4ib
;о
О 00
ел
Ю
Изобретение относится к автоматизации прокатного производства, а именно к автоматизации дрессировочных станов листопрокатных цехов.
Цель изобретения - повьшение качества полосы.
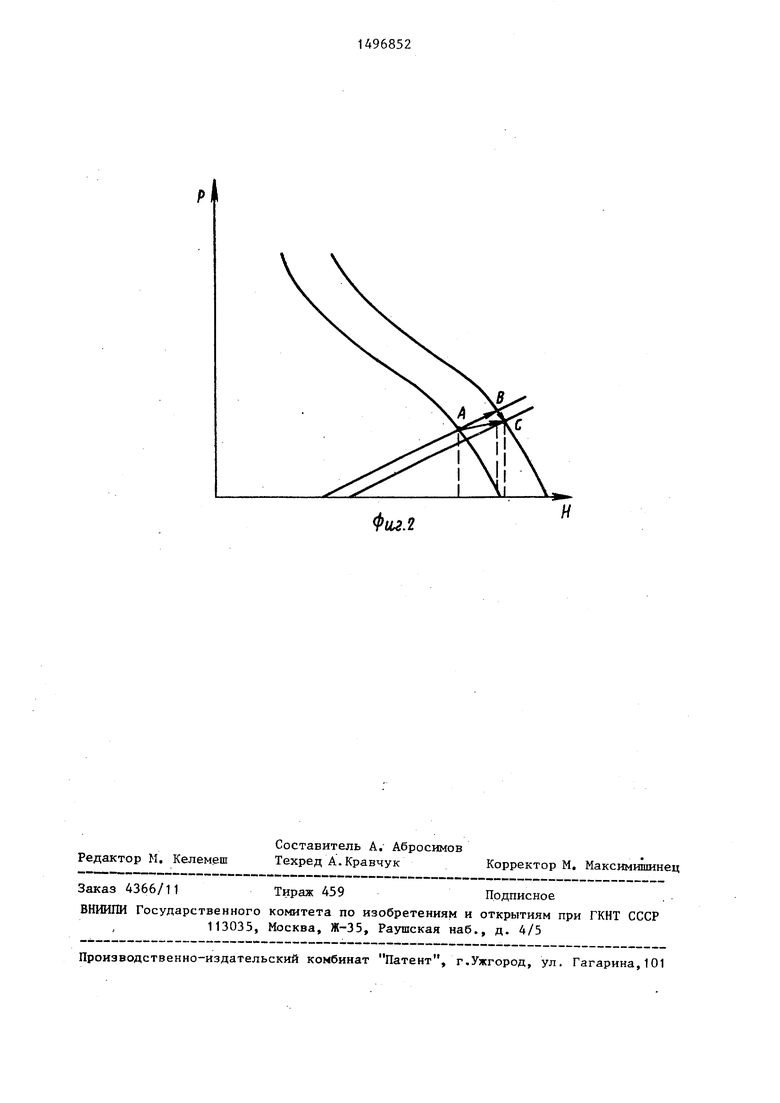
На фиг. 1 представлена структурная схема системы автоматического управления относительным обжатием прокатьшаемой полосы; на фиг. 2 - зависимости усилия прокатки и толщины полосы при отработке рассоглас- сования по обжатию.
Система автоматического управле- ния относительным обжатием (фиг.1) состоит из импульсных датчиков 1, 2 скорости полосы, измерителя 3 обжатия, регулятора 4 обжатия, системы 5 управления нажимными устройствами, трех умножителей 6-8, функциональ- . ного преобразователя 9, запоминающе- го узла 10 и регулятора 11 жесткости I клети.
Выходы импульсных датчиков 1,2 скорости полосы связаны с входами измерителя 3 обжатия, первый вход регулятора 4 обжатия связан с выходо измерителя 3 обжатия, второй вход - с входом задания обжатия, третий вход - с выходом импульсного датчика 1 скорости полосы, первый выход регулятора 4 обжатия связан с первым входом системы 5 управления нажимными устройствами, второй выход регу- лятора 4 обжатия соединен с первым входом умножителя 6, второй вход которого соединен с входом задания толщины (Н), выход умножителя 6 через функциональный преобразователь 9 подключен к первому входу умножителя 7, второй вход которого соединен с выходом измерителя 3 обжатия, а вь ход - с первым входом умножителя 8, второй вход соединен с выходом за- поминающего узла 10 и с входом регулятора 11 жесткости клети, выход умножителя 8 подключен к первому входу запоминающего узла 10, второй вход узла 10 и выход регулятора 11 жесткости клети подключены соответственно к первому и второму входам системы 6 управления нажимными устройствами.
Система автоматического управления относительным обжатием прокатываемой полосы работает следующим образом.
Сигналы с импульсных датчиков 1 и 2 скорости полосы поступают на вхо измерителя 3 относительного обжатия на выходе которого формируется сигнал jf , пропорциональньй относительному обжатию полосы. Сигналы измеренного обжатия полосы у, заданного обжатия УдИ частоты, пропорциональной скорости полосы, поступают на входы регулятора 4 обжатия полосы.
На первом выходе регулятора 4 об- формируется регулирующий импульс, длительность которого зависит от рассогласования между измерением и заданньм обжатием, усредненным за постоянное число импульсов импульсного датчика 1. Регулирующий импульс поступает на первый вход системы 5 управления нажимными устройствами, которые при этом перемещаются в сторону уменьшения рассогласования.
