Изобретение относится к литейному производству, а именно к способам литья под давлением на машинах с горизонтальной холодной камерой прес- сования.
Цель изобретения - повышение стойкости камеры прессования, пресс-поршня и контрпоршня.
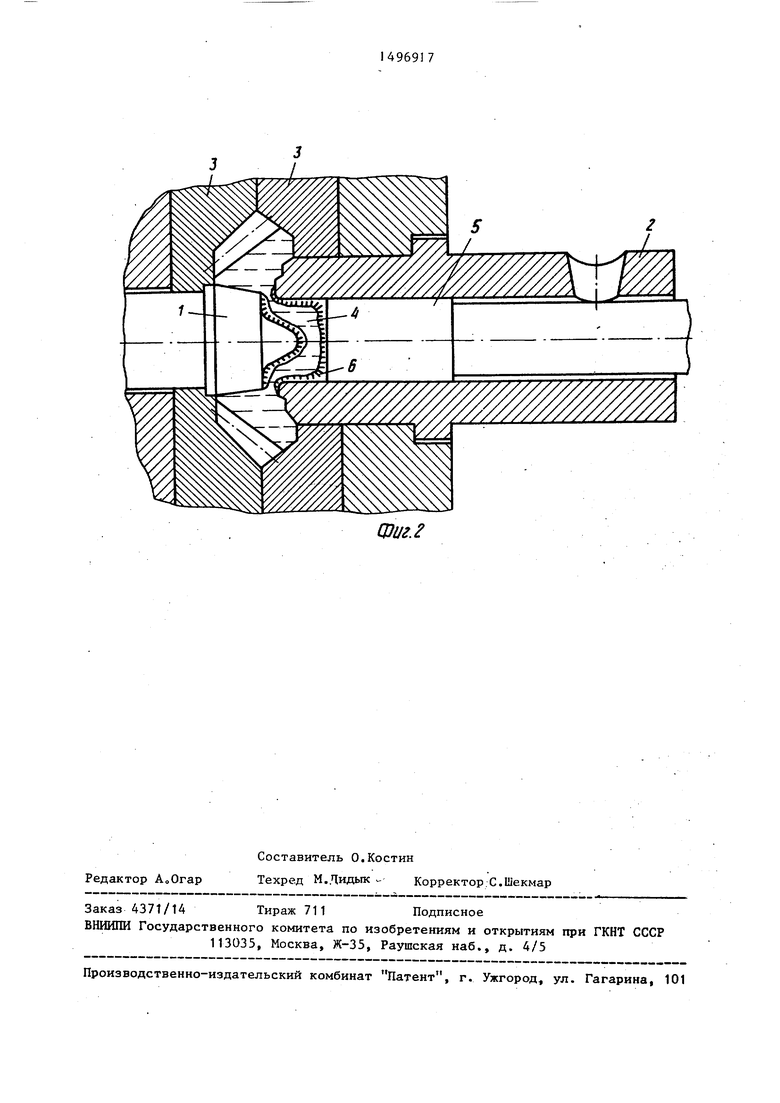
На фиг.1 показан этап предвари- тельного сжатия порции металла в камере прессования и выдержки металла перед запрессовкой; на фиг.2 - этап запрессовки металла в пресс-форму.
Способ осуществляют следующим об- разом.
С помощью контрпоршня 1 перекрывают камеру 2 прессования со стороны пресс-формы 3. Заливают порцию 4 металла в камеру прессования. Пресс- поршнем 5 сжимают порцию 4 металла между контрпоршнем. 1 и пресс-поршнем 5. Фиксируют положение пресс- поршня и выдерживают порцию металла в камере прессования до образования на его поверхности закристаллизовавшейся корочки 6, После этого отводят контрпоршень 1 и осуществляют запрессовку металла в камеру 2 прессования пресс-поршнем 5. .
Фиксирование положения пресс-поршня в момент вьщержки порции металла в камере прессования приводит к образованию воздушного зазора меаду порцией металла и камерой прессовани с,одной стороны, пресс-поршнем и контрпоршнем с другой стороны, вследствие усадки металла. Это позволяет снизить рабочую температуру камеры прессования, пресс-поршня и контр-
поршня, что способствует повышению их стойкости.
Пример. Изготавливают колесо коническое из стали 18ХГТ. Заливают порцию металла с температурой 1600°С и весом 1,t5 кг в камеру прессования. Усилием прессующего плунжера 20 кПа создают предварительное давление на металл. При заполнении металлом камеры прессования фиксируют положение пресс-поршня. Дают выдержку в течение 6 с, во время которой корочка закристаллизовавшегося металла на поверхностях контакта с пресс- поршнем, камерой прессования и контрпоршнем достигает толщины 4 мм. При этом за счет усадки .на поверхности контакта образуется воздушный зазор.
