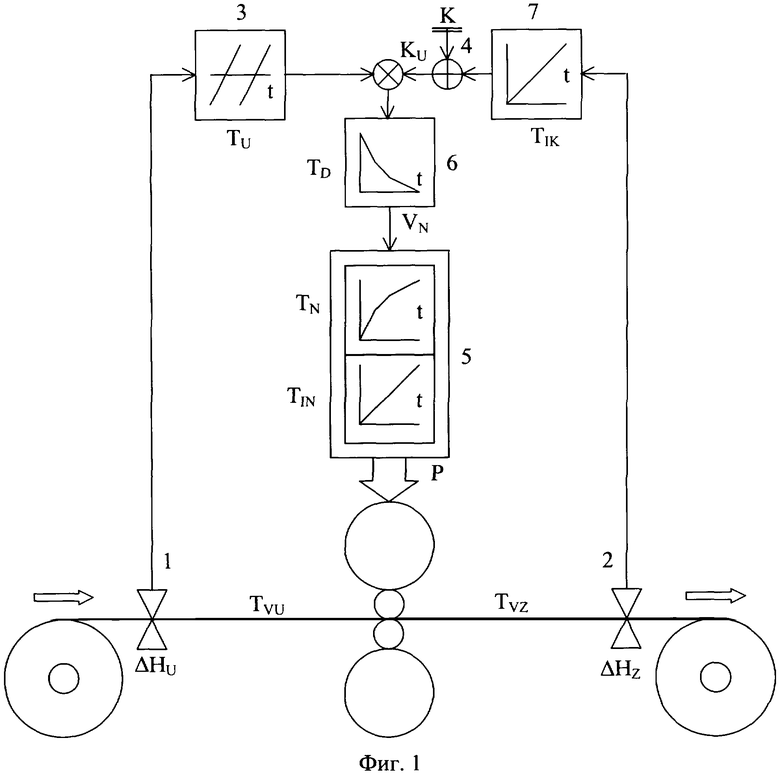
На фиг. 1 приведена реализация предлагаемого способа на реверсивном стане прокатки полосы с давлением на полосу от нажимных винтов, управляемых по скорости.
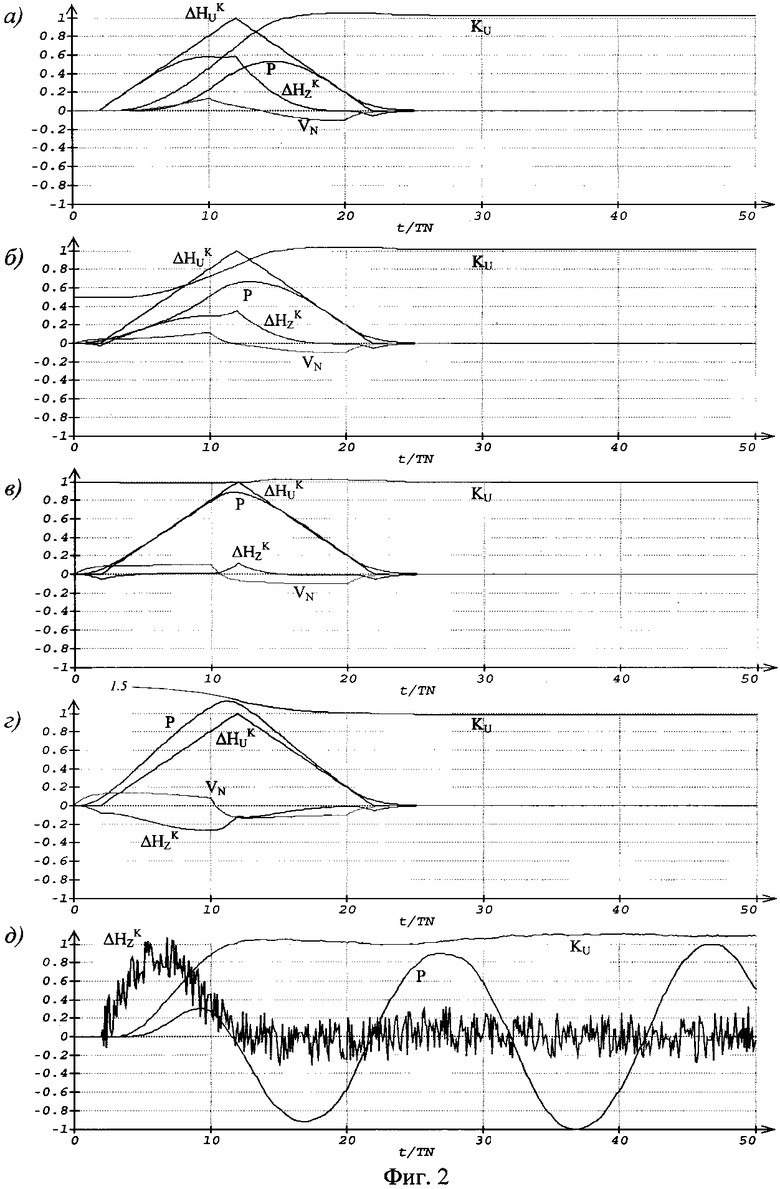
На фиг. 2 приведены осциллограммы отработки предлагаемым способом треугольного возмущения толщины для различной пластичности полосы (различной передачи от давления к толщине).
