2. Машина по п. 1, о т л и чающаяся тем, что, дополнительно устройство перемещения полуформ выполнено в виде соединенной с приводом рольганга вьщачи форм рамы, содержащей две расположенные по ее краям поперечины, одна из которых установлена со стороны формообразующего агрегата выше плоскости рольганга выдачи форм и имеет нож, а противоположная размещена ниже плоскости указанного рольганга и имеет обратно направленные регулируемые упоры.
3,Машина по п. 2, отличающаяся тем, что она снабжена установленными на одной из поперечин регулировочными винтами и приводом . поворота в вертикальной плоскости регулируемых упоров, размещенным
на станине.
4.Машина по п. 1, отличающаяся тем, что механизм формирования заливочных воронок выполнен
в виде конуса с приводом его перемещения в вертикальной плоскости и с приспособлением настройки его по двум координатам в горизонтальной плоскости
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Формовочная машина | 1978 |
|
SU740385A1 |
| Устройство для управления формовочной машиной | 1987 |
|
SU1405945A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Автоматическая формовочная линия | 1980 |
|
SU910358A1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Вертикально-замкнутый тележечный конвейер | 1978 |
|
SU940437A1 |
| Устройство для распаровки опок и установки их на рабочий стол формовочной машины | 1976 |
|
SU653025A1 |
1. ФОРМОВОЧНАЯ МАШИНА, содержащая станину, на которой раз;Мещены два подъёмны: стола, приводнце рольганги выдачи и подачи форм, установленный между столами формообразующий агрегат, в средней части которого над его подъемным столом ка горизонтальных направляющих установлены механизм смены модельного комплекта и тележка передачи опок и полуформ, кантователь опок, расположенный, над одним из подъемных столов машины, отличающаяся тем, что, с целью расширения технологических возможностей и по- вышения производительности машины, она снабжена размещенным над подъемным столом кантователя дополнительным устройством перемещения полуформ и механизмом формирования за(Л ливочной воронки, закрепленным над кантователем на формообразующем агрегате. Фиг.1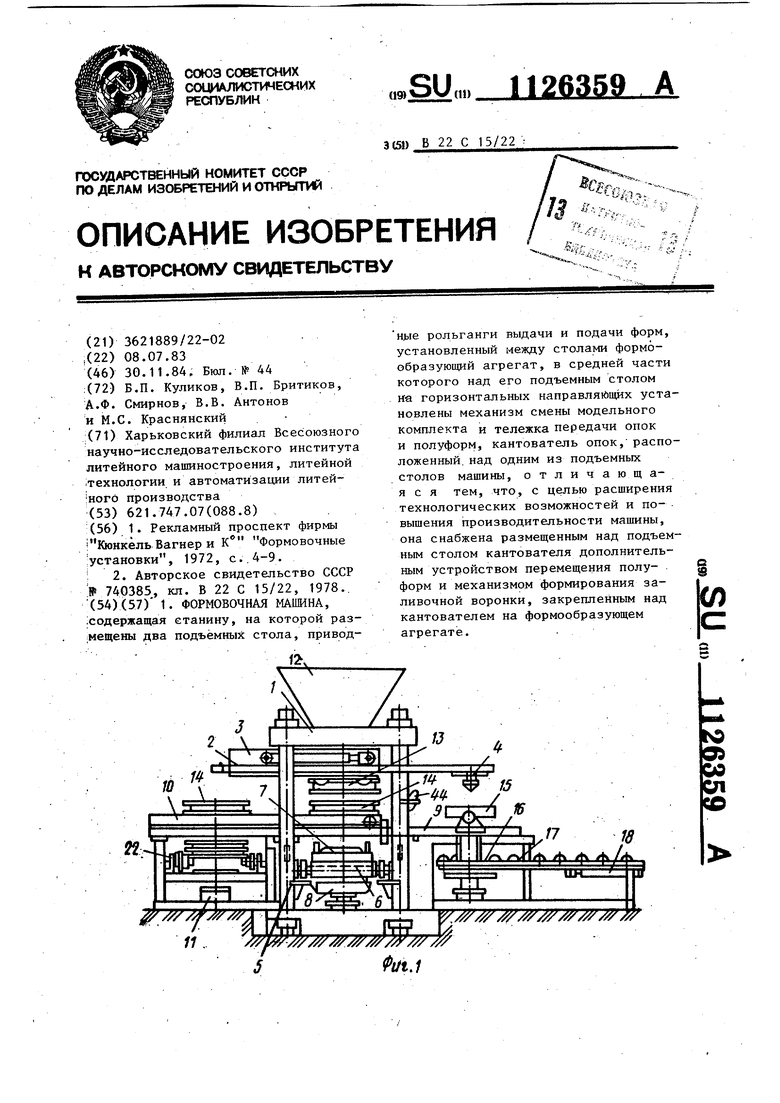
Изобретение относится к литейному производству, в частности к машинам импульсной формовки.
