Изобретение относится к обработке металлов давлением, в частности к , технологии изготовления гнутых нерав- нополочных профилей из заготовок с защитно-декоративными покрытиями, и предназначено для использования при производстве элементов отделки судовых помещений.
Цель изобретения - улучшение качества профилей из заготовок с защитно-декоративными покрытиями за счет сохранения сплошности покрытия и предупреждение продольного изгиба и винтообразного скручивания.
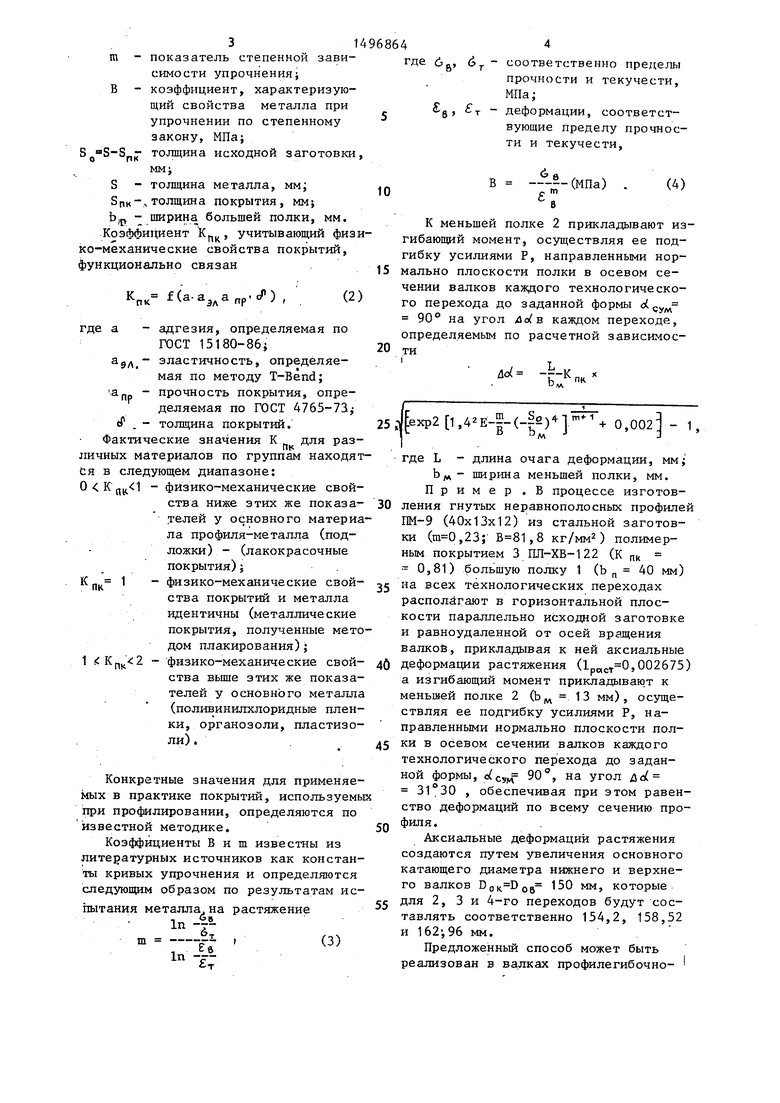
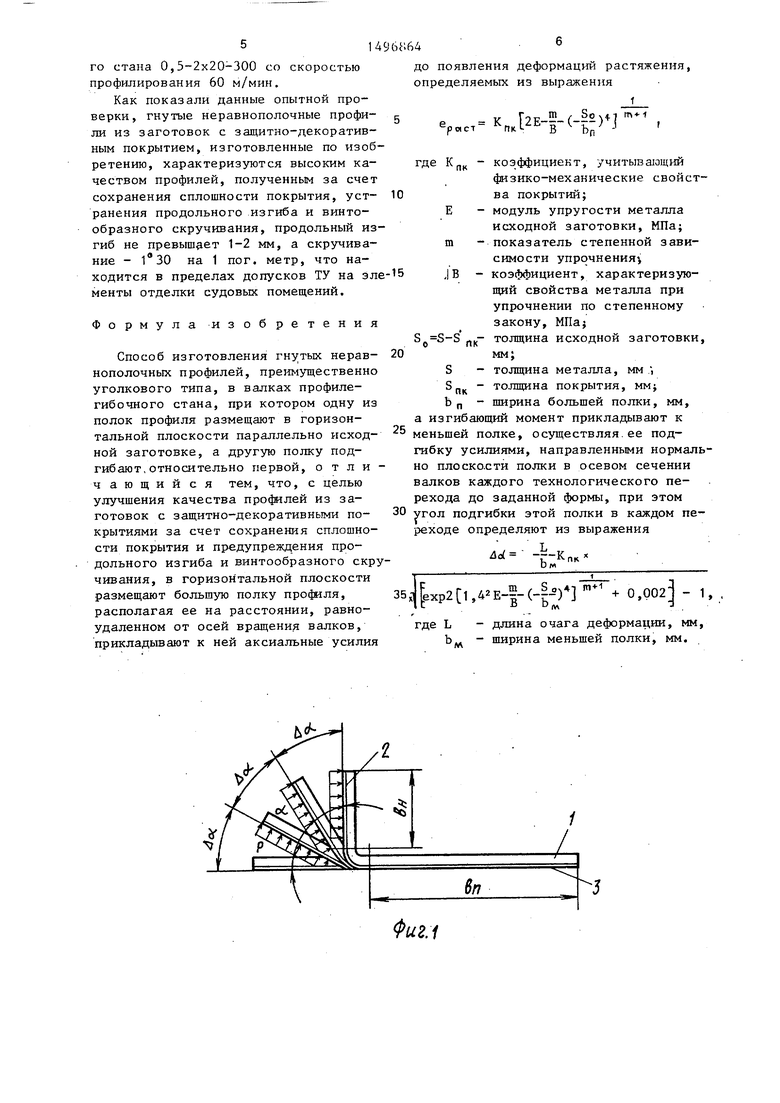
На фиг. 1 показана схема подгибки меньшей полки-, на фиг. 2 - схема обес- пе чения приложения аксиальной деформации растяжения к большей полке в смежных клетях.
В процессе изготовления гнучых не- равнополочных профилей уголкового типа с полимерным покрытием большую полку 1 на всех переходах располагают в горизонтальной плоскости параллельно исходной заготовке и равноудаленной от осей вращения валков, при- кладывая к ней аксиальные усилия, вы- зывающие деформации растяжения е в«ст определяемые по зависимости
1
ерс,с. К„,2Е-|-(-|),(1)
где К. - коэффициент, учитывающий
физико-механические свойства покрытий;.
Е - модуль упругости металла исходной заготовки, Mllaj
1
QD
а
00
m В O-S-SP,
SPK
показатель степенной зависимости упрочнения; коэффициент, характеризующий свойства металла при упрочнении по степенному закону, МПа; толщина исходной заготовки,
MMJ
толщина металла, мм; .толщина покрытия, мм;
Ь,р - ширина большей полки, мм. Коэффициент К. , учитывающий физипк ко-механические свойства покрытий,
