Изобретение относится к обработке металлов давлением, а именно к технологии изготовления гнутых профилей корытного и гофрированного типов. Цель изобретения - повышение качества проката путем уменьшения волнистости кромок и продольного изгиба На чертеже изображена схема подпитки элементов профиля. Способ изготовления гнутых профилей заключается в гибке заготовки по переходам со смещением ее кромки в вертикальной плоскости на расстояния определяемые по формуле b Г . -f) + --- ainei п где Ь - высота подъема кромки на переходе k; k - номер перехода; b - ширина полки; п - общее число переходов; oL суммарный угол подгибки. Пример. Для получения корытообразного профиля из алкминиевого сплава с длиной полки 30 мм и с внешним суммарным углом подгибки 60 полку смещали вертикально вверх за четыре перехода. При этом величина смещения в первом переходе была равна 7,13 мм, во втором - 13,99 мм, считая от горизонтального положения полки, в третьем - 20,35 мм, в четвертом - 25,98 мм.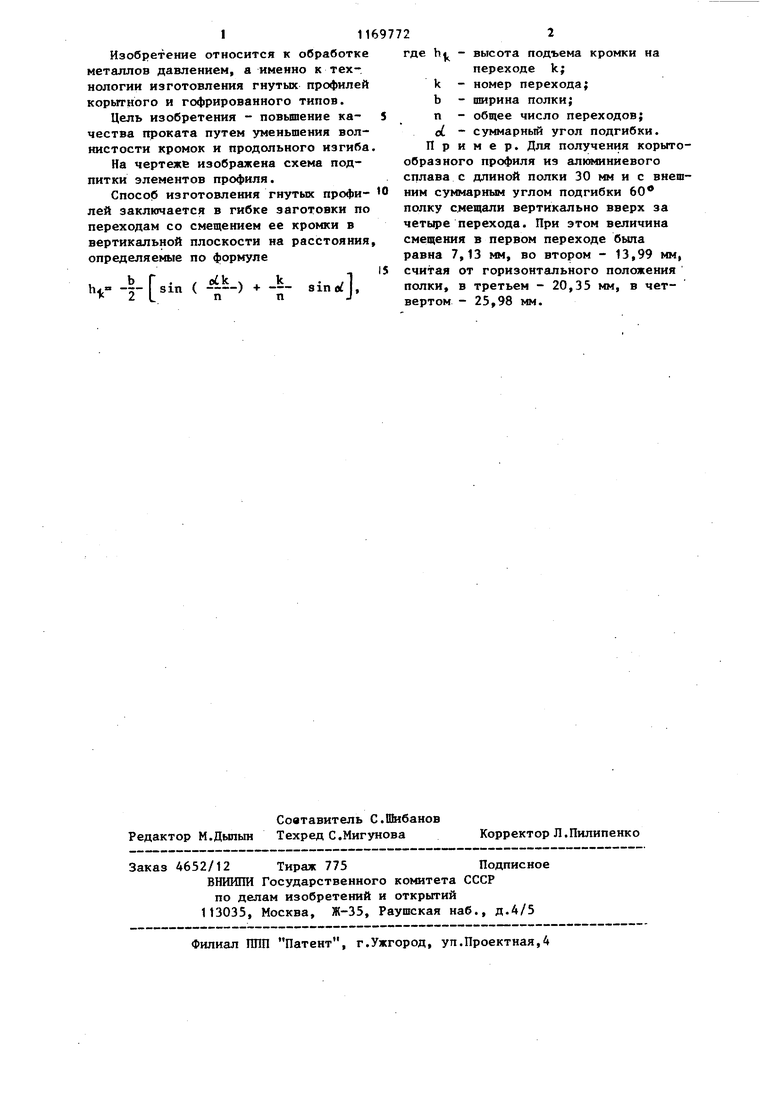
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОПОЛОЧНЫХ ШВЕЛЛЕРНЫХ И КОРЫТНЫХ СИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ В РОЛИКАХ | 2002 |