Известна формовочная машина, соде жащая раму, на которой размещены два подъемных стола, установленный между ними формообразующий агрегат, в средней части которого и над подъеными столами размещены 1 оризонтальны направляющие с тележкой, на в нутре нних боковых сторонах которой расположены кронщтейны для приема опок на модельные комплекты и рольганг подачи опок lj .
Недостаток этой машины состоит в том, что из нее отдельно выдаются верхние и нижние полуформы без стержней и без сформированной чаши. Эти операции требуется выполнять вручную вне машины.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является формовочная машина, содержащая станину, на которой размещены два подъемных стола, приводные рольганги выдачи и подачи, установленный между столами формообразующий агрегат, в средней части которого -над его подъемным столом на горизонтальных направляющих установлены механизм смены модельного комплекта и тележка передачи опок и полуформ, кантователь опок, расположенный над одним из подъемных столов 2 .
Недостатком данной машины является то, что все изготовленные формы кантуются в кантователе и выдаются за пределы машины, а формирование воронки и сборка форм в машине не осуществляется. Кантование всех опок удлиняет циклы работы машины, снижает ее производительность, а работа. кантователя в каждом цикле повьштает его износ и уменьшает надежность.
Цель изобретения - расширение технологических возможностей и повьщ1ение производительности машины.
Поставленная цель достигается тем что формовочная машина, содержащая станину, на которой размещены два подъемных стола, приводные рольганги выдачи и подачи, установленный между столами формообразующий агрегат, в средней части которого над его подъемным столом на горизонтальных направляющих установлены механизм смены модельного комплекта и тележка передачи опок и полуформ,, кантователь опок, расположенный над одним из подъемных столов, мащины, снабжена размещенным над подъемным столо кантователя дополнительным устройством перемещения полуформ и механизмом формирования заливочной воронки, закрепленным над кантователем на формообразующем агрегате.
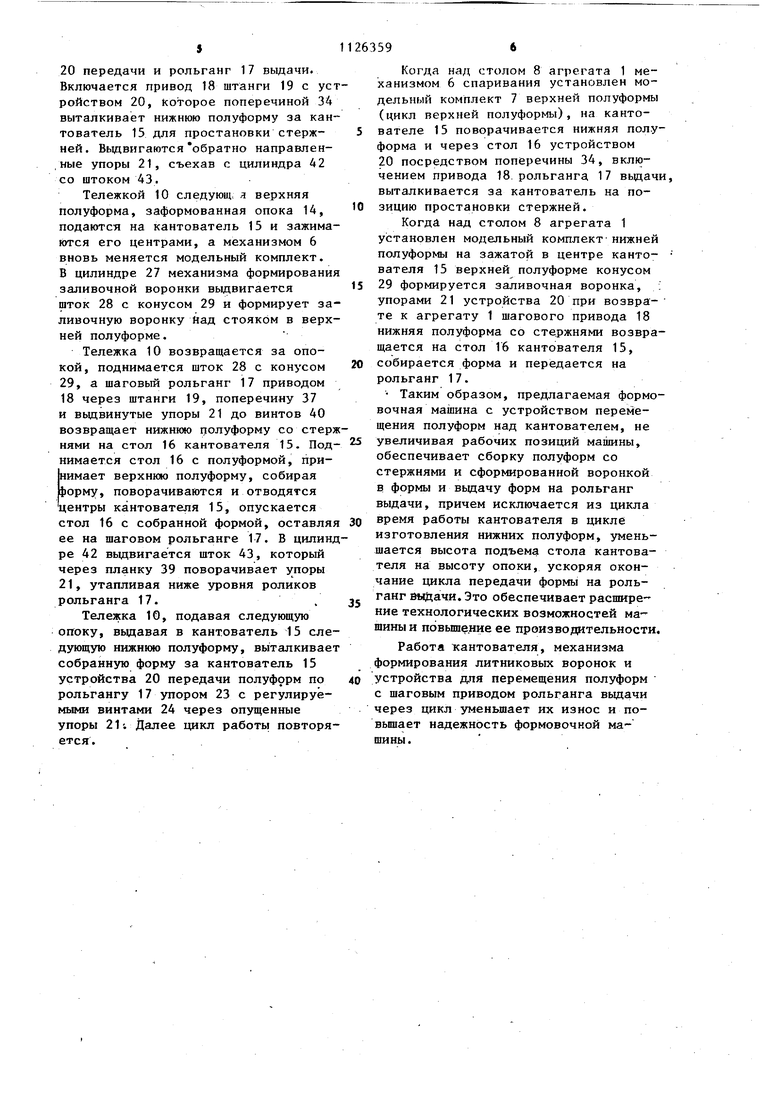
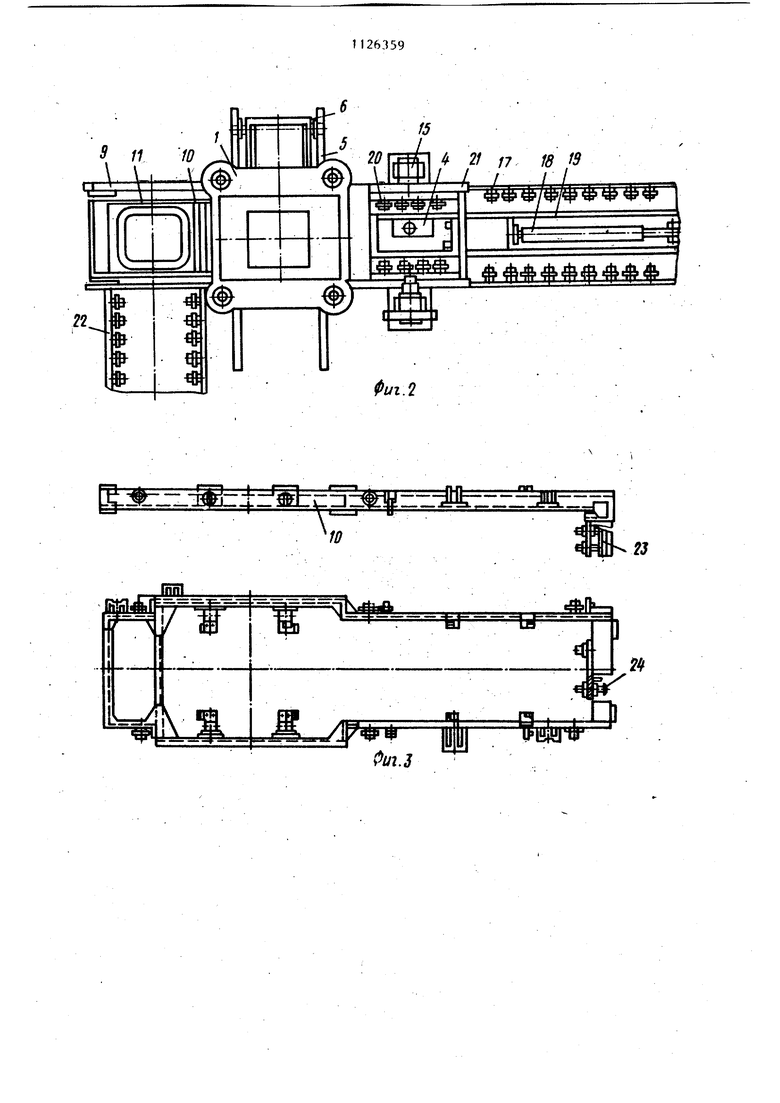
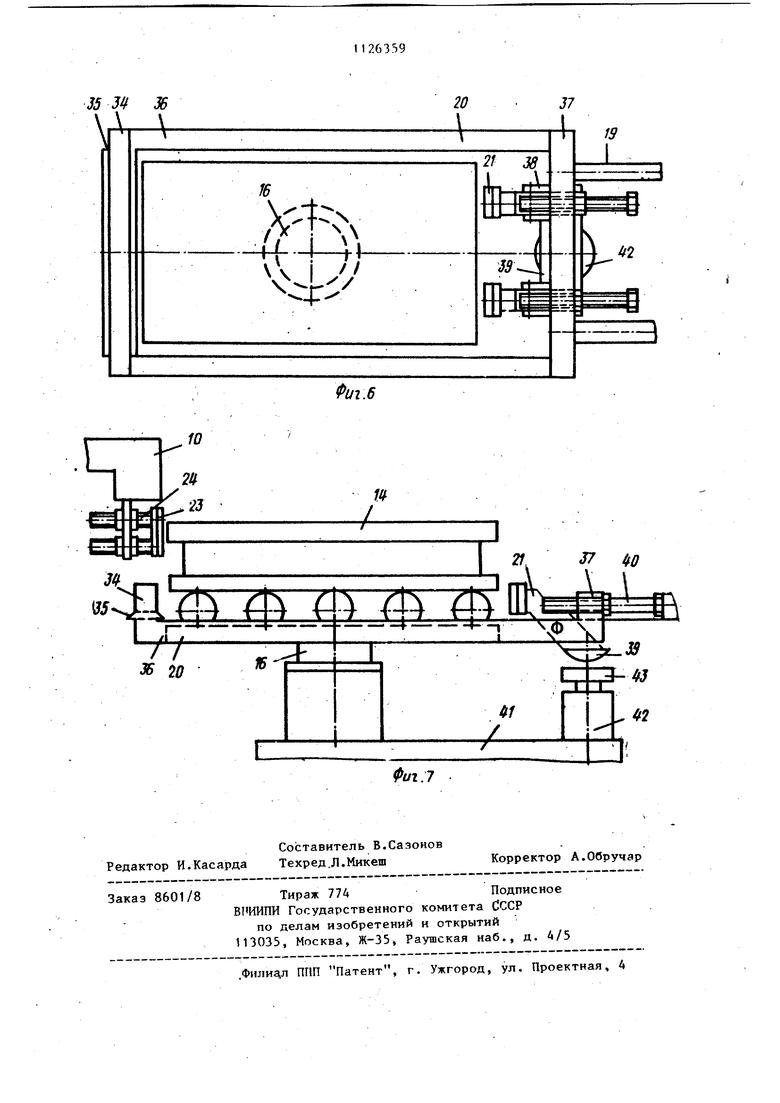
