4
4
ю
Фиг. /
3U96874
носа роликов и корпуса. Вальцовка содержит веретено (В) 1, выполненное в виде двух сопряженных конусов 2 и 3, имеющих общее основание 4 и ус- , тановяенное между развернутыми к его оси роликами (Р) 5 и 6, расположенными в окнах 7 полого корпуса 8, Р 5 и 6 имеют возможность перемещения вдоль окон 7, Соседние Р 5 и 6 раз- tg вернуты друг относительно друга на угол - 2J , где j - угол между осью В 1 -И осью Р 5 или 6с После заведений вальцовки Et трубу (Т) 10 трубной
решетки 11 В 1 перемещают в осевом направлении, раздвигая Р 5 и 6 до контакта с Т 10. Затем В 1 приводят во вращение и Р 5 и 6, обкатывая внутреннюю поверхность 10 гго винтовой линии, перемещаются навстречу один другому и увеличивают диаметр охватьшающей их окружности, деформируя тем самым Т 10 в радиальном направлении. По достижении заданной степени деформации В 1 сообщают обратное вращение и Р 5 и 6 раздвигаются в осевом направлении. 3 ил.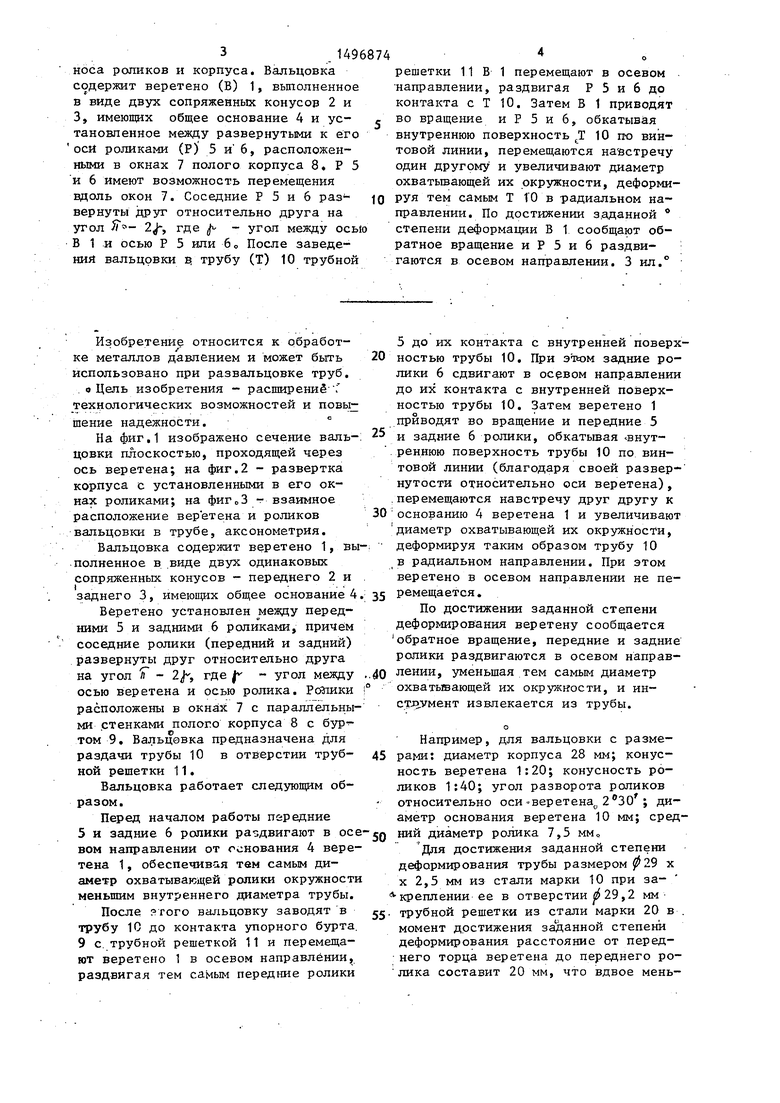