|
RU2228232C2 |
| Способ производства гнутых профилей | 1978 |
|
SU727263A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
| Способ производства гнутых профилей проката | 1984 |
|
SU1136867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА, включающий гибку заготовки по переходам со смещением ее кромки в вертикальной плоскости, отличающийся тем, что, с целью повьшения качества проката путем уменьшения волнистости кромок и продольного изгиба, кромки заготовки смещают в вертикальной плоскости на расстояния, определяемые по формуле :. b Г . ,oLk . (-п-- hlc sin п где h - высота подъема кромки на переходе k; с fS k - номер перехода; b - ширина полки; п - общее число переходов; оС - суммарный угол подгибки. Cft СО VI tvd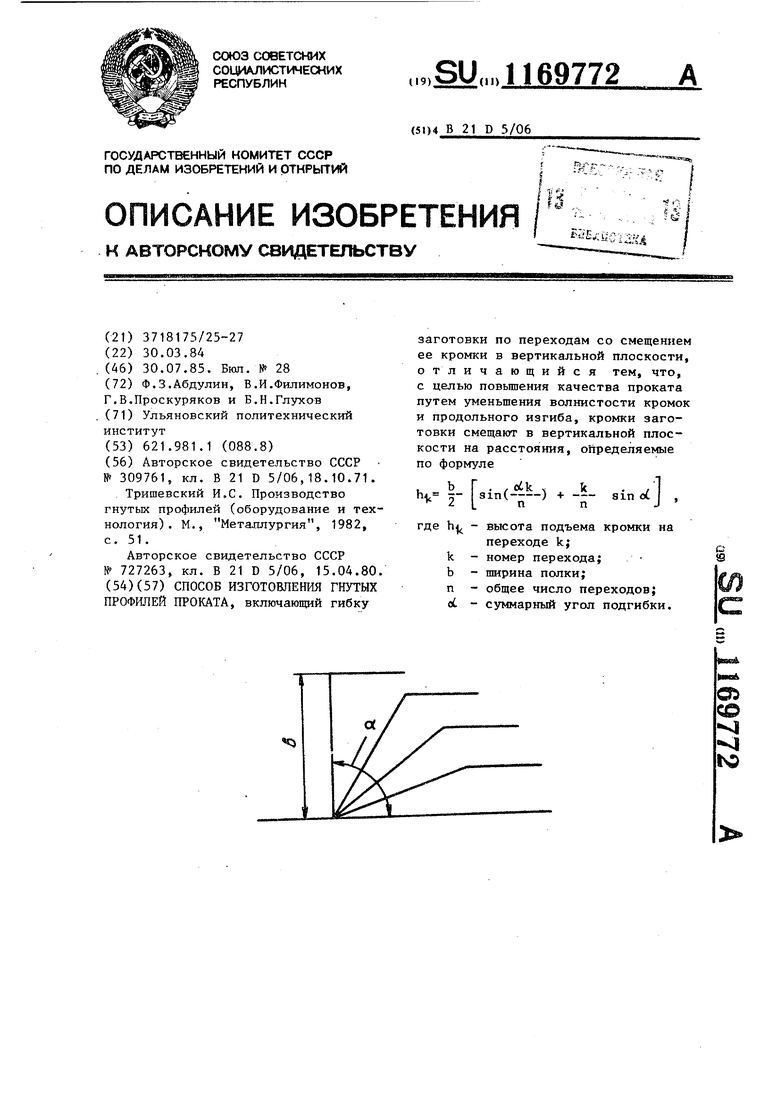
| СПОСОБ ИЗГОТОВ.ЛЕНИЯ ГНУТБ1Х ПРОФИЛЕЙ | 0 |
|
SU309761A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Тришевский И.С | |||
| Производство гнутых профилей (оборудование и технология) | |||
| М., Метаплургия, 1982, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Способ производства гнутых профилей | 1978 |
|
SU727263A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
