товления и выдачи стержней содержит стержневой автомат 2 с поворотной частью 10 стержневого ящика, двухъярусный транспортер спутников 14 стержней, две раздвижные рольганговые секции 9, расположенные над и под частью 10 стержневого ящика. При этом вет 7,8 транспортера спутников расположены на уровне секций 9 и связаны с кантователем полуформ барабанного типа. Изобретение позволяет автоматизировать операции с хрупкими тонкостенными литейными стержнями от съема стержней с автомата до установки в полуформу. 4 ил.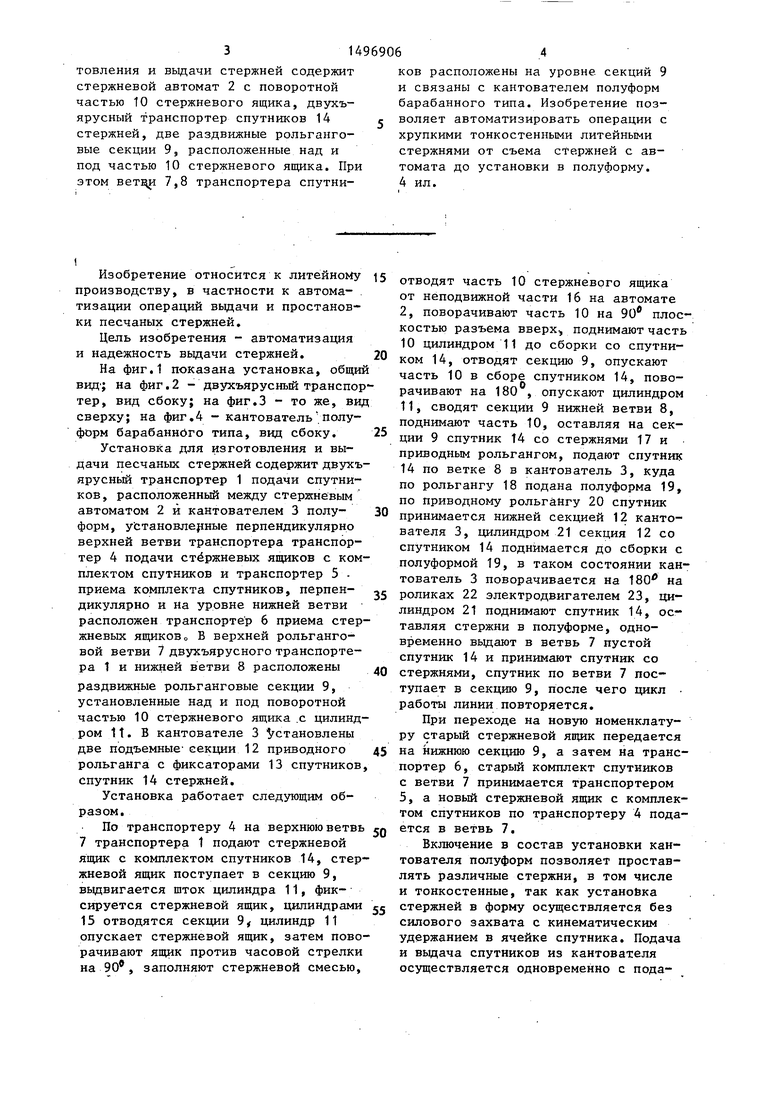
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка подачи и простановки стержней | 1986 |
|
SU1447531A1 |
| Автомат для изготовления стержней и простановки их в песчаную форму | 1986 |
|
SU1417993A1 |
| Простановщик стержней | 1986 |
|
SU1411093A1 |
| Установка подачи и простановки стержней | 1988 |
|
SU1507513A1 |
| Установка изготовления и простановки стержней | 1986 |
|
SU1424942A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Автоматическая литейная линия | 1988 |
|
SU1526908A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2091195C1 |

