Изобретение относится к машиностроению, в частности к наплавке износостойким материалом конических поверхностей, и может быть использовано для наплавки конусов и чаш засыпных аппаратов доменных печей.
, Цель изобретения - повьпиение качества наплавленного слоя- и производительности установки, экономия порошковой ленты путем обеспечения постоянной величины перекрытия наплавляемых валиков и глубины проплавления независимо от конусности изделия,
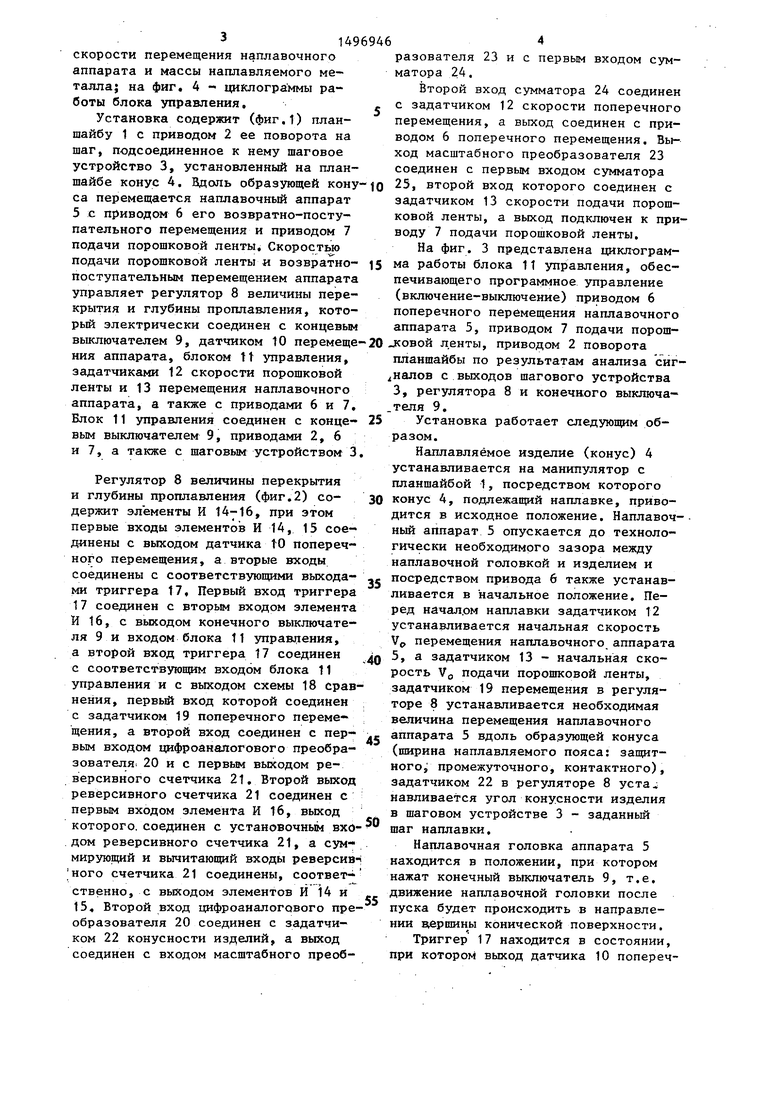
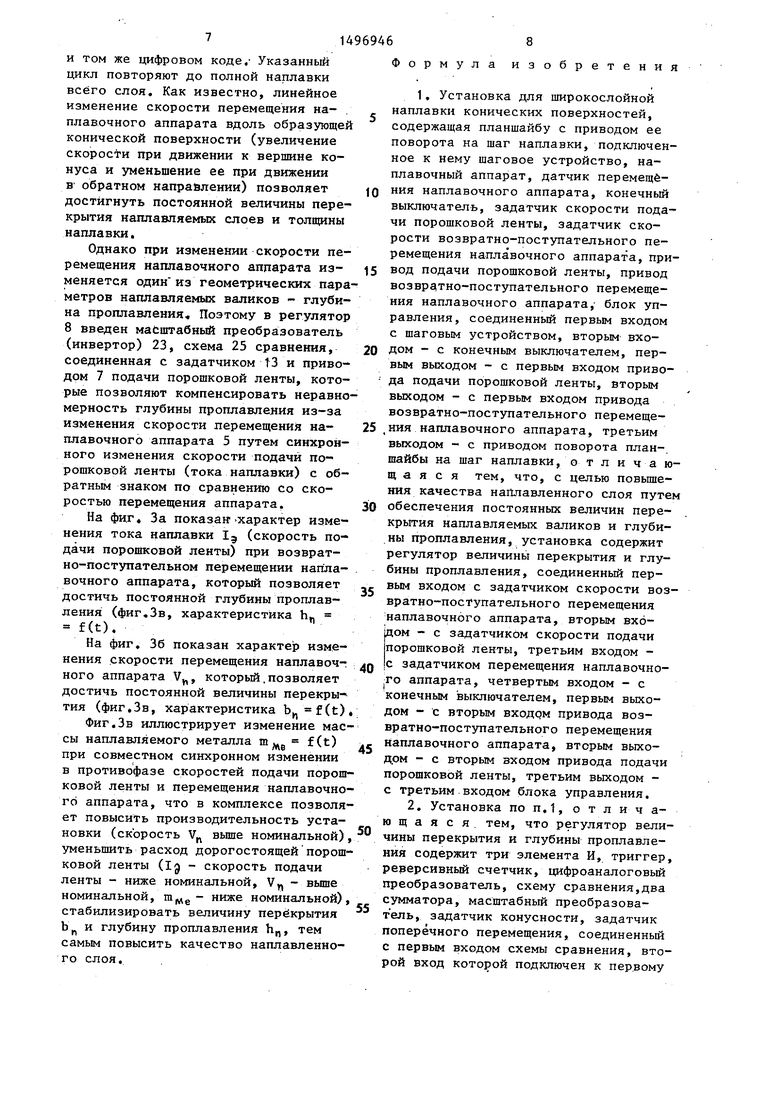
На фиг. 1 представлена функциональная схема установки для широкослойной наплавки конических поверхностей порошковой лентой; на фиг.2 - схема регулятора величины перекрытия и глубины проплавления; на фиг.З - диаграммы изменения тока наплавки.
скорости перемещения наплавочного аппарата и массы наплавляемого металла; на фиг, 4 - циклограммы работы блока управления.
Установка содержит (фиг.Т) планшайбу 1 с приводом 2 ее поворота на шаг, подсоединенное к нему шаговое устройство 3, установленный на планразователя 23 и с первым входом сумматора 24.
Второй вход сумматора 24 соединен с задатчиком 12 скорости поперечного перемещения, а выход соединен с приводом 6 поперечного перемещения. Выход масштабного преобразователя 23 соединен с первым входом сумматора

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО БИМЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2468901C2 |
| Установка для наплавки | 1988 |
|
