Фа2.г
движемии заготовк ее цилиндрическая часть фиксируется наклоннрлми плоскостями П. При движении загс- топки через узел направления подавае- MI,IX в индуктор заготовок она раздвигает П 19 и 20. Рычаги 14 и 15 синхронно посредством стержня 18 новора- чиваготся вокруг осей 12 и 13 и сжииндуктор, она нагревается и ностунает в следующий узел направления нодавае- мых в индуктор заготовок и т.д. Затем заготовка нодается в прокатную клеть стана. Узел направления подаваемых, в индуктор заготовок дает возможность задавать заготовку в индуктор при минимально допустимом расстоянии между заго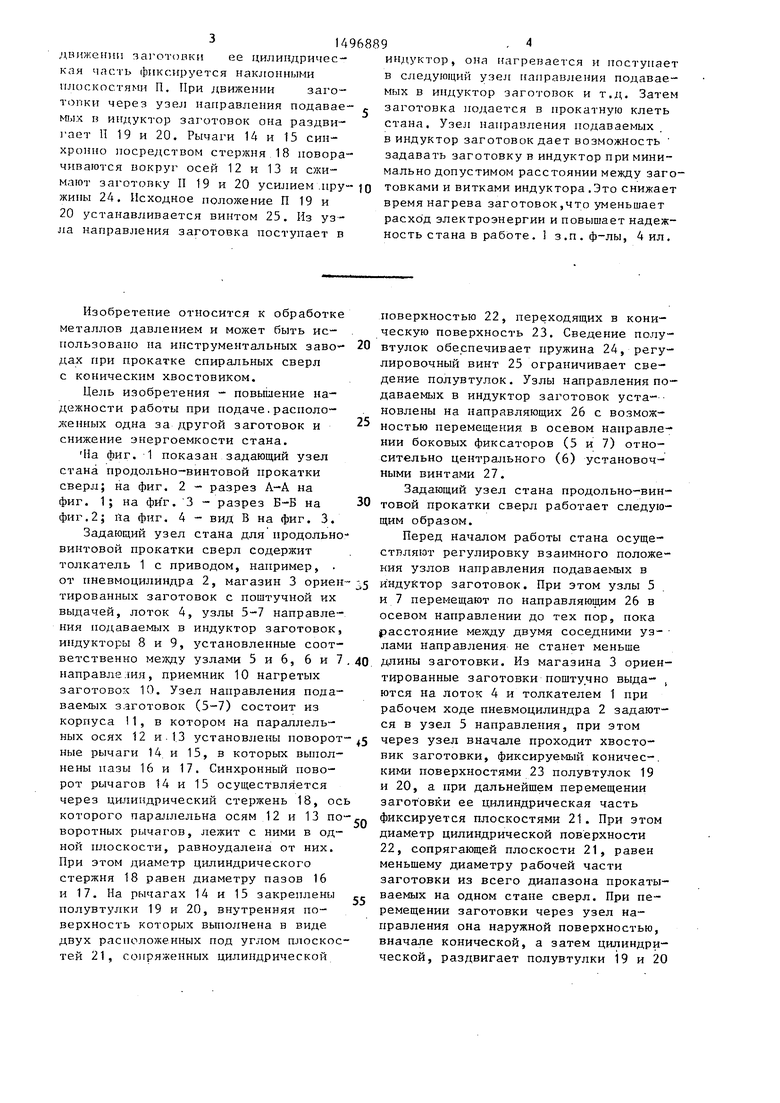
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| Способ винтовой прокатки спиральных сверл | 1960 |
|
SU132183A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Стан для прокатки спиральных сверл | 1987 |
|
SU1433606A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2009 |
|
RU2396150C1 |
| Радиально-обжимное устройство | 1985 |
|
SU1310086A1 |
| Автоматизированный стан холодной прокатки конических труб для велосипедных вилок | 1961 |
|
SU144134A1 |
| Устройство для отделения листа отСТОпы и пОдАчи ЕгО K пРЕССу | 1979 |
|
SU846002A1 |
Изобретение относится к обработке металлов давлением и может быть использовано на инструментальных заводах при прокатке спиральных сверл с коническим хвостовиком. Цель изобретения - повышение надежности при подаче расположенных одна за другой заготовок и снижение энергоемкости. Заготовка из загрузочного магазина поштучно подается на лоток. Толкателем при рабочем ходе пневмоцилиндра задаются