И.чобретение относится к оборудованию для обработки металлов давлением, в частности к оборудованию для производства, преимущественно, тяжеловесных цилиндрических зубчатых деталей с широкими венцами ггутем накатки зубьев в горячем состоянии.
Целью изобретения является повышение производительности агрегата и качества прокатанных изделий за счет автоматизации загрузки заготовок из тары в накопитель- и исключения забоин при выгрузке прокатанных изделий в тар.
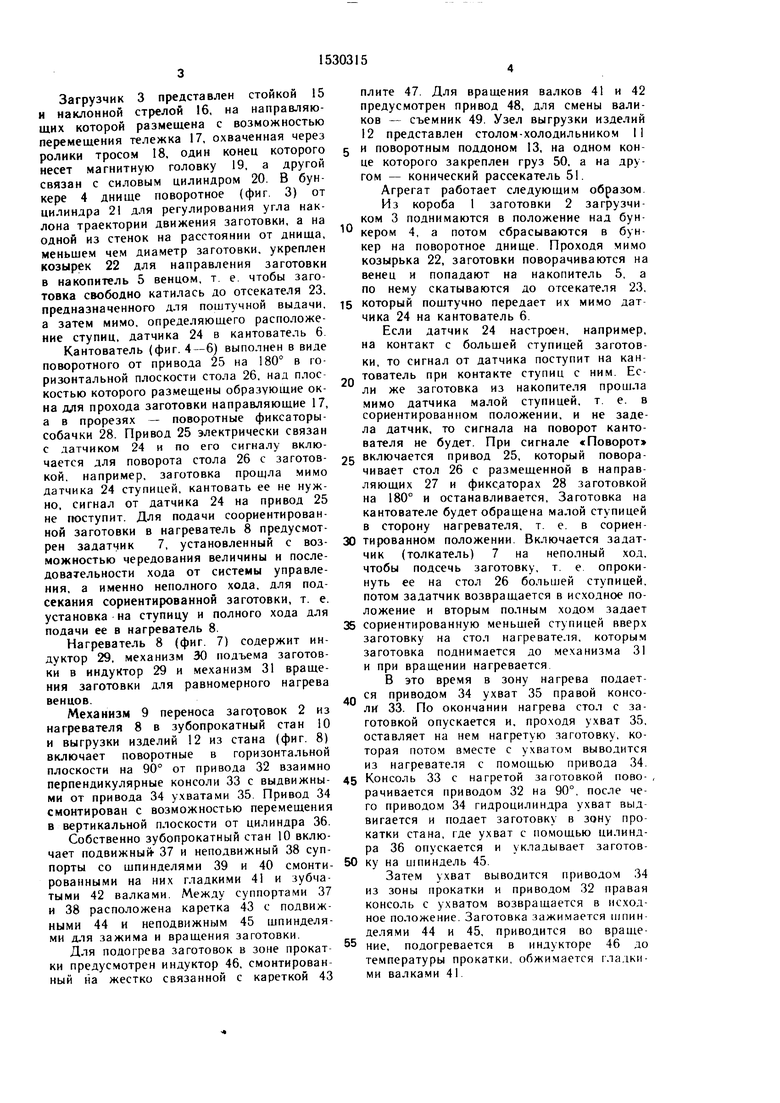
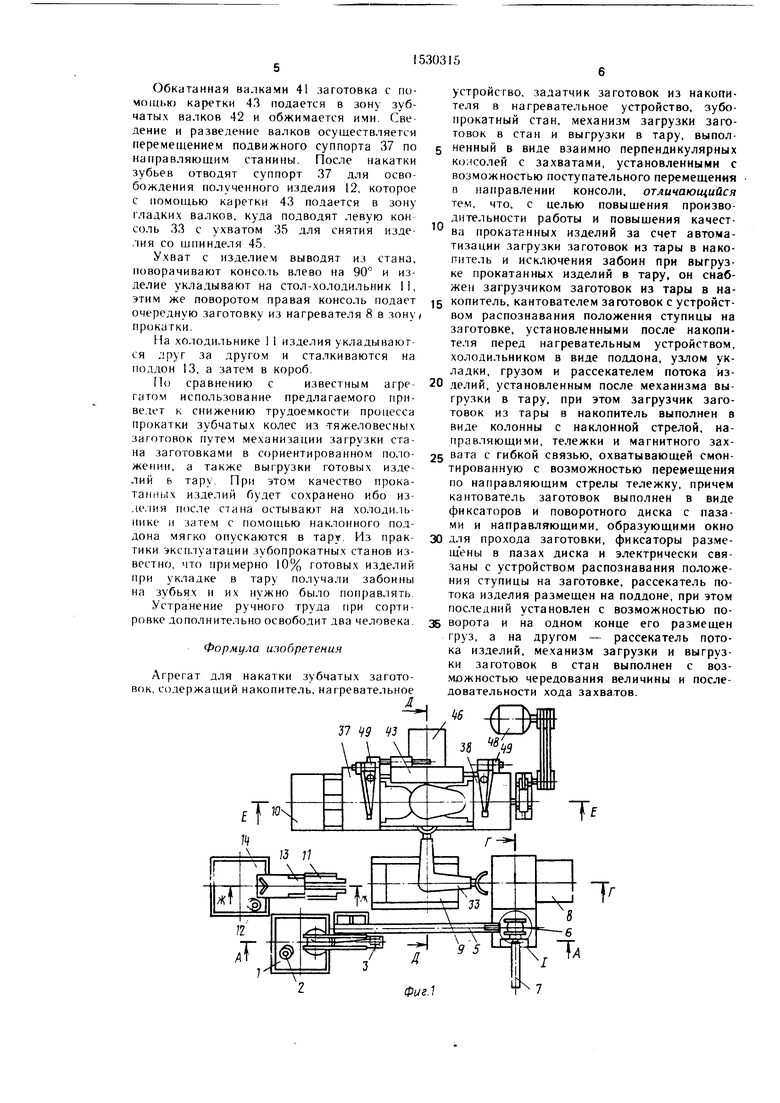
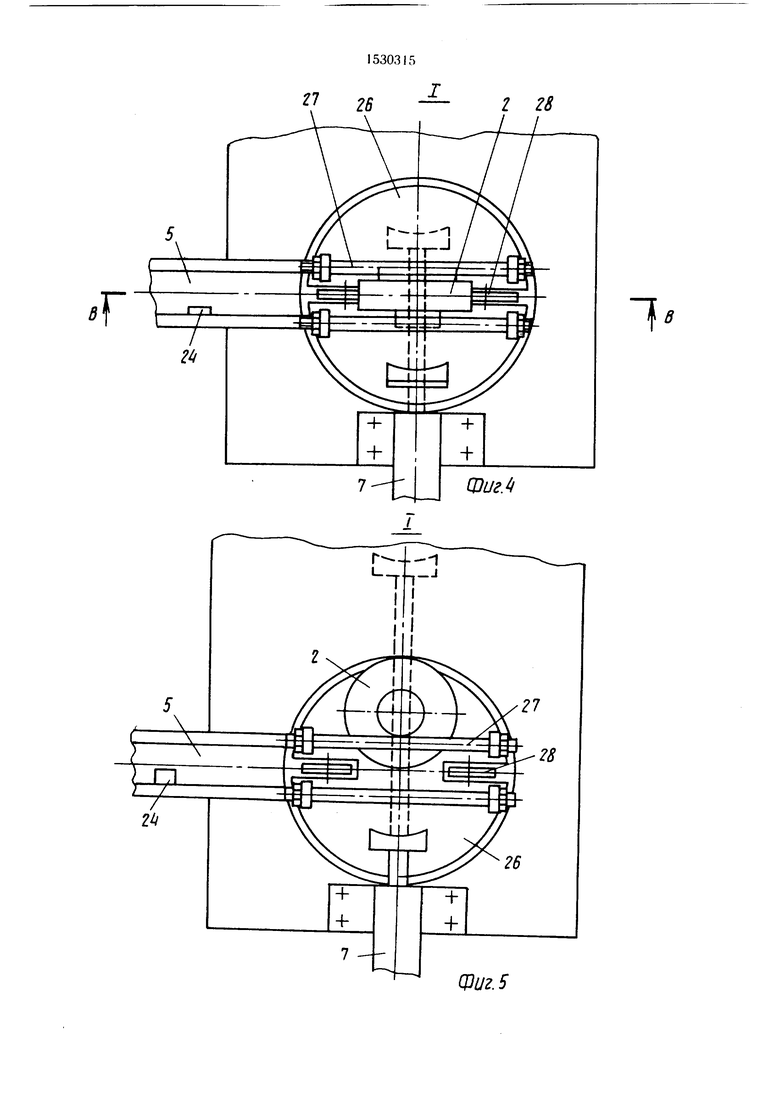