SU1593819A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ПЛАЗМЕННОЙ НАПЛАВКИ ДЕТАЛЕЙ | 1997 |
|
RU2129937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| Способ восстановления рельсов с дефектами на поверхности катания автоматической электродуговой наплавкой | 2016 |
|
RU2654253C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| Способ лазерной газопорошковой наплавки защитных покрытий | 2020 |
|
RU2759102C1 |

Изобретение относится к машиностроению и может быть использовано в сварочном производстве при наплавке конусных поверхностей ,в частности, при широкослойной наплавке износостойким материалом конусов и чаш засыпных аппаратов доменных печей. Цель изобретения - повышение качества наплавляемого слоя. Установка содержит планшайбу, на которой крепится наплавляемое изделие, привод планшайбы с шаговым устройством, наплавочный аппарат с приводом его возвратно-поступательного перемещения вдоль образующей конической поверхности, датчик перемещения и конечный выключатель, привод подачи порошковой ленты, задатчики скоростей возвратно-поступательного перемещения наплавочного аппарата и подачи порошковой ленты, блок управления и регулятор величины перекрытия и глубины проплавления. Введение регулятора величины перекрытия и глубины проплавления позволяет вести непрерывное регулирование скоростей подачи порошковой ленты и поперечного перемещения наплавочного аппарата, обеспечивая постоянную величину перекрытия и глубину проплавления независимо от конусности изделия. 1 з.п. ф-лы, 4 ил.