Дополнительное устройство перемещения полуформ выполнено в виде соединенной с приводом рольганга выдачи форм рамы, содержащей две расположенные по ее краям поперечины, . одна из которых установлена со стороны формообразующего агрегата вьпие плоскости рольганга выдачи форм и имеет нож, а противоположная размещена ниже плоскости указанного .рольганга и имеет обратно направлен ные регулируемые упоры. Машина снабжена установленными на одной из поперечин регулировочными винтами и приводом поворота в вертикальной плоскости регулируемых упоров, размещенным на станине. Механизм формирования заливочных воронок выполнен в виде конуса с пр водом его перемещения в вертикальной плоскости и с приспособлением настройки его по двум координатам в горизонтальной плоскости. На фиг. 1 изображена предлагаемая формовочная машина; на фиг. 2, то же, .вид в плане; на фиг. 3 - тележка подачи опок и вьщачи форм; на фиг. 4 - механизм формирования заливочной воронки, вид снизу; на фиг. .5 - то же, вид .сбоку, на фиг. 6 - устройство перемещения полуформ, на фиг. 7 - то же, вид сбок Формовочная машина для изготовления литейных форм содержит формообразующий агрегат 1 с направляющими 2 перемещения шибера 3, механизм формирования заливочной воронки 4, установленный на агрегате 1, направляющие 5 перемещения механизма 6. спаривания с модельными комплектами 7 над подъемным столом 8, направляющие 9 тележки 10 переда чи опок по машине над столом 11, бункер 12 подачи смеси над наполнительйой рамкой 13 и опокой 14, кантователь 15 над столом 16, рольганг 17 вьщачи с шаговым приводом 18, на штангах 19 которого закреплено уст.ройство 20 передачи полуформ с обра но направленными управляемыми упора ми 21 н рольганг 22 подачи опок. , Тележка 10 перемещения опок и |форм имеет регулируемый упор 23 с винтами 24 выдачи собранных форм на рольганг 17 за упором 21 устройства передачи полуформ. Механизм формиро вания заливочной воронки 4 имеет ко ординатный стол с рамой 25 и плитой 26, на которой закреплен цилиндр 27 со штоком 28 и конусом 29. Рама 25 и плита 26 имеют приводы 30 и 31 точной установки конуса 29 формирования заливочной воронки в .зоне раз-, мещения стояков 32 на форме 33. Устройство перемещения полуформ 20 имеет поперечину 34 с ножом 35, боковины 36 и поперечину 37, при помощи которой оно закреплено на штангах 19 рольганга 17 выдачи. На поперечине 37 здкреплены .