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцовка | 1987 |
|
SU1523228A1 |
| Устройство для развальцовки труб | 1978 |
|
SU749506A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
| Вальцовка | 1987 |
|
SU1447489A1 |
| ВАЛЬЦОВКА | 1992 |
|
RU2072272C1 |
| Вальцовка | 1989 |
|
SU1673244A1 |
| Вальцовка для труб | 1986 |
|
SU1368072A1 |
| Способ крепления труб в отверстиях трубных решеток | 1980 |
|
SU940944A1 |
| Устройство для развальцовки труб в трубных решетках | 1983 |
|
SU1110517A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении теплообменных аппаратов для закрепления труб в трубных решетках. Цель изобретения - расширение технологических возможностей инструмента путем уменьшения его осевых размеров и повышение надежности за счет снижения износа роликов и корпуса. Вальцовка содержит веретено (В) 1, выполненное в виде двух сопряженных конусов 2 и 3, имеющих общее основание 4 и установленное между развернутыми к его оси роликами (Р) 5 и 6, расположенными в окнах 7 полого корпуса 8. Р 5 и 6 имеют возможность перемещения вдоль окон 7. Соседние Р 5 и 6 развернуты друг относительно друга на угол φ - 2γ, где γ - угол между осью В1 и осью Р5 или 6. После заведения вальцовки в трубу (Т) 10 трубной решетки 11 В1 перемещают в осевом направлении, раздвигая Р5 и 6 до контакта с Т 10. Затем В1 приводят во вращение и Р5 и 6, обкатывая внутреннюю поверхность Т 10 по винтовой линии, перемещаются навстречу один другому и увеличивают диаметр охватывающей их окружности, деформируя тем самым Т10 в радиальном направлении. По достижении заданной степени деформации В1 сообщают обратное вращение и Р5 и 6 раздвигаются в осевом направлении. 3 ил.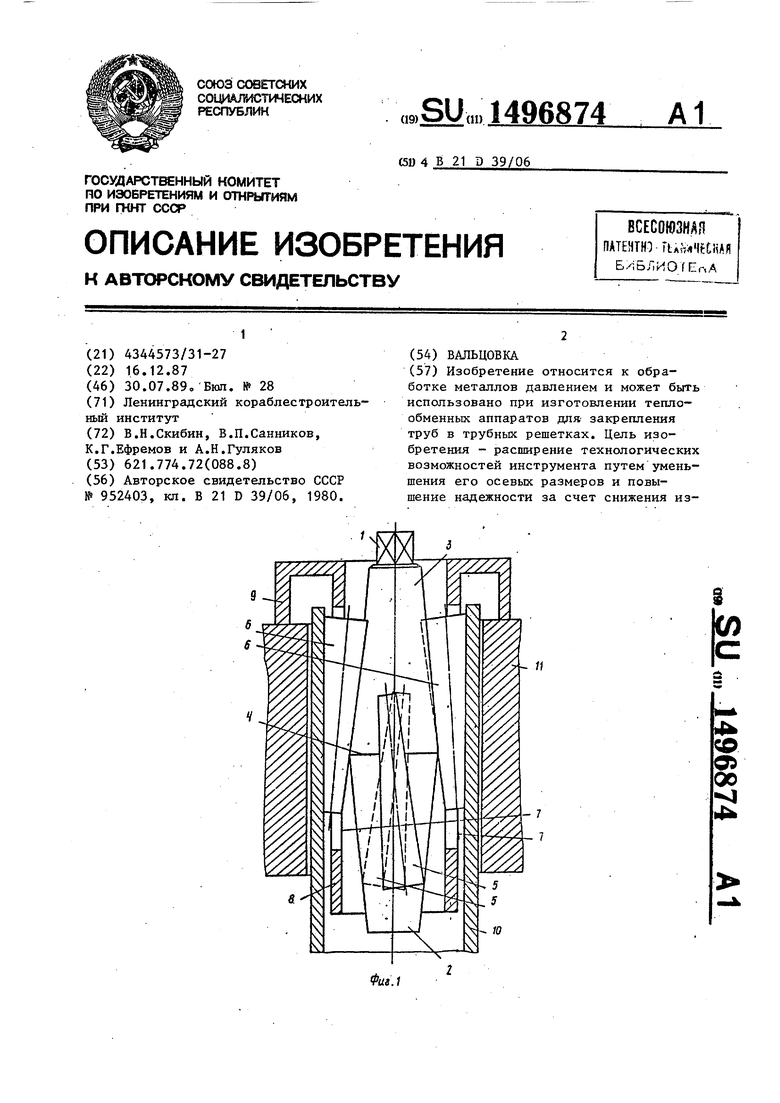
Изобретение относится к обработке металлов давлением и может быть использовано при развальцовке труб. . о Цель изобретения - расширение Г технологических возможностей и повышение надежности.°