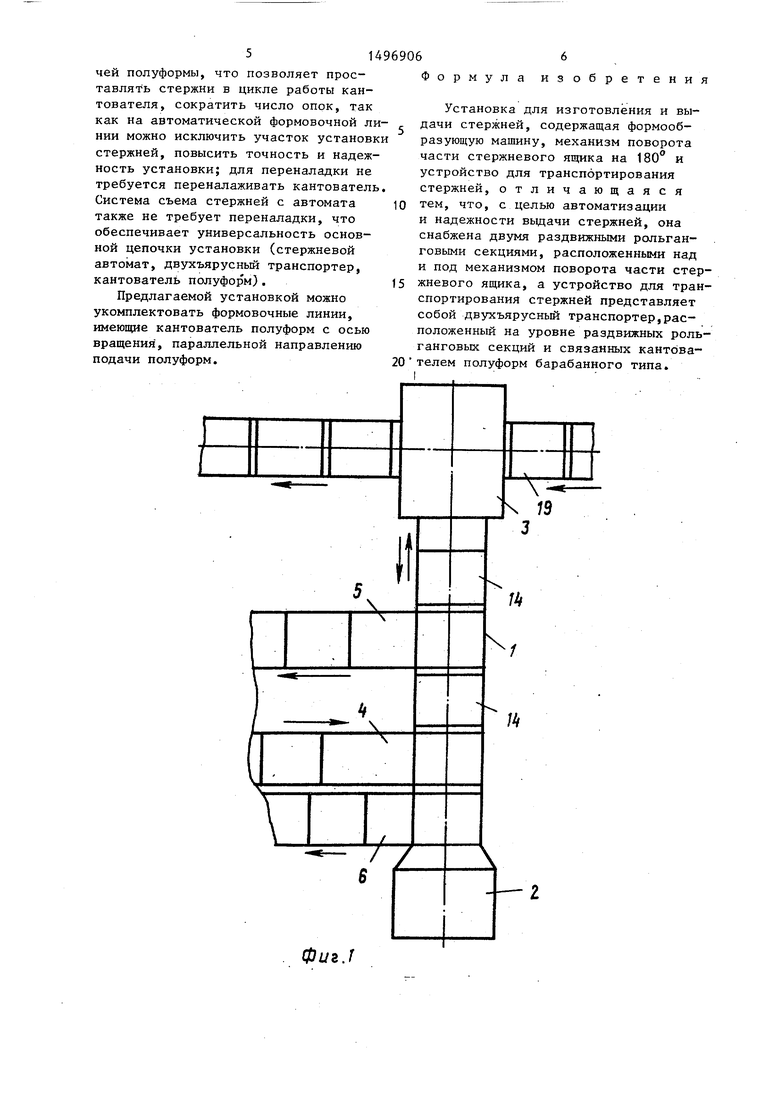
Изобретение относится к литейному производству ,в частности, к автоматизации операций выдачи и простановки песчаных стержней. Цель изобретения - автоматизация и надежность выдачи стержней. Установка для изготовления и выдачи стержней содержит стержневой автомат 2 с поворотной частью 10 стержневого ящика, двухъярусный транспортер спутников 14 стержней, две раздвижные рольганговые секции 9, расположенные над и под частью 10 стержневого ящика. При этом ветви 7, 8 транспортера спутников расположены на уровне секций 9 и связаны с кантователем полуформ барабанного типа. Изобретение позволяет автоматизировать операции с хрупкими тонкостенными литейными стержнями от стержневого автомата до установки в полуформу. 4 ил.
Изобретение относится к литейному производству, в частности к автома- . тизации операций вьщачи и простановки песчаных стержней.
Цель изобретения - автоматизация и надежность вьщачи стержней.
На фиг.1 показана установка, общий ВИД } на фиг. 2 - двухъярусный транспортер, вид сбоку; на фиг.З - то же, вид сверху; на фиг.4 - кантователь .полуформ барабаннбго типа, вид сбоку.
