4
00
со а
Изобретение относится к основному технологическому оборудованию прокатного производства, а именно к устройствам .для изготовления сверл прокаткой. .
Целью изобретения является улучше- 1ше условий обслуживания и повыпение производительности и качества изделий за счет автоматической их укладки в приемную тару.
На фиг. I. изображен стан для прокатки спиральных сверл; на фиг. 2 - сечение А-Л на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - се- чение В-В на фиг. 1.
Стан для прокатки спиральных сверл :остоит иа кинематически связан1№1х нежду собой клети 1 поперечно-винто- зой прокатки, включающей четыре рабо- шх валка с сегментами толкателя 2, проводки 3 и отводящего желоба 4.
К выходной части отводящего желоба Л примыкает лоток 5 с наклонным к оси отана дном, установленньй с возможно- отью качания от положения, локазанно- ; О иа фиг. 3, до горизонтали от при- :юда б, рычаг 7 с датчиком 8 наличия издапия в лотке 5, короб 9 П-обраэно- О поперечного , установленпьш с возможностью качания в плоскости, перпендикулярной плоскости качания лотка 5 и имекж(ий привод 10, сталкива ель П с приводом 12 для возвратно- поступательного движения внутри ко- ба при его горизонтальном положении подъемный стол 13 с приводом 14 для опускания на шаг, равный диаметру сверла} после каждого двойного хода сталкивателя 11. На подъемном столе 13 установлена приемная .тара 5 с. на- глонным дном. Между коробом 9 и лот- ном 5 на основании жестко смонтирована разделительная стенка 16.
Стан для прокатки спиральных сверл 1 аботает следукщим образом. ; Нагретая до температуры прокат- ifn заготовка подается на ось стана и о олкателем 2 задается в клеть 1, ког- Да сегменты валков разведены. Хвосто- йик заготовки проходит через зев вал- Иов и фиксируется в проводке 3, после чего сегменты поворачиваются и прока- п ывают нагретую часть заготовки.
Прокатанная заготовка отводится гйэоводкой 3 из зоны сегментов и вы- 1|алкивается в отводящий желоб 4. В йонце желоба 4 сверло попадает в ло- ioK 5, поворачивая рычаг 7 с датчиком
Q
n
5
5
8. Датчик 8 дает сигнал на подъем лотка 5 приводом 5 в горизонтальное положение, И прокатанное сверло скатывается на верх разделительной стенки 16 в наклонный короб 9, а лоток 5 опускается. После того, как в коробе 9 собирается полный ряд, число сверл в котором задается счетчиком в зависимости от диаметра сверл, короб 9 приводом 10 поднимается в горизонтальное положение, и сталкиватель 11 приводом I2 перемещает ряд сверл из короба 9 в приемную тару 15. Тара 15 установлена на подъемном столе 13, который после приема очередного ряда сверл приводом 14 опускается на один шаг, равный диаметру сверла. Тара постепенно наполняется до верха, и за время накоплешя очередного ряда заготовок в коробе 9 оператор меняет та- РУ.
Формула изобретен-, ия
Стан для прокатки спиральных сверл, содержащий смонтированные на основании приводную прокатную клеть с двумя парами рабочих валков, несущих про- .катные .сегменты, толкателем и проводкой, oтвoдящ й желоб и приемную тару, отличающийся тем, что, с целУ)Ю улучшения условий обслуживания и повьтения производительности и качества изделий, он снабжен устрой- ством для ориентированной укладки из- д елий в приемную тару, установленным между отводящим желобом и приемной тарой и. вьшолненным в виде смонтированных на основании лотка с наклонным в направлении к,продольной оси клети дном, установленным на выходе отводящего желоба с возможно.стью качания от привода в вертикальной осевой плоскости отводящего желоба от уровня совпадения дна последнего с дном лотка до горизонтального уровня, датчика наличия изделия в лотке короба П-образного сечения, обращенного открытой стороной к лотку, смонтированного с возможностыо качания от привода в плоскости, перпендикулярной плоскости качания лотка, сталки- вателя заготовок из короба в приемную тару и разделительной стенки, жестко смонтированной между лотком и коробом, при этом приемная тара установлена на столе с возможностью .шагового опускания.