упоры 21 в щарнирах 38, соединенные планкой 39, и регулировочные винты 40. Под планкой на раме 41 установлен цилиндр 42 со штоком 43 утапливания упоров 21 под плоскость рольганга 17 выдачи. На колоннах формообразующего агрегата 1 установлен нож срезки излишков смеси 44. . Формовочная машина работает следующим образом. Приводами 30 и 31 на координатном столике с рамой 25 и плитой 26 конус 29 формирования заливочной воронки устанавливается в точку нахождения стояка 32 формы 33, винтами 24 и 40 выставляется местоположение упоров 23 и 21. I Опоки 14 рольгангом 22 через подъемный стол 11 и тележку 10 по направляющим 9 подаются под. наполнительную рамку 13, где подъемным столом 8 с модельным комплектом 7 поднимаются до наполнительной рамки 13. Тележка 10 возвращается за следующей опокой. Открывается шибер 3 с дозатором, смесь из бункера 12 заполняет опоку 14 и наполнительную рамку 13, пбсле чего в агрегате 1 форма уплотняется импульсом. Опускается стол 8, оставляя заформованную опоку на тележке 10, а модельный комплект - на механизме 6 спаривания. Механизм 6 спаривания по направляющим 5 меняет модельный комплект, а тележка 10 подает пустую, опоку 14 под рамку. 13, заформованную опоку (полуформу) - в кантователь 15 и .собранную форму из кантователя 15 - на шаговый рольГанг вьщачи за упоры 21. Зажимаются центры кантователя и принимают по- , луформу. При следующем подъеме стола 8 с модельным комплектом, ..когда : тележка 10 возвращается в заднее положение, кантователь 15 поворачивает нижнюю полуформу ладом вверх, поднимается стол 16, принимая полуформу, поднимаются и отводятся центры кантователя 15, опускается стол 16, оставляя полуформу на устройстве
20 передачи и рольганг 17 выдачи. Включается привод 18 штанги 19 с устройством 20, Которое поперечиной 34 выталкивает нижнюю полуформу за кантователь 15 для простановки стержней . Вьщвигаютсяобратно направленные упоры 21, съехав с цилиндра 42 со штоком 43.
Тележкой 10 следующ л верхняя полуформа, заформованная опока 14, подаются на кантователь 15 и зажимаются его центрами, а механизмом 6 вновь меняется модельный комплект. В цилиндре 27 механизма формирования заливочной воронки выдвигается шток 28 с конусом 29 и формирует заливочную воронку йад стояком в верхней полуформе.