функционально связан
(
)
(2)
де а
по
20
9Л,
а„„ S
к для раз- находятадгезия, определяемая ГОСТ 15180-86} эластичность, определяемая по методу T-Bend; прочность покрытия, определяемая по ГОСТ 4765-73i толщина покрытий. Фактические значения ичных материалов по группам я в следующем диапазоне:
физико-механические свойства ниже этих же показа- 30 талей у основного материала профиля-металла (подложки) - (лакокрасочные покрытия);
физико-механические свойства покрытий и металла идентичны (металлические покрытия, полученные методом плакирования); физико-механические свойства вьше этих же показателей у основного металла (поливинилхлоридные пленки, органозоли, пластизо- ли)..
ПК
1
К,,2
35
4Й
25
45
Конкретные значения для применяемых в практике покрытий, используемы при профилировании, определяются по известной методике.
Коэффициенты Вит известны из литературных источников как константы кривых упрочнения и определяются следующим образом по результатам исрастяжение
пытания металла.на
,„ ьв
In -г„ OT
m
1 In -:ь-Т
(3)
де 6
В
в
соответственно пределы прочности и текучести, МПа;
деформации, соответствующие пределу прочности и текучести.
В
(МПа)
(4)
прикладывают из
в m В
К меньшей полке 2 гибающий момент, осуществляя ее подгибку усилиями Р, направленными нормально плоскости полки в осевом сечении валков каждого технологического перехода до заданной формы з(ду„ 90° на угол Ло(в каждом переходе, определяемым по расчетной зависимости
-Ь«
25.,4 Ё-|-(-|2) 0,002 - 1
II. Од, J3
0
5
Й
где L - длина очага деформации, мм; ширина меньшей полки, мм.