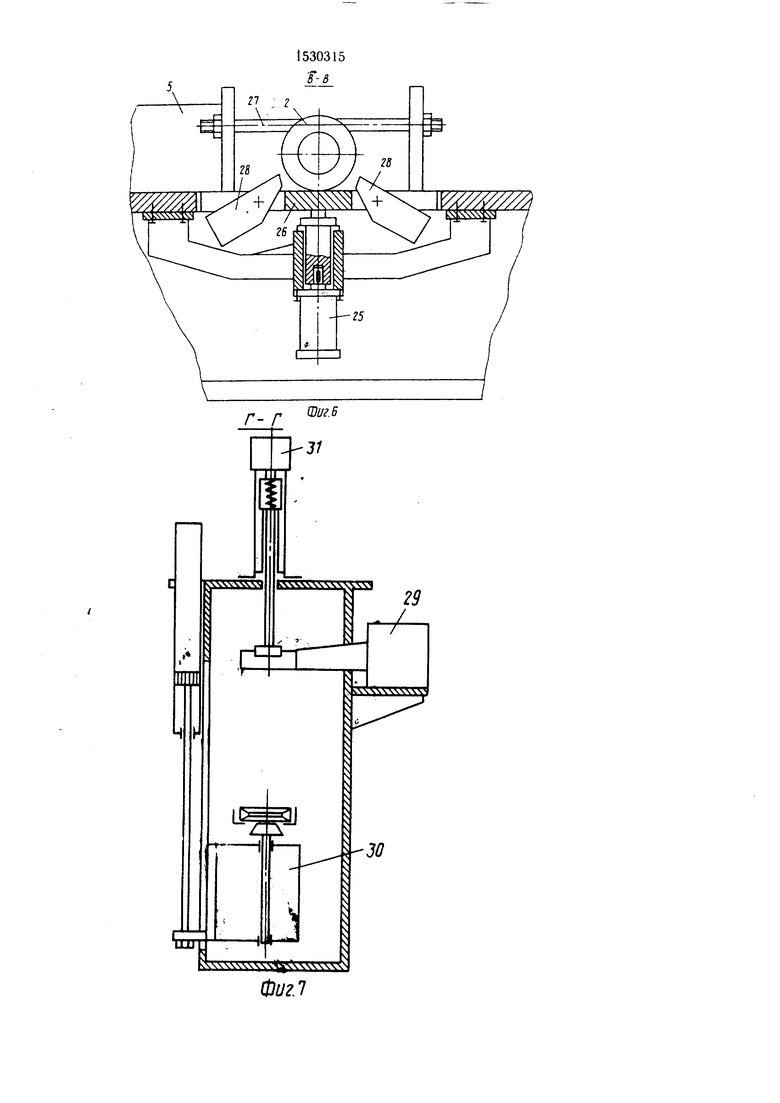
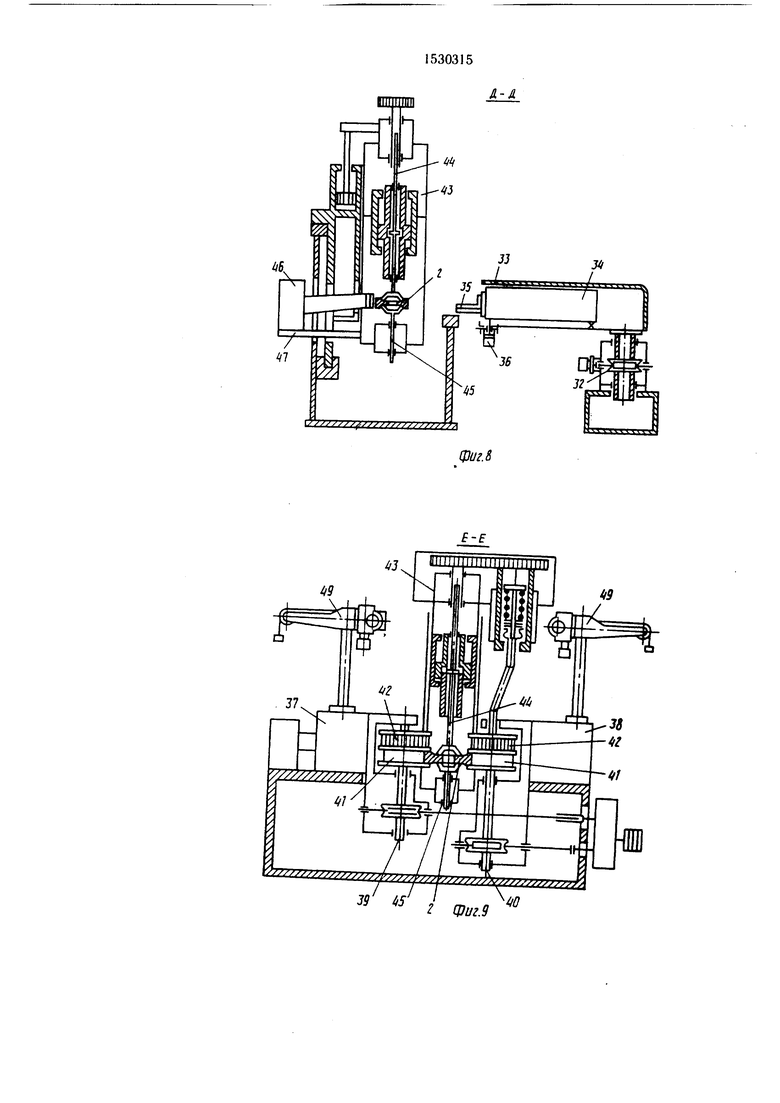
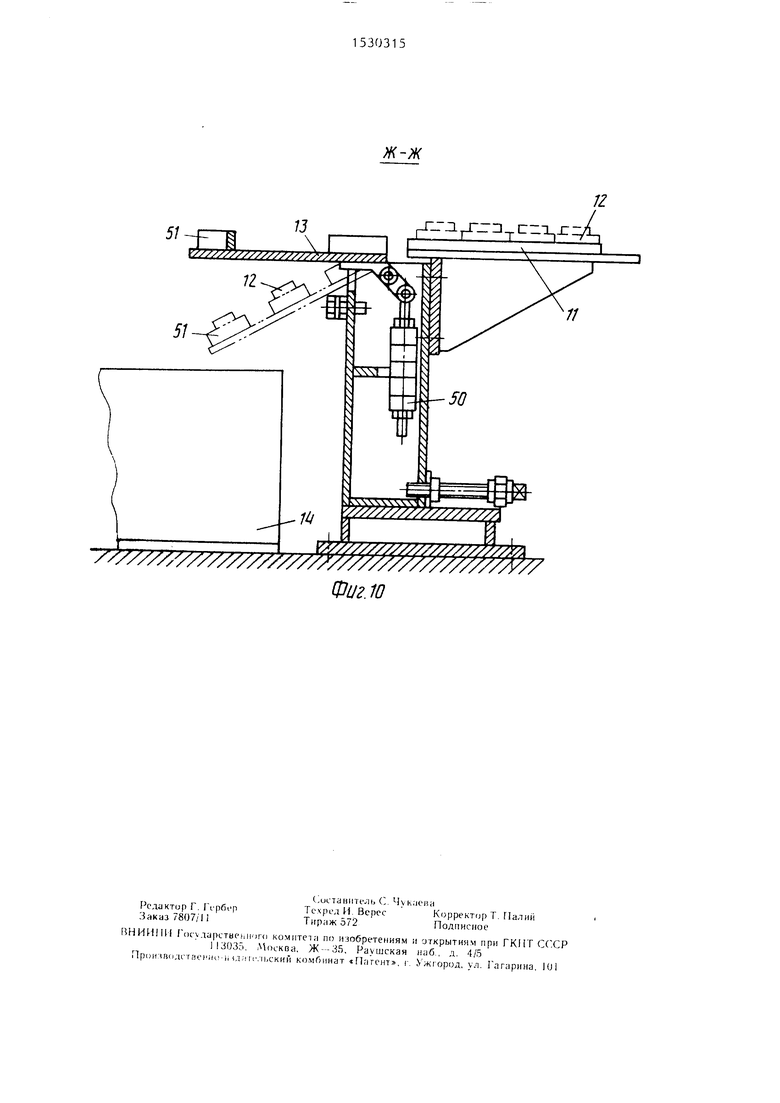
На фиг. 1 показан агрегат для накатки зубча1Ы. заготовок, общий вид; на фиг. 2 - сечение А-А на фиг I; на фиг. 3 - сечение Б Б на фиг. 2 (бункер); на фиг. 4 -- узел I на фиг. I с заготовкой в накопителе; на фиг. 5 - го же. с заготовкой в кантователе; на фиг. 6 - сечение В -В на фиг. 4 (кантователь); на фиг. 7 - сечение Г-Г на фиг. I; на фиг. 8 - сечение Д-Д на фиг. I; на фиг. 9 - сечение Е-Е на фиг. 1; на фиг. 10 - сечение на фиг. 1.
