Изобретение относится к литейному производству, в частности к изготовлению и простановке стержней и кантованию полуформ и может быть использовано в автоматической линии.
Цель изобретения - повышение точности и снижение энергоемкости.
На чертеже изображена принципиальная схема автомата для изготовления стержней и простановки их в песчанную форму.
Автомат содержит корпус 1 карусели с приводом поворота и окнами 2 приема-выдачи полуформ, неподвижные части 3 стержневого яш,ика, подвижные части 4 стержне- Його ящика с длинноходными цилиндрами 5, направляющие 6, пескодувную головку 7, двойные рольганговые секции 8 удержания и установки полуформ, полуформы 9 и стержни 10.
Автомат работает следующим образом.
На позиции а пескодувная головка 7 опускается и заполняет смесью стержневой ящик, карусель поворачивается. В позиции b цилиндр раскрывает стержневой ящик, опуская подвижную часть 4 стержневого ящика с комплектом стержней 10. В зазор между частями стержневого ящика через окно 2 на рольганговые секции 8 поступает полуформа 9, расположенная плоскостью разъема вниз, затем цилиндр 5 поднимает часть 4 стержневого ящика к полуформе 9 и стержни 10 входят в знаковые части полуформы, затем карусель поворачивается, при этом часть стержневого ящика, собранного с полуформой, перемещается через позицию с в пози
0
0
5
0
цию е. В позиции е цилиндр 5 поднимает часть 4 стержневого ящика с оставлением стержней в полуформе 9 и полуформа с комплектом стержней выдается из карусели через окно 2 уже плоскостью разъема вверх, затем карусель поворачивается, перемещая данный стержневой ящик на исходную позицию а, где ящик собирается, и повторяется цикл работы установки. При этом операции сборки ящика и заполнения смесью на позиции а, вход полуформы и подъем части стержневого на позиции Ь, подъем части стержневого ящика с оставлением стержней и выдачи полуформы на позиции е происходят одновременно.
Таким образом, в автомате рещена проблема простановки стержней в полуформу, в результате чего достигается точность и снижение энергоемкости.
Формула изобретения
Автомат для изготовления стержней и простановки их в песчаную форму, содержащий устройство заполнения стержневых ящи- ков смесью, стержневой ящик с горизонтальным разъемом, кантователь и транспортное средство, отличающийся тем, что, с целью повыщения точности и снижения энергоемкости, он снабжен дополнительными стержневыми ящиками, установленными .на кантователе, представляющем собой четырех- позиционную карусель, двойными рольганговыми секциями, размещенными на боковых сторонах окон, выполненных в карусели под- стержневыми ящиками.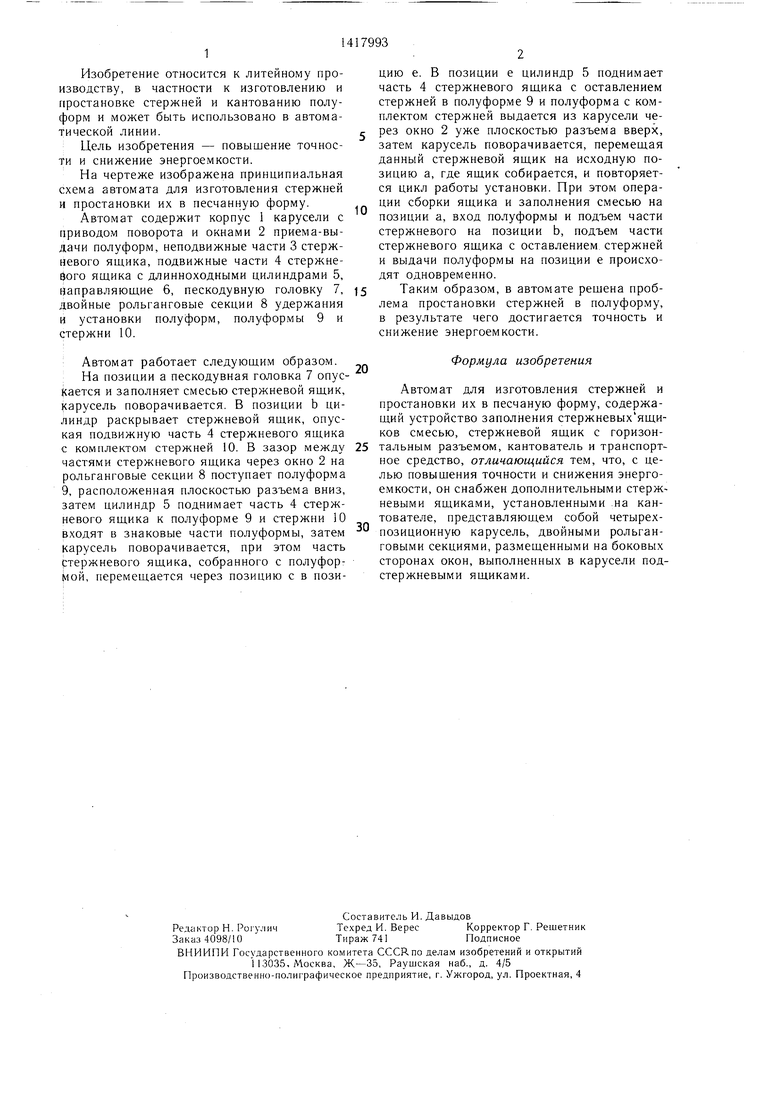
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка изготовления и простановки стержней | 1986 |
|
SU1424942A1 |
| Установка для изготовления и выдачи стержней | 1987 |
|
SU1496906A1 |
| Установка подачи и простановки стержней | 1986 |
|
SU1447531A1 |
| Простановщик стержней | 1986 |
|
SU1411093A1 |
| Установка подачи и простановки стержней | 1988 |
|
SU1507513A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
Изобретение относится к литейному производству, в частности к изготовлению и простановке стержней и кантованию полуформ. Цель изобретения - повышение точности и снижение энергоемкости. Автомат для изготовления стержней и простановки их в песчаную форму, включает четырехпозиционную вертикальную карусель кантования и простановки стержней 10. Каждая позиция карусели содержит жестко установленную часть 3 стержневого ящика, подвижную часть 4 с длинноходовым цилиндром 5 спаривания с полуформой и двойную рольганговую секцию,8 установки полуформ. Простановка стержней осуществляется из части 4 стержневого ящика спариванием с полуформой с дальнейшим кантованием в собранном состоянии и съемом части стержневого ящика с оставлением стержней в полуформе 9. Автомат позволяет проставлять за чикл работы карусели 4 комплекта стержней. Операции на различных позициях карусели осуществляются одновременно, что повышает производительность простановки стержней. 1 ил. i (Г С ее ее о:
| Устройство для простановки литейных стержней в формы | 1974 |
|
SU588055A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