в узел направления подаваемые в индуктор заготовки. Через этот узел вначале проходит хвостовик заготовки вперед, он фиксируется коническими поверхностями полувтулок (П) 19 и 20. При дальнейшем движении заготовки ее цилиндрическая часть фиксируется наклонными плоскостями П. При движении заготовки через узел направления подаваемых в индуктор заготовок она раздвигает П 19 и 20. Рычаги 14 и 15 синхронно посредством стержня 18 поворачиваются вокруг осей 12 и 13 и сжимают заготовку П 19 и 20 усилителем пружины 24. Исходное положение П 19 и 20 устанавливается винтом 25. Из узла направления подаваемых в индуктор заготовок последняя поступает в индуктор, она нагревается и поступает в следующий узел направления подаваемых в индуктор заготовок и т.д. Затем заготовка подается в прокатную клеть стана. Узел направления подаваемых в индуктор заготовок дает возможность задавать заготовку в индуктор при минимально допустимом расстоянии между заготовкой и витками индуктора. Это снижает время нагрева заготовки, что уменьшает расход электроэнергии и повышает надежность стана в работе. 1 з.п.ф-лы, 4 ил.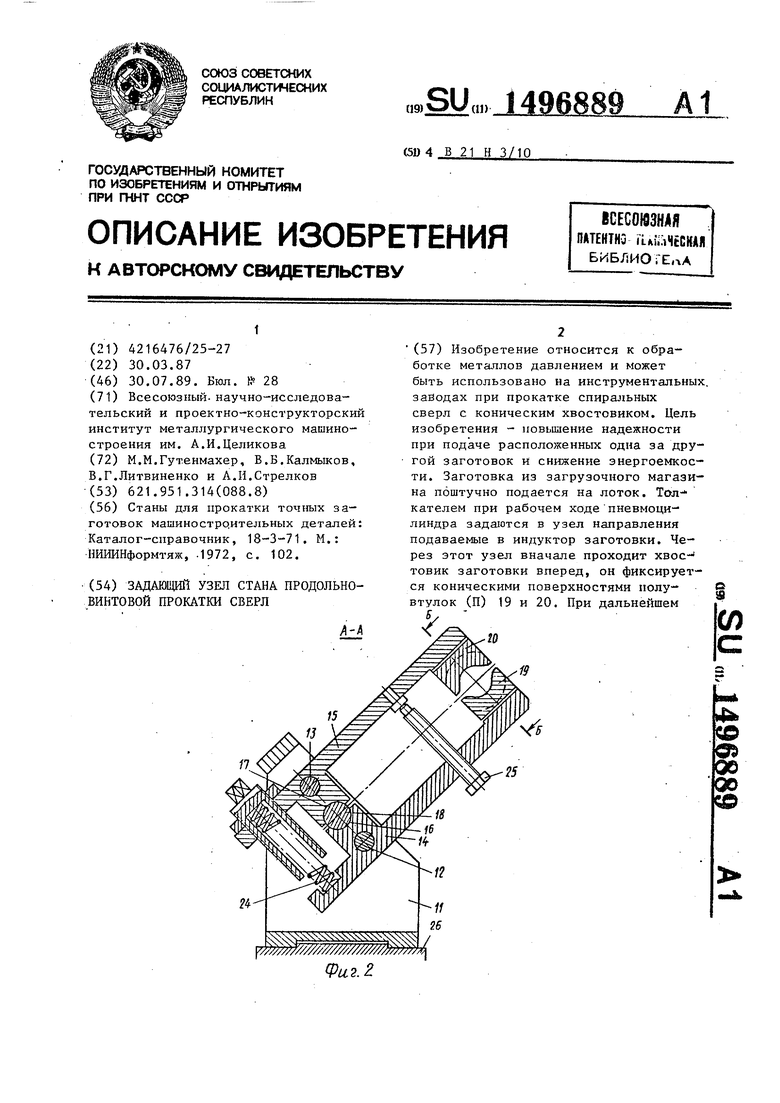
мают заготовку II 19 и 20 усилием .пру-jgтовками и витками индуктора .Это снижает
жины 24. Исходное положение П 19 ивремя нагрева заготовок,что уменьшает
20 устанавливается винтом 25. Из уз-расход электроэнергии и повышает надежла направления заготовка поступает вность стана в работе. 1 з.п.ф-лы, 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано на инструментальных заводах при прокатке спиральных сверл с коническим хвостовиком.