Агрегат для накатки зубчатых профилей содержит установленные в технологической последовательности поворотиый короб 1 с заготовками 2. загрузчик 3 для переноса заготовок из короба 1 в бункер 4 наклонного накопителя 5, каитователь б с толкателем-задатчиком 7 заготовок в иа- гревательное устройство 8. механизм 9 для переноса нагретых заготовок из устройства 8 в зубопрокатный стан 10 и выгрузки из стана на стол-холодильник II готовых изделий 12. поворотный поддон 13 и емкость :4.
СП
со
о
со
СП
Загрузчик 3 представлен стойкой 15 и наклонной стрелой 16, на направляющих которой размещена с возможностью перемещения тележка 17, охваченная через ролики тросом 18, один конец которого несет магнитную головку 19, а другой связан с силовым цилиндром 20. В бункере 4 днище поворотное (фиг. 3) от цилиндра 21 для регулирования угла наклона траектории движения заготовки, а на одной из стенок на расстоянии от днища, меньщем чем диаметр заготовки, укреплен козырек 22 для направления заготовки в накопитель 5 венцом, т. е. чтобы заготовка свободно катилась до отсекателя 23. предназначенного для поштучной выдачи, а затем мимо, определяющего расположение ступиц, датчика 24 в кантователь 6.
Кантователь (фиг. 4-6) выполнен в виде поворотного от привода 25 на 180° в горизонтальной плоскости стола 26, над плоскостью которого размещены образующие окна для прохода заготовки иаправляющие 17, а в прорезях - поворотные фиксаторы- собачки 28. Привод 25 электрически связан с датчиком 24 и по его сигналу включается для поворота стола 26 с заготовкой, например, заготовка пpoцJлa мимо датчика 24 ступицей, кантовать ее не нужно, сигнал от датчика 24 на привод 25 не гюступит. Для подачи соориеитирован- ной заготовки в нагреватель 8 предусмотрен задатчик 7, установленный с возможностью чередования величины и последовательности хода от системы управления, а именно неполного хода, для подсекания сориентированной заготовки, т. е. установка на ступицу и полного хода для подачи ее в нагреватель 8.
Нагреватель 8 (фиг. 7) содержит индуктор 29, механизм 30 подъема заготовки в индуктор 29 и механизм 31 вращения заготовки для равномерного нагрева венцов.
Механизм 9 переноса заготовок 2 из нагревателя 8 в зубопрокатный стан 10 и выгрузки изделий 12 из стана (фиг. 8) включает поворотные в горизонтальной плоскости на 90° от привода 32 взаимно перпендикулярные консоли 33 с выдвижными от привода 34 ухватами 35. Привод 34 смонтирован с возможностью перемещения в вертикальной плоскости от цилиндра 36.
Собственно зубопрокатный стан 10 включает подвижный- 37 и неподвнжный 38 суппорты со шпинделями 39 и 40 смонтированными на них гладкими 41 и зубчатыми 42 валками. Между суппортами 37 и 38 расположена каретка 43 с подвижными 44 и неподвижным 45 шпинделями для зажима и вращения заготовки.
Для подогрева заготовок в зоне прокатки предусмотрен индуктор 46, смонтированный на жестко связанной с кареткой 43
плите 47. Для вращения валков 41 и 42 предусмотрен привод 48, для смены валиков - съемник 49. Узел выгрузки изделий 12 представлен столом-холодильником II 5 и поворотным поддоном 13, на одном конце которого закреплен груз 50, а на другом - конический рассекатель 51.
