г (/}
ч
ел
00
3150
Изобрете1гие относится к литейному производству, в частности к установкам подачи и простановки стержней.
Цель изобретения - расширение тех нологических возможностей.
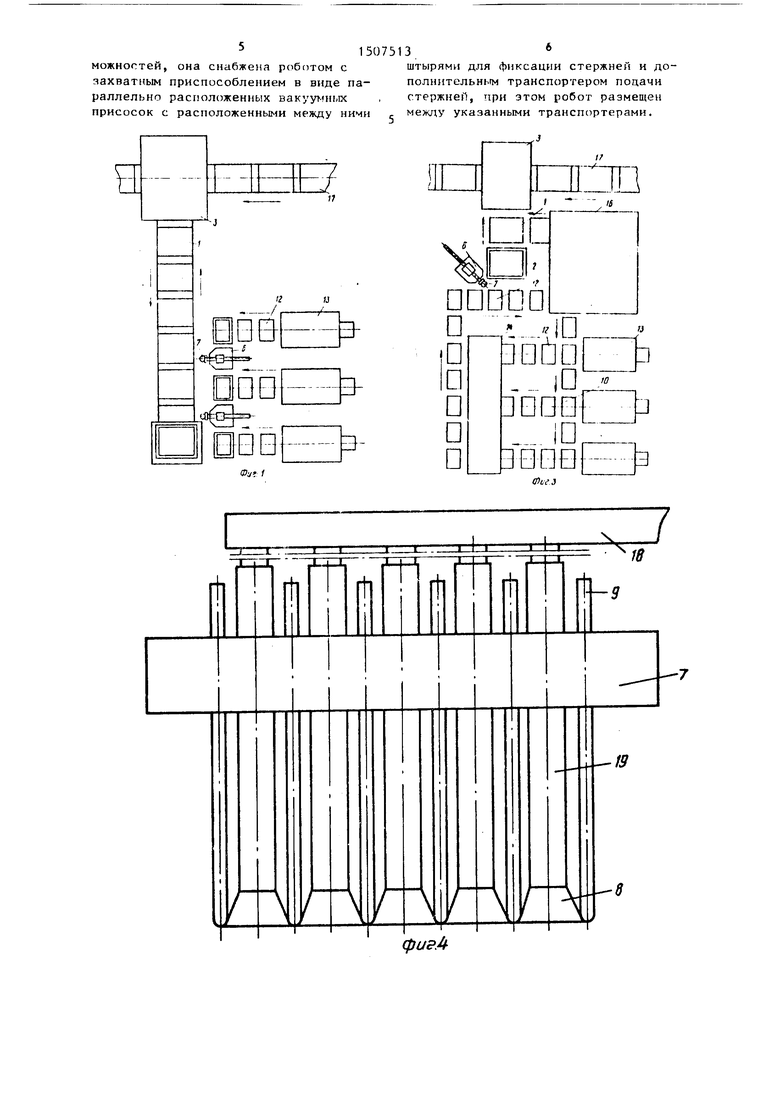
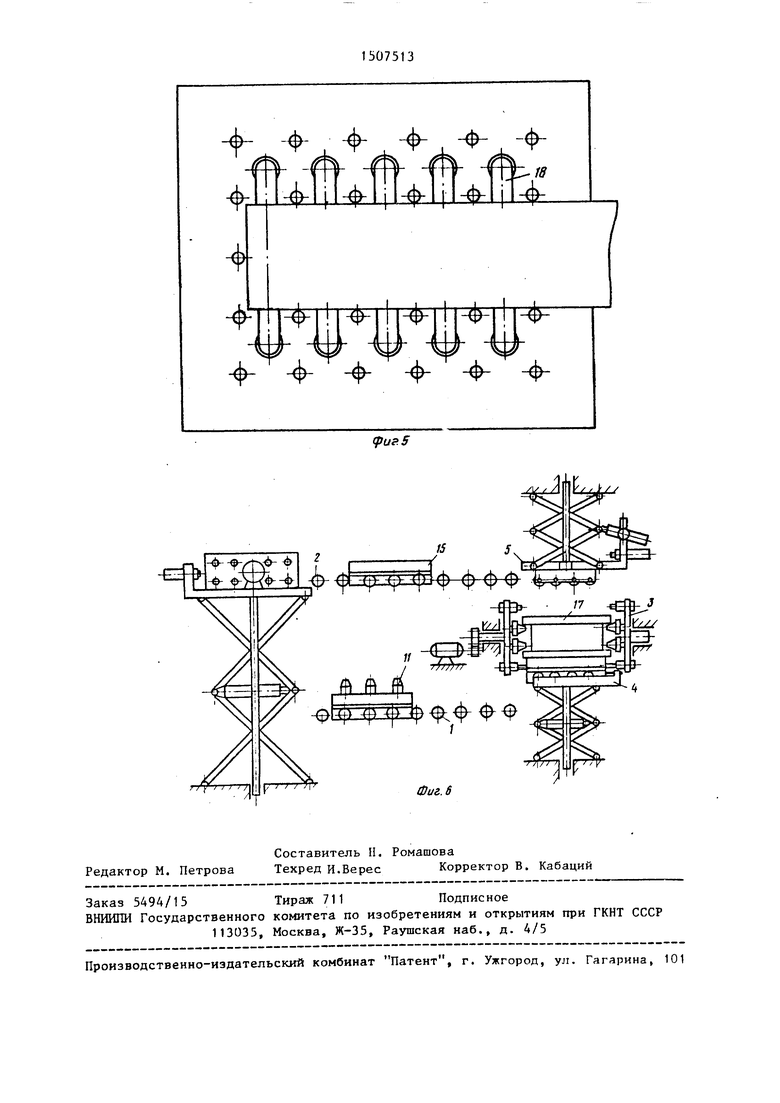
На фиг.1 показана установка, вид в плане, на фиг.2 - компановка с объдинением транспортеров подачи стержней от автоматов в общий транспортер подачи стержней; на фиг.З - установка со складами в ветвях транспортера подачи стержней и в транспортере спутников стержней, вид в планер на фиг. It - захватное приспособление, вид сбоку, на фиг. 5 - то же, вид сверху, на фиг.6 - двухъярусный транспортер подачи спутников стержне соединенный с кантователем полуформ, вид сбоку.
Установка содержит двухъярусный транспортер 1 спутников стержней подъемный механизм 2 передачи спутников с верхней на нижнюю ветви транпортера 1, кантователь 3 полуформ, м ханизмы 4 и 5 подъема спутников стержней, расположенные над и под кантователем 3, робот 6 с захватным приспособлением 7 в виде параллельно расположен}1ых вакуумных присосок 8 с расположенными между ними штырями фиксадии стержней, транспортерь) 10 подачи стержней.
Установка работает следующим образом.
После изготовления стержни 11 в ориентированном положении на плитах
12подаются от стержневых автоматов
13по транспортерам . 1 О к позиции работы робота 6. При этом от каждо- го стержневого автомата 13 плиты могут передаваться на общий транспортер плит (фиг.2 и 3), а,также через склад плит со стержнями (фиг.З). Затем робот 6 или роботы захватывают стержни на плитах 12 и устанавливают
их в транспортные спутники 15 нижней ветви транспортера 1, при этом спутники со стержнями могут подаваться через склад 16 хранения спут- НИКОВ со стержнями и участок формообразования и хранения спутников и (или) плит.
По нижней ветви транспортера 1 спутник с комплектом стержней посту- пает в кантователь 3 полуформ, где уже подана полуформа 17 ладом вниз. Происходит спаривание и взаимное кантование на 180 спутника и полуформы
после чего спутник снимают с полуформы с оставлением стержней и передают на верхнюю ветвь транспортера 1, где он кантуется на 180 и передается механизмом 2 на нижнюю ветвь транспортера 1 для дальнейшей комплектаций стержнями.