Тележка 10 возвращается за опокой, поднимается шток 28 с конусом 29, а шаговый рольганг 17 приводом 18 через штанги 19, поперечину 37 и вьщвинутые упоры 21 до винтов 40 возвращает нижнюю цолуформу со стержнями на стол 16 кантователя 15. Поднимается стол 16 с полуформой, при|нимает верхнюю полуформу, собирая шорму, поворачиваются и отводятся центры кантователя 15, опускается стол 16 с собранной формой, оставляя ее на шаговом рольганге 17. В цилиндре 42 выдвигается шток 43, который через планку 39 поворачивает упоры 21, утапливая ниже уровня роликов рольганга 17..
Тележка 10, подавая следующую опоку, вьщавая в кантователь 15 следующую нижнюю полуформу, выталкивает собранную форму за кантователь 15 устройства 20 передачи полуф9рм по рольгангу 17 упором 23 с регулируемыми винтами 24 через опущенные упоры 21. Далее цикл работы повторяется.
Когда над столом 8 агрегата 1 механизмом 6 спаривания установлен модельный комплект 7 верхней полуформы (цикл верхней полуформы), на канто5 вателе 15 поворачивается нижняя полуформа и через стол 16 устройством 20 посредством поперечины 34, включением привода 18. рольганга 17 вьщачи, выталкивается за кантователь на по0 зицию простановки стержней.
Когда над столом 8 агрегата 1 установлен модельный комплектнижней полуформы на зажатой в центре канто- вателя 15 верхней полуформе конусом
5 29 формируется заливочная воронка, : упорами 21 устройства 20 при возврате к агрегату 1 шагового привода 18 нижняя полуформа со стержнями возвращается на стол 16 кантователя 15,
0 собирается форма и передается на рольганг 17.
Таким образом, предлагаемая формовочная машина с устройством перемещения полуформ над кантователем, не
5 увеличивая рабочих позиций машины, обеспечивает сборку полуформ со стержнями и сформированной воронкой В формы и вьщачу форм на рольганг выдачи, причем исключается из цикла
0 время работы кантователя в цикле
изготовления нижних полуформ, уменьшается высота подъема стола кантователя на высоту опоки, ускоряя окончание цикла передачи формь на рольГанг выйачи. Это обеспечивает расширенив технологических возможностей машины и повышение ее производительности.
Работа кантователя, механизма формирования литниковых воронок и
устройства для перемещения полуформ с шаговым приводом рольганга вьщачи через цикл уменьшает их износ и повышает надежность формовочной машины .
JJ J 36
20
37
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рекламный проспект фирмы Кюнкёль Вагнер и К Формовочные установки, 1972, с..4-9 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Формовочная машина | 1978 |
|
SU740385A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