Агрегат работает следующим образом Из короба 1 заготовки 2 загрузчиком 3 поднимаются в положение над бун кером 4, а потом сбрасываются в бункер на поворотное днище. Проходя мимо козырька 22, заготовки поворачиваются на венец и попадают на накопитель 5. а по нему скатываются до отсекателя 23.
15 который поштучно передает их мимо дат чнка 24 на кантователь 6.
Если датчик 24 настроен, например, на контакт с большей ступицей заготовки, то сигнал от датчика поступит на кантователь при контакте ступиц с ним. Если же заготовка из накопителя прошла мимо датчика малой ступицей, т. е. в сориентированном положении, и не задела датчик, то сигнала на поворот кантователя не будет. При сигнале «Поворот
25 включается привод 25, который поворачивает стол 26 с размещенной в направляющих 27 и фиксаторах 28 заготовкой на 180° и останавливается. Заготовка на кантователе будет обращена малой ступицей в сторону нагревателя, т. е. в сориен30 тированном положении. Включается задатчик (толкатель) 7 на неполный ход. чтобы подсечь заготовку, т. е опрокинуть ее на стол 26 большей ступицей, потом задатчик возвращается в исходное положение и вторым полным ходом задает
35 сориентированную меньшей ступицей вверх заготовку на стол нагревателя, которым заготовка поднимается до механизма 31 и при вращеиии нагревается
В это время в зону нагрева подаетд ся приводом 34 ухват 35 правой консоли 33. По окончании нагрева стол с заготовкой опускается и, проходя ухват 35. оставляет на нем нагретую заготовку, которая потом вместе с ухватом выводится из нагревателя с помощью привода 34.
45 Консоль 33 с нагретой заготовкой пово-, рачнвается приводом 32 на 90°. после чего приводом 34 гндроцилнндра ухват выдвигается и подает заготовку в зону прокатки стана, где ухват с помощью цилиндра 36 опускается и укладывает заготов50 ку на итиндель 45.
Затем ухват выводится приводом 34 из зоны прокатки и приводом 32 правая консоль с ухватом возвращается в исходное положение. Заготовка зажимается шпинделями 44 и 45. приводится во враще55 ние, подогревается в индукторе 46 до температуры прокатки, обжимается гладкими валками 41.
Обкатанная валками 41 заготовка с помощью каретки 43 подается в зону зубчатых валков 42 и обжимается ими. Сведение и разведение валков осуществляется
устройство, задатчик заготовок из накопителя в нагревательное устройство, зубо- прокатный стан, механизм загрузки заготовок в стан и выгрузки в тару, выполперемешением подвижного суппорта 37 по 5 ненный в виде взаимно перпендикулярных
направляющим станины. После накатки зубьев отводят суппорт 37 для освобождения полученного изделия 12, которое с помощью каретки 43 подается в зону гладких валков, куда подводят левую кон соль 33 с ухватом 35 для снятия изделия со щпинделя 45.
Ухват с изделием выводят из стана, поворачивают консо.чь влево на 90° и изделие укладывают на стол-холодильник 11,
10
консолей с захватами, установленными с возможностью поступательного перемещения п направлении консоли, отличающийся тем, что, с целью повышения производительности работы и повышения качества прокатанных изделий за счет автоматизации загрузки заготовок из тары в нако- п 1тель и исключения забоин при выгрузке прокатанных изделий в тару, он снабжен загрузчиком заготовок из тары в иаэти.м же поворотом правая консоль подает g копитель, кантователем заготовок с устройсточередную заготовку из нагревателя 8 в зону/
прокатки.
На холодильнике 1 1 изделия укладываются лруг за другом и сталкиваются на поддон 13, а затем в короб.