Пример .В процессе изготовления гнутых неравнополосных профилей ПМ-9 (40x13x12) из стальной заготовки (,23; ,8 кг/мм) полимерным покрытием 3 Ш1-ХВ-122 (К пк - 0,81) большую полку 1 (Ь „ 40 мм) на всех технологических переходах располагают в горизонтальной плоскости параллельно исходной заготовке и равноудаленной от осей вращения валкой, прикладывая к ней аксиальные деформации растяжения (1 .0,002675) а изгибающий момент прикладывают к меньшей полке 2 (Ь 13 мм), осуществляя ее подгибку усилиями Р, направленными нормально плоскости полки в осевом сечении валков каждого технологического перехода до заданной формы, o csiuf 90°, на угол ло( , обеспечивая при этом равенство деформаций по всему сечению профиля.
Аксиальные деформаций растяжения создаются путем увеличения основного катающего диаметра нижнего и верхнего валков Оо)В(зц 150 мм, которые для 2, 3 и 4-го переходов будут составлять соответственно 154,2, 158,52 и 162, 96 мм.
Предложенный способ может быть реализован в валках профилегибочно-
5
0
5
го стана 0,5-2x20-300 со скоростью профилирования 60 м/мин.
Как показали данные опытной проверки, гнутые неравнополочные профи- ли из заготовок с защитно-декоративным покрытием, изготовленные по изобретению, характеризуются высоким качеством профилей, полученным за счет сохранения сплошности покрытия, уст- ранения продольного изгиба и винтообразного скручивания, продольный изгиб не превышает 1-2 мм, а скручивание - I SO на 1 пог. метр, что находится в пределах допусков ТУ на зле менты отделки судовых помещений.
Формула изобретения
20
мм;
толщина металла, мм ;,
толщина покрытия, мм;
лкПК
b f, - щирина большей полки, мм, а изгибающий момент прикладывают к
Способ изготовления гнутых нерав- нополочных профилей, преимущественно уголкового типа, в валках профиле- гибочного стана, при котором одну из
полок профиля размещают в горизон-
тальной плоскости параллельно исход- меньшей полке, осуществляя.ее под- ной заготовке, а другую полку под- гибку усилиями, направленными нормаль- гибают, относительно первой, о т л и - но плоско.сти полки в осевом сечении
валков каждого технологического перехода до заданной формы, при этом 30
чающийся тем, что, с целью
улучшения качества профилей из заготовок с защитно-декоративными покрытиями за счет сохранения сплошности покрытия и предупреждения продольного изгиба и винтообразного скручивания, в горизонтальной плоскости размещают большую полку профиля, располагая ее на расстоянии, равноудаленном от осей вращения валков, прикладывают к ней аксиальные усилия
угол подгибки этой полки в каждом переходе определяют из выражения
,,(. 0,002 - 1, где L - длина очага деформации, мм.
м
- ширина меньшей полки, мм.
о
деформаций растяжения, из выражения
t
к -Р«ст- КпД2Е §-() j ,
g 10 15
0
где К - коэффициент, учитывающий
физико-механические свойства покрытий;
Е - модуль упругости металла исходной заготовки, МПа;
-показатель степенной зависимости упрочнения
-коэффициент, характеризующий свойства металла при упрочнении по степенному закону, МПа}
толщина исходной заготовки,
мм;
толщина металла, мм ;,
толщина покрытия, мм;
m
,|В
лкПК
b f, - щирина большей полки, мм, а изгибающий момент прикладывают к
меньшей полке, осуществляя.ее под- гибку усилиями, направленными нормаль- но плоско.сти полки в осевом сечении
валков каждого технологического перехода до заданной формы, при этом 30
угол подгибки этой полки в каждом переходе определяют из выражения
,,(. 0,002 - 1, где L - длина очага деформации, мм.
м
- ширина меньшей полки, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления несимметричных гнутых профилей | 1985 |
|
SU1278059A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления гнутых профилей | 1981 |
|
SU1005977A1 |
| Способ изготовления гнутых профилей проката | 1984 |
|
SU1169773A1 |
Изобретение относится к обработке металлов давлением ,в частности, к технологии изготовления гнутых неравнополочных профилей из заготовок с защитно-декоративными покрытиями, и предназначено для использования при производстве элементов отделки судовых помещений. Цель изобретения - улучшение качества профилей за счет сохранения сплошности покрытия и предупреждения продольного изгиба и винтообразного скручивания. Большую полку профиля располагают в горизонтальной плоскости параллельно исходной заготовке и равноудаленной от осей вращения валков, прикладывая к ней аксиальные деформации растяжения. К меньшей полке прикладывают изгибающий момент, осуществляя ее подгибку усилиями, направленными нормально плоскости полки в осевом сечении валков каждого перехода. Угол подгибки в каждом переходе и величину деформации растяжения большей полки определяют по расчетным зависимостям. 2 ил.
Фиг.1
ft-1 перепад
чгЛ
-пере код
| Способ изготовления гнутых профилей | 1984 |
|
SU1169772A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