На втором выходе регулятора 4 обжатия, формируется сигнал, пропорциональный коэффициенту передачи CTaHad-jf/ d, который корректируется по результатам отработки рассогласования.
При з еличении входной толщины полосы на 4 Н увеличивается относительное обжатие полосы (переход из точки А в точку В, фиг. 2). Отработка возникшего рассогласования производится путем перемещения нажимных устройств на величину (переход из точки А в точку С).
Наклон линии АС соответствует эквивалентной жесткости клети М, при которой изменение входной толщины полосы не вызывает изменения относительного обжатия.
Для поддержания постоянного относительного обжатия коэффициент выравнивания KB должен быть равен 1.
Используя выражение для коэффициента выравнивания
Мп
1 - Т
(1)
о( - отношение частных производных по входной и выходной толщине (для дрессировки может быть принято равным 1); - измеренное обжатие полосы;
модули жесткости клети и полосы
при к g 1 получаем:
М к М,. Коэффициент передачи
быть определен из уравнений: 1
лзг н,
/3 н
1
d лн,(1 + ). W
MK
Учитьшая, что при дрессировке у«1 из уравнений (2-4) получаем
1
Н |-А11 о( ла
- 1),
(5)
, 5
68526
управления наж1-гмными устройствами, устанавливает модуль жесткости клети, равный м| .
Таким образом, в системе устанавливается и периодически корректируется требуемый модуль жесткости клети, что позволяет уменьигить яние изме нения входной толпгины на 10 обжатиеа
Изобретение позволяет повысить точность поддержания заданного обжатия по сравнению с известными системами автоматического управления от15 носительным обжатием прокатываемой полосы.
Формула изобретения

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления относительным обжатием прокатываемой полосы | 1987 |
|
SU1502147A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Способ управления относительным обжатием прокатываемой полосы | 1987 |
|
SU1496853A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Способ автоматического регулирования относительного обжатия полосы в прокатном стане и система для его осуществления | 1987 |
|
SU1503917A1 |
| Способ регулирования относительного обжатия полосы | 1984 |
|
SU1194524A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство для автоматического регулирования межвалкового зазора при прокатке листа на клин | 1980 |
|
SU942840A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1014612A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
Изобретение относится к автоматизации прокатного производства и предназначено для автоматического управления относительным обжатием прокатываемой полосы. Изобретение позволяет повысить качество полосы за счет повышения точности поддержания заданного обжатия полосы путем установления жесткости клети, при которой изменения входной толщины не вызывают изменения обжатия. Определение требуемой жесткости клети производится, исходя из коэффициента передачи модели адаптивного регулятора обжатия с учетом величин измеренного обжатия и толщины полосы. На умножителях 6,7 и преобразователе 9 вычисляется отношение требуемой и установленной ранее жесткости клети. Полученное отношение умножается в умножителе 8 на величину задания жесткости клети, хранящуюся в запоминающем узле 10. После окончания отработки рассогласования регулятором 4 обжатия в запоминающий узел 10 записывается новое задание жесткости клети. Регулятор 11 жесткости, поддерживая требуемую жесткость, уменьшает влияние входных возмущений по толщине. 2 ил.
Выражение (5) позволяет определить жесткость клети, необходимую для компенсации входных возмущений по толщине в зависимости от коэффилт
циента передачи
/Id
толщины и обжатия полосы.
В соответствии с выражением (5) -ЗУ
сигнал
.)d
, получаемый на втором
выходе регулятора 4 обжатия, умножа- ,ется в умножителе 6 на сигнал толщины полосы HO. Произведение Н.-i /Jd
преобразуется в функциональном преобразователе 9 в величину
1 1
Н,
AL
ud
а затем в умножителе 7 умножается на выходной сигнал измерителя 3 обжатия
Выходной сигнал умножителя 7, равный отношению требуемой и установленной ранее жесткости клети
умножается в умножителе 8 на
KM Кл
выходной сигнал К запоминающего узла 10, который является заданием для регулятора 11 жесткости клети.
По заднему фронту регулирующего импульса сигналом с первого выхода регулятора 4 обжатия запоминающий узел 10 переводится в режим згшиси, на его выходе сигнал М заменяется сигналом м . Регулятор 11-жесткости полосы, воздействуя на систему 5
Система автоматического управления относительным обжатием прокатываемой полосы, содержащая импульсные датчики скорости полосы, соединенный с ними измеритель обжатия, регулятор обжатия, к первому, второму и третьему входам которого подсоединены соответственно выход измерителя обжатия, вход задания обжатия и выход первого импульсного датчика
скорости полосы, а первый выход соединен с входом системы управления нажимными устройствами, отличающаяся тем, что, с целью повышения качества полосы, в нее допол-
нительно введены три умножителя,
функциональный преобразователь, запоминающий узел и регулятор жесткости клети, причем первый и второй входы первого умножителя соединены с вто-
рым выходом регулятора обжатия и
вхолом задания толщины полосы соотг- ветственно, выход первого умножителя через функциональный преобразователь соединен с первым входом второго умножителя, второй вход которого соединен с первым входом регулятора обжатия, выход второго умножителя подсо- сединен к первому входу третьего умножителя, второй вход которого подсоединен к входу регулятора жесткости клети и к выходу запоминающего узла, соединенного входами с вьсходом третьего умножителя и первым выходом регулятора обжатия, выход регулятора
жесткости клети соединен с вторым входом системы управления нажимными . устройствами.
| Система автоматического управления относительным обжатием прокатываемой полосы | 1982 |
|
SU1025473A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| I | |||