По сравнению с известным агрегатом использование предлагаемого приведет к снижению трудоемкости процесса прокатки зубчатых колес из тяжеловесных заготовок путем механизации загрузки ставом распознавания положения ступицы на заготовке, установленными после накопителя перед нагревательным устройством, холодильником в виде поддона, узлом укладки, грузом и рассекателем потока из- 20 делий, установленным после механизма выгрузки в тару, при этом загрузчик заготовок из тары в накопитель выполнен в виде колонны с наклоииой стрелой, направляющими, тележки и магнитного захна заготовками в сориентированном поло- 25 гибкой связью, охватывающей смонтированную с возможностью перемещения по направляющим стрелы тележку, причем кантователь заготовок выполнен в виде фиксаторов и поворотного диска с пазами и направляющими, образующими окно
женин, а также выгрузки готовых изделий в тару. При это.м качество прокатанных изделий будет сохранено ибо из- ле.1ия после стана остывают на холодильнике и затем с помощью наклонного поддона мягко опускаются в тару. Из прак- ЗО для прохода заготовки, фиксаторы разметики эксплуатации зубопрокатных станов известно, что примерно 10% готовых изделий при укладке в тару получали забоины на зубьях и их нужно было поправлять Устранение ручного труда при сортищены в пазах диска и электрически связаны с устройством распознавания положения ступицы на заготовке, рассекатель потока изделия размещен на поддоне, при этом последний установлен с возможностью поровке дополнительно освободит два человека. 35 ворота и на одном конце его размещен
груз, а на другом - рассекатель потоФормула изобретения
Агрегат для накатки зубчатых заготовок, содержащий накопитель, нагревательное
4
ка изделии, механизм загрузки и выгрузки заготовок в стан выполнен с возможностью чередования величины и последовательности хода захватов.
устройство, задатчик заготовок из накопителя в нагревательное устройство, зубо- прокатный стан, механизм загрузки заготовок в стан и выгрузки в тару, выпол ненный в виде взаимно перпендикулярных
консолей с захватами, установленными с возможностью поступательного перемещения п направлении консоли, отличающийся тем, что, с целью повышения производительности работы и повышения качества прокатанных изделий за счет автоматизации загрузки заготовок из тары в нако- п 1тель и исключения забоин при выгрузке прокатанных изделий в тару, он снабжен загрузчиком заготовок из тары в иавом распознавания положения ступицы на заготовке, установленными после накопителя перед нагревательным устройством, холодильником в виде поддона, узлом укладки, грузом и рассекателем потока из- 0 делий, установленным после механизма выгрузки в тару, при этом загрузчик заготовок из тары в накопитель выполнен в виде колонны с наклоииой стрелой, направляющими, тележки и магнитного захщены в пазах диска и электрически связаны с устройством распознавания положения ступицы на заготовке, рассекатель потока изделия размещен на поддоне, при этом последний установлен с возможностью пока изделии, механизм загрузки и выгрузки заготовок в стан выполнен с возможностью чередования величины и последовательности хода захватов.
фиг.1
16
п
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки зубчатых профилей | 1987 |
|
SU1468634A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Способ горячей прокатки сложных профилей и устройство для его осуществления | 1988 |
|
SU1639855A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Автоматическая линия для производства изделий переменного сечения | 1988 |
|
SU1540914A1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
Изобретение относится к оборудованию для обработки металлов давлением и касается конструкции деталепрокатных станов для накатки зубчатых профилей на горячих заготовках. Цель изобретения - повышение производительности агрегата и качества прокатанных изделий за счет автоматизации загрузки заготовок из тары в накопитель и исключения забоин при выгрузке прокатанных изделий в тару. Агрегат включает смонтированные в технологической последовательности короб 1, загрузчик 3, накопитель 5, кантователь 6, толкатель-задатчик 7 и нагревательное устройство 8 и зубопрокатный стан 10 с механизмом 9 переноса нагретых заготовок и выгрузки, и узлом укладки готовых изделий. Загрузчик 3 выполнен в виде подъемника с магнитным захватом, переносящего заготовки из короба в накопитель 5, снабженный датчиком положения ступицы, электрически связанным с кантователем 6. Заготовки из накопителя 5 скатываются в кантователь 6, который по сигналу датчика поворачивается на 180° и ориентирует заготовку в нужное положение. Толкатель-задатчик 7 подает заготовку в нагревательное устройство 8, откуда по одной с помощью механизма загрузки и выгрузки она подается в зубопрокатный стан 10 и после обработки в нем поступает на выгрузку в емкость 14. В агрегате механизированы все операции, начиная от загрузки и кончая укладкой изделий в тару. 10 ил.
22
фиг.З
г 28
1
в
Фиг. 5
г- г
Шиг.Б
31
ФигЛ
Л32
/ ///////// //////////////////////////////У//
Фиг. 10
М54
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