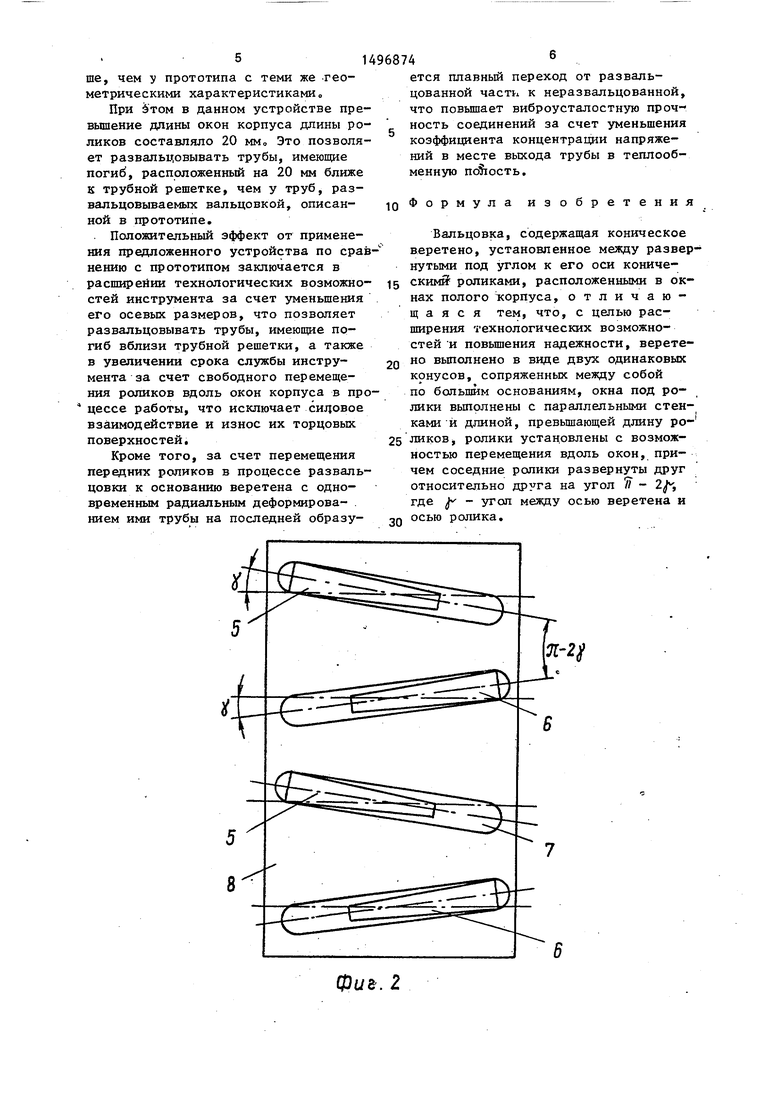
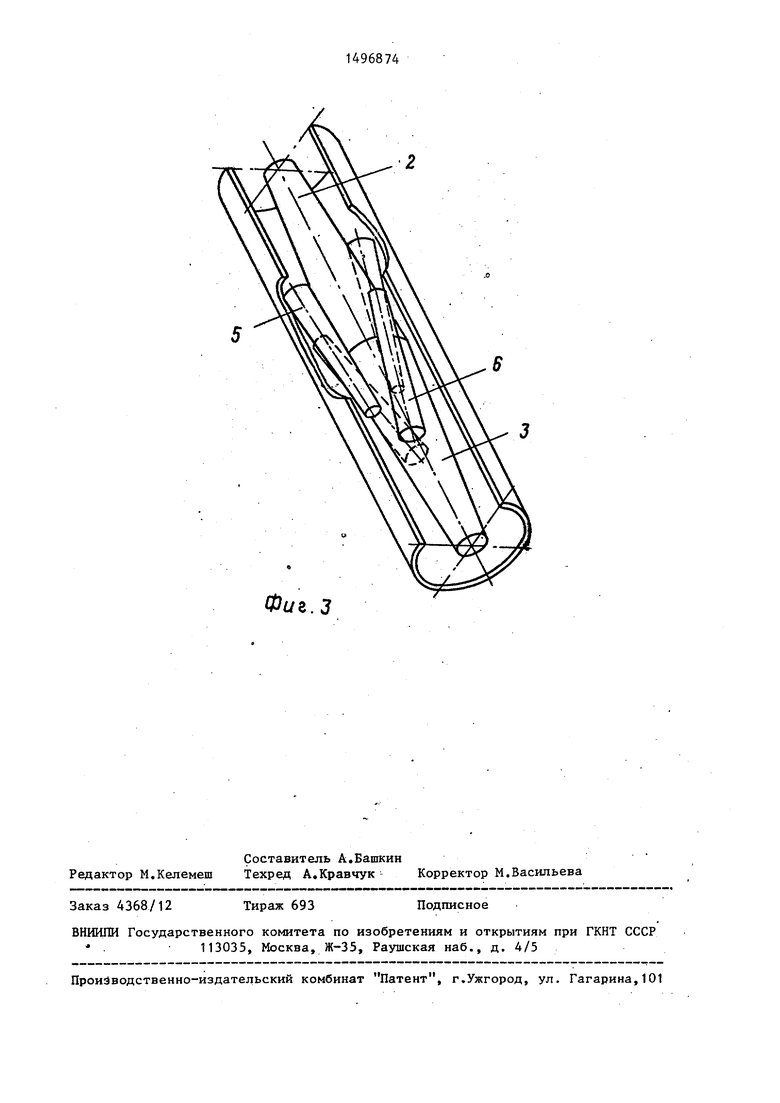
На фиг,1 изображено сечение вальцовки плоскостью, проходящей через ось веретена; на фиг.2 - развертка корпуса с установленными в его окнах роликами; на фиГоЗ -г взаимное расположение веретена и роликов вальцовки в трубе, аксонометрия.
Вальцовка содержит веретено 1, выполненное в .виде двух одинаковых сопряженных конусов - переднего 2 и заднего 3, имеющих общее основание 4
Веретено установлен между передними 5 и задними 6 роликами, причём соседние ролики (передний и задний) развернуты друг относительно друга на угол Г - , где | - угол между осью веретена и осью ролика. Рсйтики расположены в окнах 7 с параллельными стенками полого корпуса 8 с бур- том 9, Вальцовка предназначена для раздачи трубы 10 в отверстии трубной решетки 11.
Вальцовка работает следующим образом.