В результате снижения рабочих температур пресс-поршня, контрпоршня и камеры прессования на ЗО С стойкость их повьш1ается в 1,5 раза о
Формула изобретения
Способ литья под давлением, включающий заливку порции металла в камеру прессования, предварительное сжатие этой порции в камере прессования пресс-поршнем и контрпоршнем, вьздержку ее и последующую запрессовку в пресс-форму, отличающийся тем, что, с целью повьш1ения стойкости камеры прессования, пресс-поршня и контрпоршня, выдержку порции металла осуществляют при зафиксированном положении пресс-порщня до образования корочки закристаллизовавшегося металла..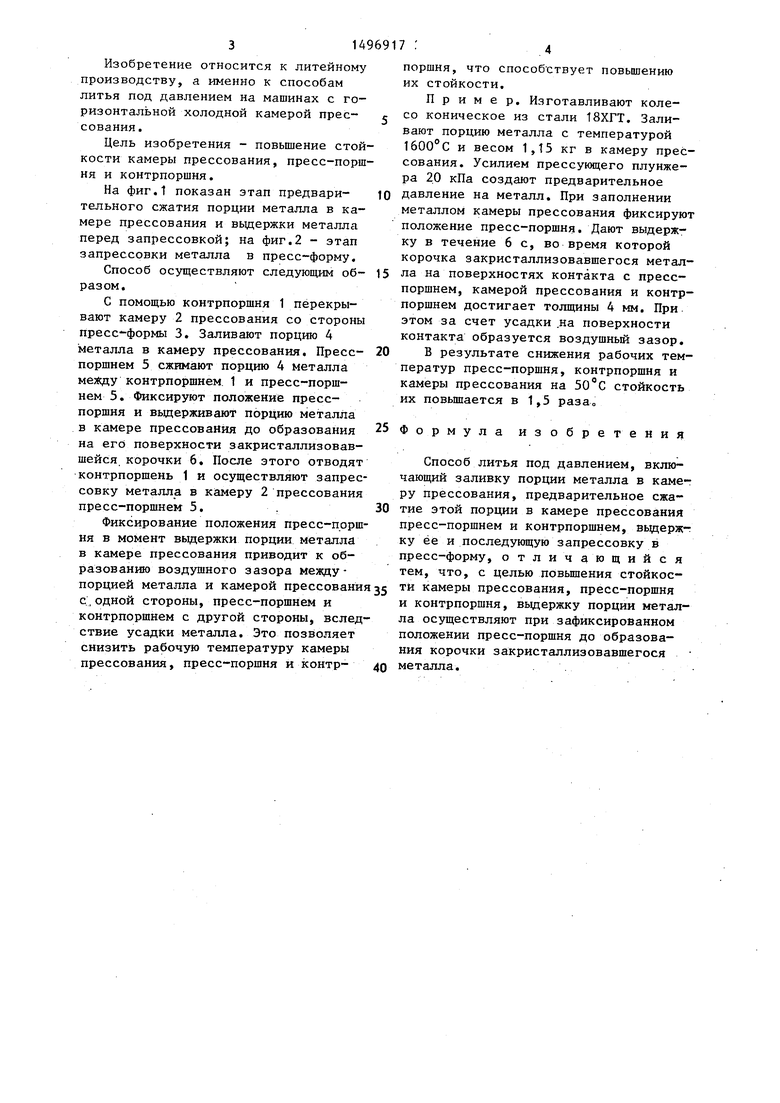
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГОРЯЧЕГО И ХОЛОДНОГО ПРЕССОВАНИЯ И ШТАМПОВКИ | 1996 |
|
RU2111085C1 |
| Способ литья под давлением | 1990 |
|
SU1787674A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ДЕТАЛЕЙ ГАЗО- И ПНЕВМОАРМАТУРЫ | 1998 |
|
RU2172226C2 |
| Способ литья под давлением | 1977 |
|
SU728986A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2338624C2 |
| Прессформа для литья под давлением | 1974 |
|
SU486861A1 |
| Узел прессования машины литья под давлением | 1982 |
|
SU1026944A1 |
| КАМЕРА ПРЕССОВАНИЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1972 |
|
SU337193A1 |
| Способ получения отливок на машине литья под давлением с вертикальной холодной камерой прессования | 1978 |
|
SU789231A1 |
Изобретение относится к литейному производству, а именно к литью под давлением на машинах с горизонтальной холодной камерой прессования. Цель изобретения - повышение стойкости камеры прессования, пресс-поршня и контрпоршня. С помощью контрпоршня перекрывают камеру прессования со стороны пресс-формы. Заливают порцию металла в камеру прессования. Сжимают порцию металла между пресс-поршнем и контрпоршнем. Фиксируют положение пресс-поршня и выдерживают порцию металла в камере прессования в течение 0,5 - 30 с. После этого отводят контрпоршень и осуществляют запрессовку металла в пресс-форму. Фиксирование положения пресс-поршня в момент выдержки порции металла в камере прессования приводит к образованию воздушного зазора между порцией металла, с одной стороны, и камерой прессования, контрпоршнем и пресс-поршнем, с другой стороны, вследствие усадки металла. Это приводит к снижению рабочих температур камеры прессования, контрпоршня и пресс-поршня, что способствует повышению их стойкости. 2 ил.
Фиг.
| Способ литья под давлением | 1977 |
|
SU728986A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ литья под давлением | 1978 |
|
SU728987A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