Способ предлагает следующую последовательность действий (см. фиг.1):
- измеряют возмущение 1 толщины полосы до клети с транспортным упреждением ТVU и отклонение 2 толщины (от заданной) ΔHZ с транспортным запаздыванием TVZ;
- сопровождают 3 возмущение до клети  по времени за вычетом инерционности НВ(ТN) TU=TVU-TN с заданным 4 коэффициентом передачи К;
по времени за вычетом инерционности НВ(ТN) TU=TVU-TN с заданным 4 коэффициентом передачи К;
- воздействуют на скорость VN НВ 5 полученной частью возмущения после 6 реального дифференцирования ТD;
- интегрируют 7 отклонение толщины ΔHZ с постоянной, зависимой от транспортного запаздывания с добавлением инерционности НВ TIK=(2...3)(TVZ+TN);
- результатом интегрирования корректируют КU заданный коэффициент передачи К.
На фиг. 2 конечное возмущение толщины полосы треугольной формы длительностью в 20 постоянных интегрирования НВ TN приведено к зоне обжатия в валках клети  (для наглядности совмещено во времени со скоростью перемещения НВ VN, с давлением Р и с отклонением толщины
(для наглядности совмещено во времени со скоростью перемещения НВ VN, с давлением Р и с отклонением толщины  , оставшимся после обжатия). Под давлением Р возмущение
, оставшимся после обжатия). Под давлением Р возмущение  обжимается до
обжимается до  в зависимости от коэффициента КU, стремящегося к 1. Реальное дифференцирование задает скорость НВ VN на время, необходимое для повторения давлением Р заданной КU части возмущения
в зависимости от коэффициента КU, стремящегося к 1. Реальное дифференцирование задает скорость НВ VN на время, необходимое для повторения давлением Р заданной КU части возмущения  , оставляющей от него отклонение
, оставляющей от него отклонение  которое вызывает стремление КU к единице, соответствующей требуемому давлению:
которое вызывает стремление КU к единице, соответствующей требуемому давлению:
а - задано КU=0. В процессе отработки возмущения давление Р успевает вырасти до полной отработки им возмущения  , но не сразу - проходит существенная недоотработка
, но не сразу - проходит существенная недоотработка  ;
;
б - задано КU=0,5. Недоотработка меньше;
в - после подстройки KU=1.0. Несущественная недоотработка  остается только в углах треугольника
остается только в углах треугольника  из-за инерционности НВ TN;
из-за инерционности НВ TN;
г - задано КU=1.5. Чрезмерное давление Р образует переотработку  , вызывающую уменьшение давления вплоть до отработки им возмущения без переотработки при КU=1.0;
, вызывающую уменьшение давления вплоть до отработки им возмущения без переотработки при КU=1.0;
д - при KU=0 введено синусоидальное возмущение с помехой. Повторяется вариант а без излишних реверсивных включений НВ от помехи.
Таким образом, управляемые по скорости НВ (которые для управления давлением на полосу требуется периодически включать на определенное время) непрерывно, плавно и без дополнительного запаздывания воздействуют на толщину полосы за счет реального дифференцирования, совмещающего четкое включение с требуемой продолжительностью. Кроме того сохраняется управление по производной - изменением положения (давлением) по скорости, что исключает зависимость от их абсолютных значений.
ИСТОЧНИК ИНФОРМАЦИИ
1. А.С. №141316, СССР. Б.Н.Дралюк и Г.В.Синайский. “Регулятор толщины прокатываемого металла на стане холодной прокатки”, Бюллетень изобретений”, №18, 1961 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕ,СКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1972 |
|
SU328959A1 |
| РЕГУЛЯТОР МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2203752C2 |
| РЕГУЛЯТОР МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ ДЛЯ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2002 |
|
RU2235613C2 |
| УСТРОЙСТВО КОРРЕКЦИИ для СИСТЕМЫ АВТОМАТИЧЕСКОГО | 1972 |
|
SU328961A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
| УСТРОЙСТВО ДЛЯ ОТРАБОТКИ КОЛЕБАНИЙ ТОЛЩИНЫ ПОЛОСЫ ПЕРВОЙ КЛЕТЬЮ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2201823C1 |
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1988 |
|
SU1618477A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ полосы НА НЕПРЕРЫВНОМ ПРОКАТНО.МСТАНЕ | 1972 |
|
SU328960A1 |
Изобретение относится к автоматизации процесса прокатки полосы. При регулировании толщины полосы прокатной клетью измеряют возмущение толщины полосы до клети. Сопровождают результат измерения до входа в клеть. Отрабатывают его в клети перемещением ее нажимных винтов с определенной скоростью в течение определенного времени. Измеряют отклонение от заданного значения толщины полосы после выхода ее из клети. Воздействуют на скорость перемещения нажимных винтов как по возмущению, так и по отклонению после перемножения значений этих воздействий и реального дифференцирования полученного произведения. Изобретение позволяет повысить надежность и точность регулирования. 2 ил.
Способ регулирования толщины полосы прокатной клетью, заключающийся в том, что измеряют возмущение толщины полосы до клети, сопровождают результат измерения до входа в клеть, отрабатывают его в клети перемещением ее нажимных винтов с определенной скоростью в течение определенного времени, измеряют отклонение от заданного значения толщины полосы после выхода ее из клети, отличающийся тем, что воздействуют на скорость перемещения нажимных винтов как по возмущению, так и по отклонению после перемножения значений этих воздействий и реального дифференцирования полученного произведения.
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
| Регулятор толщины прокатываемого металла на стане холодной прокатки | 1959 |
|
SU141316A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 0 |
|
SU383491A1 |
| US 3782153 А, 01.01.1974. | |||