Цель изобретения - повышение надежности работы при подаче.располо- лее иных одна за другой заготовок и снижение энергоемкости стана.
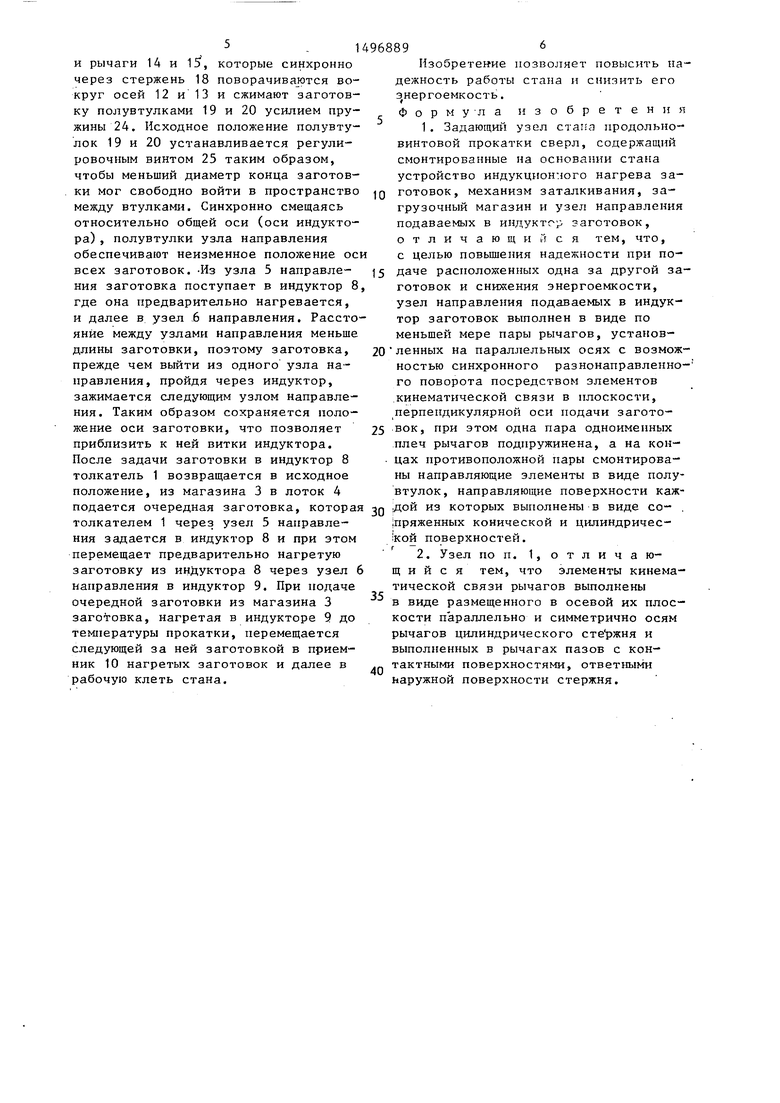
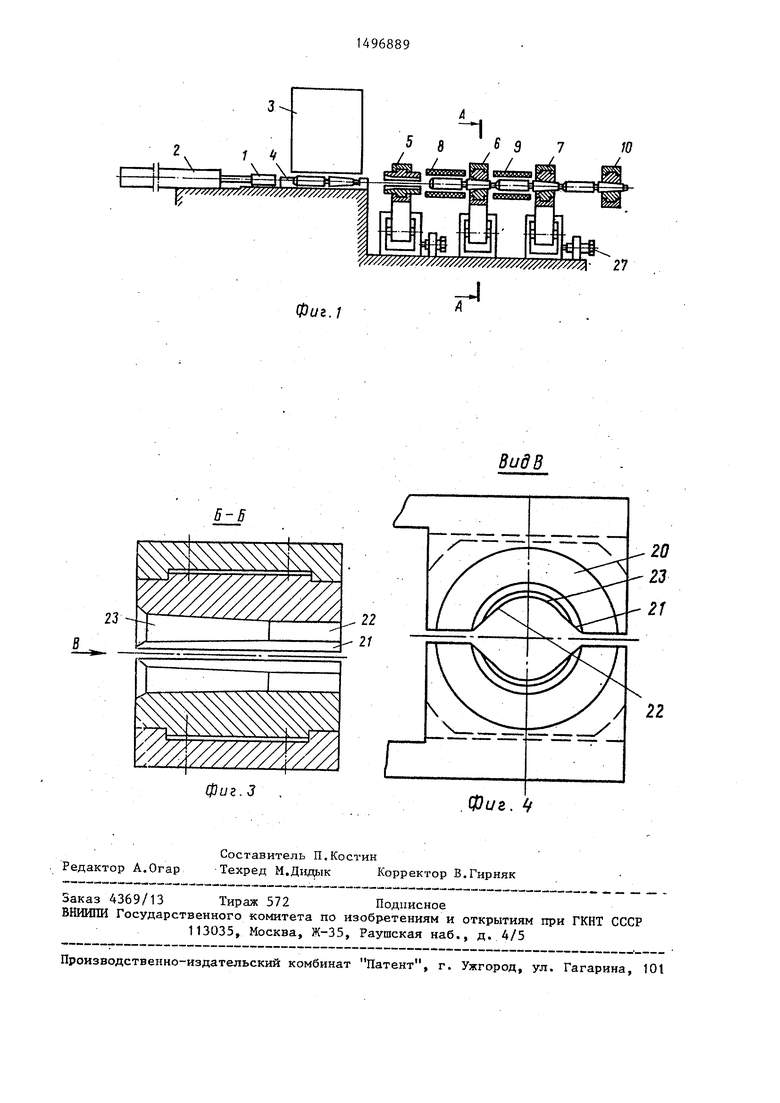
На фиг. 1 показан задающий узел стана продольно-винтовой прокатки сверл; на фиг. 2 - разрез А-А на фиг. 1; на фи г. 3 - разрез Б-Б на фиг.2; На фиг. 4 - вид В на фиг. 3.
Задающий узел стана для продольно винтовой прокатки сверл содержит толкатель 1 с приводом, например, от пневмоцилиндра 2, магазин 3 ориентированных заготовок с поштучной их выдачей, лоток 4, узлы 5-7 направления подаваем1.1Х в индуктор заготовок, индукторы 8 и 9, установленные соответственно мезкду узлами 5 и 6, 6 и 7 направле:шя, приемник 10 нагретых заготовок 10. Узел направления подаваемых заготовок (5-7) состоит из корпуса I1, в котором на параллельных осях 12 и 13 установлены поворот ные рычаги 14 и 15, в которых выполнены пазы 16 и 17. Синхронный поворот рычагов 14 и 15 осуществляется через цилиндрический стержень 18, ос которого параллельна осям 12 и 13 поворотных рычагов, лежит с ними в одной плоскости, равноудалена от них. При этом диаметр цилиндрического стержня 18 равен диаметру пазов 16 и 17. На рычагах 14 и 15 закреплен, полувтулки 19 и 20, внутренняя поверхность которых выполнена в виде двух расположенных под углом плоскостей 21, сопряженных цилиндрической
0
5
0
5
0
0
5
поверхностью 22, переходящих в коническую поверхность 23. Сведение полувтулок обеспечивает пружина 24, регулировочный винт 25 ограничивает сведение полувтулок. Узлы направления подаваемых в индуктор заготовок уста- новлены на направляющих 26 с возможностью перемещения в осевом направлении боковых фиксаторов (5 и 7) относительно центрального (6) установочными винтами 27.