Переналадка на новую номенклатуру осуществляется сменой транспортных плит и спутников и переналадкой захватных приспособлений, которые фор- мообразуются по поступившему на плиту 12 новому стержню 11 в следующем порядке. Захватное приспособление
7опускается к плите 12 со стержнем
11 с одновременным освобождением зажимов присосок 8 и штырей 9, в момент остановки устройства присоски
8плотно касаются стержня 11, а штыри 9 точно описывают своими торцами поверхность стержня 11. Затем зажимают штыри 9 и присоски 8 в новом по- ложе1п1И, подают вакуум по каналам 18, поднимают стержень из плиты и ставят в спутник, при этом штыри 9 и направ- 19 присосок жестко фиксированы в соответствии с новым положением захватного приспособления 7, которое полностью переналажено на новый стержень. В захватном приспособлении торцы штырей 9 осуществляют функцию поверхности базирования стержней, а ваку мные присоски с повышенной злас- тичностью плотно прилегают к стержню, что уменьшает подсос , и выполняют функцию яахвата и удержания стержней.
Простота конструкции и наличие предлагаемых механизмов установки позволяет уменьшить время переналадки линии и автоматизировать быстросменное производство, вплоть до единичного. Данная установка обеспечивает съем, подачу и простановку различных по конфигурации стержней.
Формула изобретения
Установка подачи и простановки стержней, содержащая двухъярусный транспортер для спутников стержней, подъемный механизм для передачи спутников с верхней на нижнюю ветви транспортера, кантователь полуформ, механизмы подъема спутников, расположенные над и под кантователем, о т- личающаяся тем, что, с целью расширения технологических воз 1507513