Установка для изготовления и выдачи песчаных стержней содержит двухъярусный транспортер 1 подачи спутников , расположенный между стериневым автоматом 2 и кантователем 3 полу- форм, у становлерные перпендикулярно верхней ветви транспортера транспортер 4 подачи стержневых ящиков с комплектом спутников и транспортер 5 - приема комплекта спутников, перпен- дикулярно и На уровне нижней ветви расположен транспортер 6 приема стержневых ящиков о В верхней рольганговой ветви 7 двухъярусного транспортера 1 и нижней ветви 8 расположены
раздвижные рольганговые секции 9, установленные над и под поворотной частью 10 стержневого ящика .с цилиндром 1t. В кантователе 3 Остановлены две подъемные- секции 12 приводного рольганга с фиксаторами 13 спутников, спутник 14 стержней.
Установка работает следующим образом.
По транспортеру 4 на верхнюю ветвь 7 транспортера 1 подают стержневой ящик с комплектом спутников 14, стержневой ящик поступает в секцию 9, выдвигается шток цилиндра 11, фиксируется стержневой ящик, цилиндрами 15 отводятся секции 9 цилиндр 11 опускает стержневой ящик, затем поворачивают ящик против часовой стрелки на 90, заполняют стержневой смесью.
отводят часть 10 стержневого ящика от неподвижной части 16 на автомате 2, поворачивают часть 10 на 90 плоскостью разъема вверх поднимают часть 10 цилиндром 11 до сборки со спутником 14, отводят секцию 9, опускают часть 10 в сборе спутником 14, поворачивают на 180 , опускают цилиндром 11, сводят секции 9 нижней ветви 8, поднимают часть 10, оставляя на секции 9 спутник 14 со стержнями 17 и приводным рольгангом, подают спутник 14 по ветке 8 в кантователь 3, куда по рольгангу 18 подана полуформа 19, по приводному рольгайгу 20 спутник принимается нижней секцией 12 кантователя 3, цилиндром 21 секция 12 со спутником 14 поднимается до сборки с полуформой 19, в таком состоянии кантователь 3 поворачивается на ISO на роликах 22 электродвигателем 23, цилиндром 21 поднимают спутник 14, оставляя стержни в полуформе, одновременно вьщают в ветвь 7 пустой спутник 14 и принимают спутник со стержнями, спутник по ветви 7 поступает в секцию 9, после чего цикл работы линии повторяется.
При переходе на новую номенклатуру старый стержневой ящик передается на нижнюю секцию 9, а затем на транспортер 6, старый комплект спутников с ветви 7 принимается транспортером 5, а новый стержневой ящик с комплектом спутников по транспортеру 4 подается в ветвь 7.
Включение в состав установки кантователя полуформ позволяет проставлять различные стержни, в том числе и тонкостенные, так как устанойка стержней в форму осуществляется без силового захвата с кинематическим удержанием в ячейке спутника. Подача и вьщача спутников из кантователя осуществляется одновременно с подачей полуформы, что позволяет проставлять стержни в цикле работы кантователя, сократить число опок, так как на автоматической формовочной линии можно исключить участок установки стержней, повысить точность и надежность установки; для переналадки не требуется переналаживать кантователь. Система съема стержней с автомата также не требует переналадки, что обеспечивает универсальность основной цепочки установки (стержневой автомат, двухъярусный транспортер, кантователь полуформ).
Предлагаемой установкой можно укомплектовать формовочные линии, имеющие кантователь полуформ с осью вращения, параллельной направлению подачи полуформ.
Фиг.
Формула изобретения
Установка для изготовления и выдачи стержней, содержащая формообразующую машину, механизм поворота части стержневого ящика на 180° и устройство для транспортирования стержней, отличающаяся тем, что, с целью автоматизации и надежности выдачи стержней, она снабжена двумя раздвижными рольганговыми секциями, расположенными над и под механизмом поворота части стержневого ящика, а устройство для транспортирования стержней представляет собой двухъярусный транспортер,расположенный на уровне раздвижных рольганговых секций и связанных кантователем полуформ барабанного типа.
It
V- N 13 3
г«
;«
ф1/г.З
20
Iff
Фиг.
| Пескодувные стержневые машины | |||
| М.: НИИмаш, 1971, с.20 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