Перед началом работы передние 5 и задние 6 ролики раздвигают в осе вон направлении от основания 4 веретена 1, обеспечивая тем самым диаметр охватывающей ролики окружности меньшим внутреннего диаметра трубы. После гого вальцовку заводят в трубу 10 до контакта упорного бурта. 9 с. трубной решеткой 11 и перемещают веретено 1 в осевом направлении, раздвигая тем самым передние ролики
5 до их контакта с внутренней поверх- 20 ностью трубы 10. При этом задние ролики 6 сдвигают в осевом направлении до их контакта с внутренней поверхностью трубы 10. Затем веретено 1 приводят во вращение и передние 5 25 и задние 6 ролики, обкатывая внут- . реннюю поверхность трубы 10 по винтовой линии (благодаря своей развер- нутости относительно оси веретена), ,перемещаются навстречу друг другу к 30 основанию 4 веретена 1 и увеличивают
диаметр охватывающей их окружности, деформируя таким образом трубу 10 в радиальном направлении. При этом веретено в осевом направлении не пе- 35 ремещается.
По достижении заданной степени деформирования веретену сообщается обратное вращение, передние и задние ролики раздвигаются в осевом направ- 40 лении, уменьшая тем самым диаметр охватьгоающей их окружности, и ин- CTJ VMeHT извлекается из трубы.
о
Например, для вальцовки с разме- 45 рами: диаметр корпуса 28 мм; конусность веретена 1:20; конусность роликов 1:40; угол разворота роликов - относительно оси-веретена 2 ЗО ; диаметр основания веретена 10 мм; сред- 50 НИИ диаметр ролика 7,5 мм,
Для достижения заданной степени д ормирования трубы размером 29 х X 2,5 мм из стали марки 10 при за- креплении ее в отверстии 29,2 мм 55- трубной решетки из стали марки 20 в . момент д.остижения заданной степени деформирования расстояние от переднего торца веретена до переднего ро- лика составит 20 мм, что вдвое меньше, чем у прототипа с теми же геометрическими характеристинамио
При йтом в данном устройстве превышение длины окон корпуса длины роликов составляло 20 мм„ Это позволяет развальцовывать трубы, имеющие погиб, расположенный на 20 мм ближе к трубной решетке, чем у труб, развальцовываемых вальцовкой, описанной в прототипе.
Положительный эффект от применения предложенного устройства по срав нению с прототипом заключается в
расширении технологических возможно- 15 скимй роликами, расположенными в окстей инстрзгмента за счет уменьшения его осевых размеров, что позволяет развальцовывать трубы, имеющие погиб вблизи трубной решетки, а также в увеличении срока службы инструмента за счет свободного перемещения роликов вдоль окон корпуса в прцессе работы, что исключает силовое взаимодействие и износ их торцовых поверхностей.
Кроме того, за счет перемещения передних роликов в процессе развальцовки к основанию веретена с одновременным радиальным деформированием ими трубы на последней образуфи. 2
ется плавный переход от развальцованной часть к неразвальцованной, что повышает виброусталостную проч- ность соединений за счет уменьшения коэффициента концентрации напряжений в месте выхода трубы в теплооб- менную по 1ость.
Формула изобретения
Вальцовка, содержащая коническое веретено, установленное между развернутыми под углом к его оси кониче
нах полого тсорпуса, отличающаяся тем, что, с целью расширения технологических возможностей и повьшхения надежности, веретено вьшолнено в виде двух одинаковых конусов, сопряженных между собой по большим основаниям, окна под ролики выпрлнены с параллельными стенками и длиной, превьш1ающей длину роликов, ролики установлены с возможностью перемещения вдоль окон, причем соседние ролики развернуты друг относительно друга на угол Г - где - угол, между осью веретена и
осью ролика.
2
Фиг.З
Составитель А.Башкин Редактор М.Келемеш Техред А.Кравчук - Корректор М.Васильева
Заказ 4368/12
Тираж 693
ВНИИДИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР .113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Подписное
| Устройство для развальцовки труб | 1980 |
|
SU952403A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