Задающий узел стана продольно-винтовой прокатки сверл работает следующим образом.
Перед началом работы стана осуществляют регулировку взаимного положения узлов направления подаваемых в и ндуктор заготовок. При этом узлы 5 и 7 перемещают по направляющим 26 в осевом направлении до тех пор, пока расстояние между двумя сосе/;ними уз- лами направления не станет меньше длины заготовки. Из магазина 3 ориентированные заготовки поштучно выда- , ются на лоток 4 и толкателем 1 при рабочем ходе пневмоцилиндра 2 задаются в узел 5 направления, при этом через узел вначале проходит хвостовик заготовки, фиксируемый коничес-. кими поверхностями 23 полувтулок 19 и 20, а при дальнейшем перемещении заготовки ее цилиндрическая часть фиксируется плоскостями 21. При этом диаметр цилиндрической поверхнослги 22, сопрягающей плоскости 21, равен меньшему диаметру рабочей части заготовки из всего диапазона прокатываемых на одном стане сверл. При перемещении заготовки через узел направления она наружной поверхностью, вначале конической, а затем цилиндрической, раздвигает полувтулки 19 и 20
и рычаги 14 и 15, которые синхронно через стержень 18 поворачиваются вокруг осей 12 и 13 и сжимают заготовку полувтулками 19 и 20 усилием пружины 24. Исходное положение полувтулок 19 и 20 устанавливается регулировочным винтом 25 таким образом, чтобы меньший диаметр конца заготовки мог свободно войти в пространство между втулками. Синхронно смещаясь относительно общей оси (оси индуктора) , полувтулки узла направления обеспечивают неизменное положение ос всех заготовок. -Из узла 5 направле- ния заготовка поступает в индуктор 8 где она предварительно нагревается, и далее в узел 6 направления. Расстояние между узлами направления меньше длины заготовки, поэтому заготовка, прежде чем выйти из одного узла направления, пройдя через индуктор, зажимается следующим узлом направления. Таким образом сохраняется положение оси заготовки, что позволяет приблизить к ней витки индуктора. После задачи заготовки в индуктор 8 толкатель 1 возвращается в исходное положение, из магазина 3 в лоток 4
подается очередная заготовка, которая -JQ Л° которых выполнены в виде со- , толкателем 1 через узел 5 направле- Спряженных конической и цилиндричес- ния задается в индуктор 8 и при этом перемещает предварительно нагретую заготовку из инДуктора 8 через узел 6 направления в индуктор 9. При иодаче
очередной заготовки из магазина 3 заготовка, нагретая в индукторе 9 до температуры прокатки, перемещается следующей за ней заготовкой в приемник 10 нагретых заготовок и далее в рабочую клеть стана.
40
1кой поверхностей.
0
5
0
5
Изобретение позволяет повысить надежность работы стана и снизить его энергоемкость.
Форм У Л а изобретения 1 . Задающий узел стагга продольно- винтовой прокатки сверл, содержащий смонтированные на основании стана устройство индукцион: ого нагрева заготовок, механизм заталкивания, загрузочный магазин и узел направления подаваемых в индуктг р заготовок, отличающийся тем, что, с целью повышения надежности при подаче расположенных одна за другой заготовок и снижения энергоемкости, узел направления подаваемых в индуктор заготовок выполнен в виде по меньшей мере пары рычагов, установ- ленных на параллельных осях с возможностью синхронного разнонаправленно- го поворота посредством элементов кинематической связи в плоскости, перпендикулярной оси подачи заготовок, при этом одна пара одноименных плеч рычагов подпружинена, а на концах противоположной пары смонтированы направляющие элементы в виде полувтулок, направляющие поверхности каж-JQ Л° которых выполнены в виде со- , Спряженных конической и цилиндричес-
40
1кой поверхностей.
Фиг.1
Б-6
23
фиг.З
ю
/у////////////////// 27
ЬидВ
22
21
п
фиг. ff
| Станы для прокатки точных заготовок маииностраительных деталей: Каталог-справочник, 18-3-71 | |||
| М.: НИИИНформтяж, .1972, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