можностей, она снабжена роботом с штырями для фиксации стержней и до- захватным приспособлением в виде па- полнительным транспортером поцачи раллельно расположенных вaкyy.ныx , стержней, при этом робот размещен присосок с расположенными между ними между указанными транспортерами.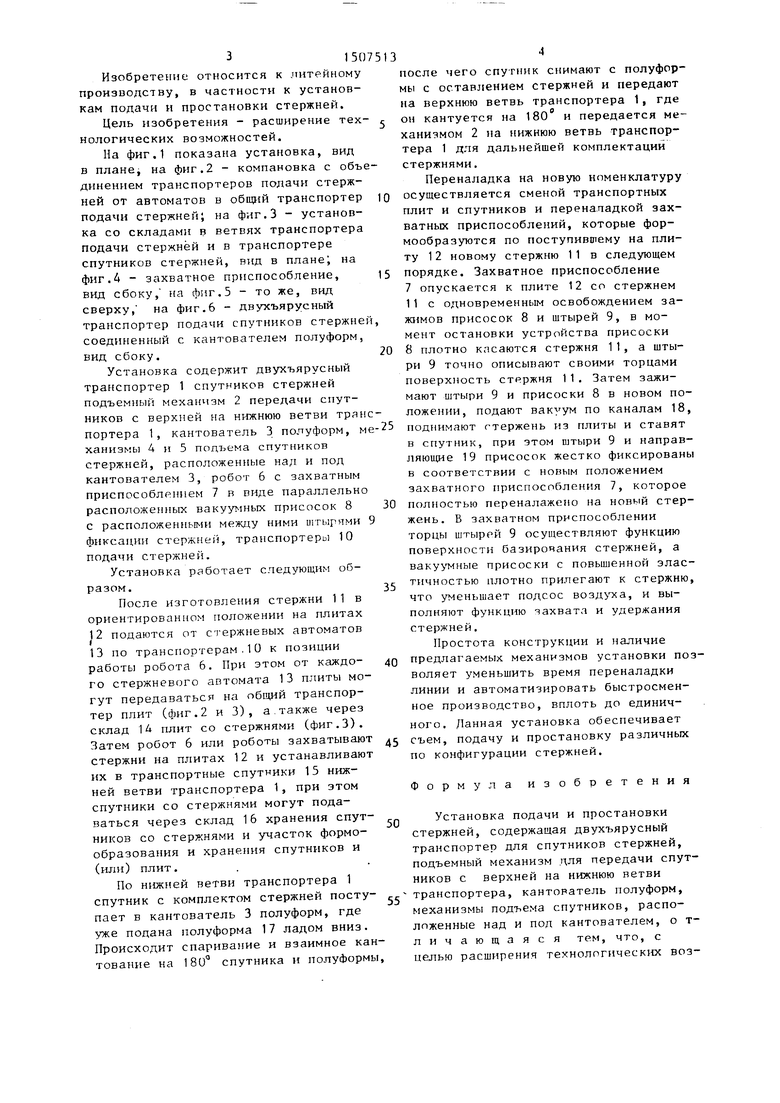
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления и выдачи стержней | 1987 |
|
SU1496906A1 |
| Установка подачи и простановки стержней | 1986 |
|
SU1447531A1 |
| Простановщик стержней | 1986 |
|
SU1411093A1 |
| Приспособление для изготовления горизонтально деленных безопочных песчаных форм | 1981 |
|
SU1133018A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Установка изготовления и простановки стержней | 1986 |
|
SU1424942A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
Изобретение относится к литейному производству, в частности к установкам подачи и простановки стержней. Цель изобретения - расширение технологических возможностей. Все операции со стержнями от автомата 13 до установки стержней в полуформы 17 осуществляются автоматически. Установка содержит транспортер 10 подачи стержней, двухярусный транспортер 1 спутников стержней, кантователь 3 полуформ 17. Изобретение обеспечивает подачу и простановку различных по конфигурации стержней. 6 ил.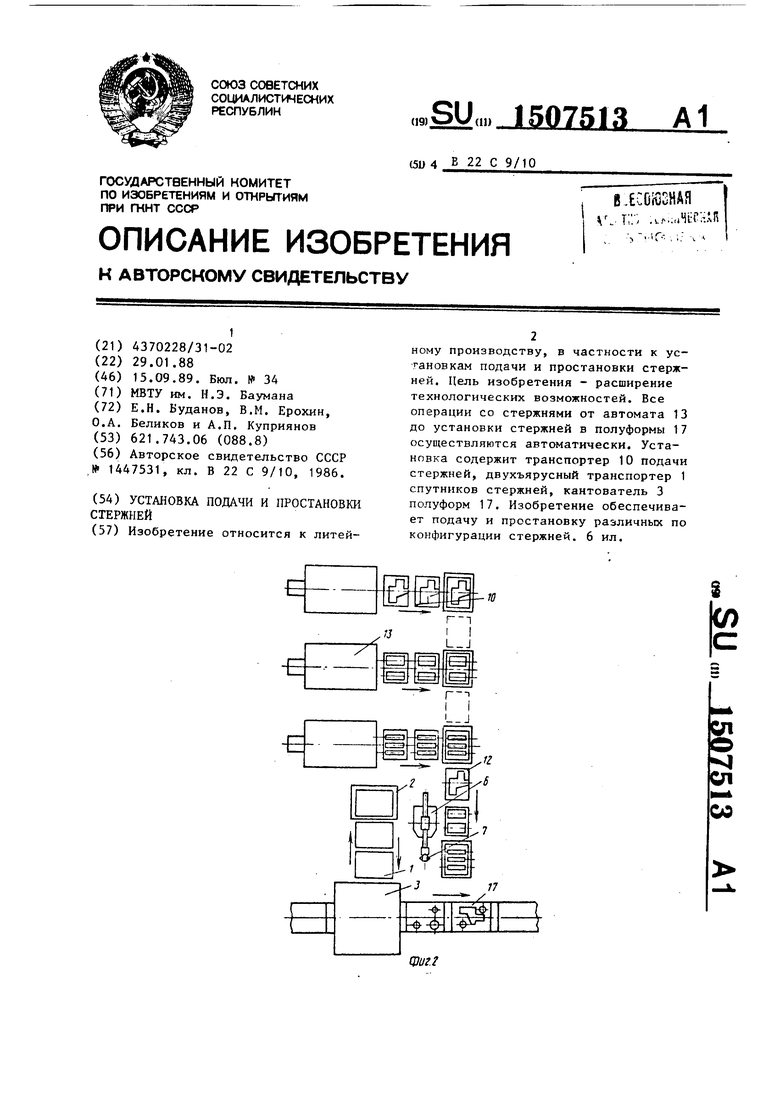
фар.4
- p--si --4 4
j-r - т т
IS
Фиг. 6
| Авторское свидетельство СССР ,№ 1447531, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