Ньm
д
Hk11
f
.4
/
.9 .fj // ./3
//-
/
т
Y Д / VV 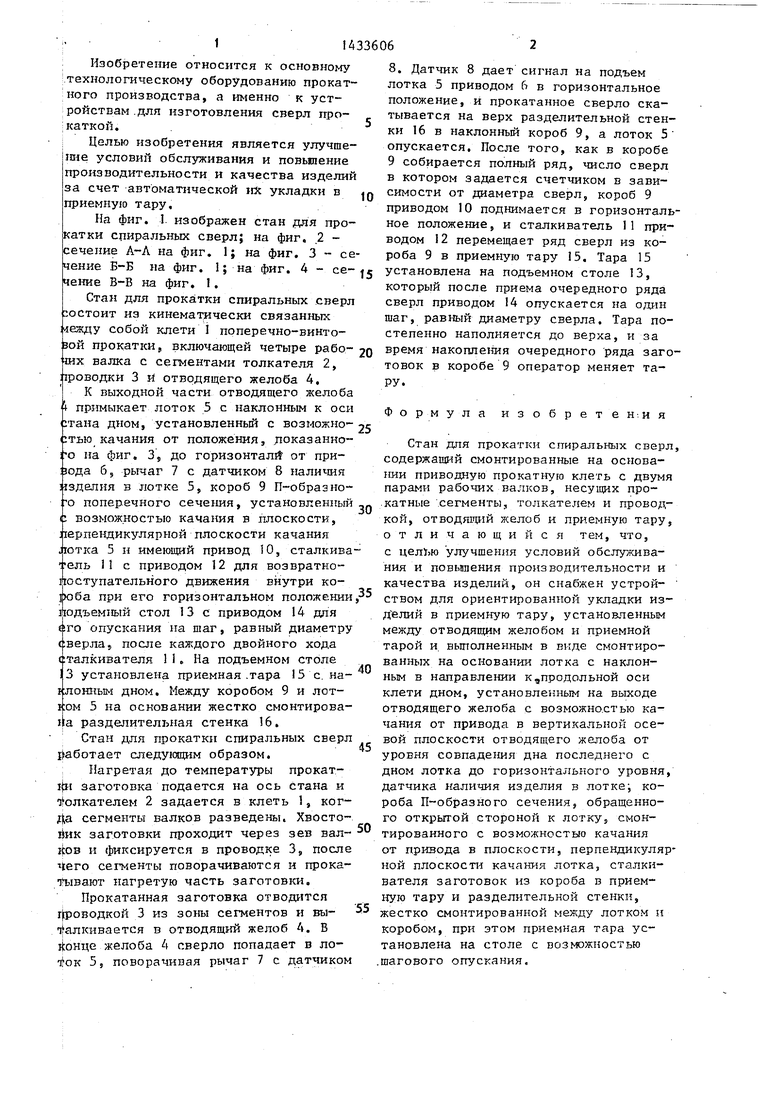
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| Способ винтовой прокатки спиральных сверл | 1960 |
|
SU132183A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| ПРИЕМНО-ЗАДАЮЩИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030936C1 |
| Стан для продольно-винтовой прокатки сверл | 1989 |
|
SU1738452A1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАГОТОВОК ПРИ МИОГОНИТОЧНОЙ ПРОКАТКЕ | 1969 |
|
SU236403A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| МОБИЛЬНЫЙ МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2012 |
|
RU2502579C1 |
| Устройство для подачи заготовок в прокатную клеть | 1986 |
|
SU1433609A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |


Изобретение относится/к основному технологическому оборудованию прокатного производства, а именно к устройствам для изготовления сверл прокаткой. Цель - улучшение условий обслуживания и повьшгенне производительности и качества изделий за счет автоматической их укладки в приемную тару. Прокатанная заготовка спирального сверла из прокатной клети выталкивается в отводящий желоб с расположенным на выходе из него наклонным лотком. По сигналу датчика, расположенного в конце лотка и фиксирующего наличие изделия в лотке, последний занимает горизонтальное положение. Изделие перекатывается через разделительную стенку и попадает в наклонный П-образный короб. После заполнения короб переводится в горизонтальное положение. Весь ряд изделий стал- кивателем перемещается в приемную тару, размещенную на столе. Стол имеет возможность шагового опускания. 4 ил. сл
Х-//
us.d
п
//
Ш777
-гчг f г
30 ) yft
us.
в-В
/
///7777Л
«Т//////
| Ольшевски М | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Горный компас | 0 |
|
SU81A1 |