шайбе конус 4. Вдоль образующей кону-fo 25, второй вход которого соединен с
са перемещается наплавочный аппарат 5 с приводом 6 его возвратно-поступательного перемещения и приводом 7 подачи порошковой ленты, Скорость.ю подачи порошковой ленты и возвратно- поступательным перемещением аппарата управляет регулятор 8 величины перекрытия и глубины проплавления, который электрически соединен с концевым
выключателем 9, датчиком 10 перемеще-20 -ковой л.енты, приводом 2 поворота
ния аппарата, блоком tt управления, планшайбы по результатам анализа сигзадатчиками 12 скорости порошковой ленты и 13 перемещения наплавочного аппарата, а также с приводами 6 и 7, Блок 11 управления соединен с конце- вым выключателем 9, приводами 2, 6 и 7, а также с шаговым устройством 3,
Регулятор 8 величины перекрытия и глубины проплавления (фиг,2) содержит элементы И 14-16, при этом первые входы элементов И 14, 15 соединены с выходом датчика tO поперечного перемещения, а вторые входы соединены с соответствующими выходами триггера 17, Первый вход триггера 17 соединен с вторым входом элемента И 16, с выходом конечного выключателя 9 и входом блока 11 управления, а второй вход триггера 17 соединен с соответствующим входом блока 11 управления и с выходом схемы 18 сравнения, первый вход которой соединен с задатчиком 19 поперечного перемещения, а второй вход соединен с первым входом цифроаналогового преобразователя 20 и с первым выходом реверсивного счетчика 21, Второй выход реверсивного счетчика 21 соединен с первым входом элемента И 1б, выход которого, соединен с установочным вхй- дом реверсивного счетчика 21, а суммирующий и вычитающий входы реверсия|ного счетчика 21 соединены, соответственно, с выходом элементов И 14 и 15, Второй вход цифроаналогового преобразователя 20 соединен с задатчиком 22 конусности изделий, а выход соединен с входом масштабного преобзадатчиком 13 скорости подачи порошковой ленты, а выход подключен к приводу 7 подачи порошковой ленты.
На фиг. 3 представлена циклх)грам- ма работы блока 11 управления, обеспечивающего программное управление (включение-выключение) приводом 6 поперечного перемещения наплавочного аппарата 5, приводом 7 подачи порош налов с выходов шагового устройства 3, регулятора 8 и конечного выключа- ,теля 9,
25 Установка работает следующим образом.
Наплавляемое изделие (конус) 4 устанавливается на манипулятор с планшайбой 1, посредством которого 30 конус 4, подлежащий наплавке, приводится в исходное положение. Наплавоч ный аппарат 5 опускается до технологически необходимого зазора между наплавочной головкой и изделием и
5
0
5
0
5
посредством привода 6 также устанавливается в начальное положение. Перед начал.ом наплавки задатчиком 12 устанавливается начальная скорость Vj, перемещения наплавочного аппарата 5, а задатчиком 13 - начальная скорость VQ подачи порошковой ленты, задатчиком 19 перемещения в регуляторе 8 устанавливается необходимая величина перемещения наплавочного аппарата 5 вдоль образующей конуса (ширина наплавляемого пояса: защитного промежуточного, контактного), задатчиком 22 в регуляторе 8 уста,; навливается угол конусности изделия в шаговом устройстве 3 - заданньй шаг наплавки.
Наплавочная головка аппарата 5 находится в положении, при котором нажат конечный выключатель 9, т.е. движение наплавочной головки после пуска будет происходить в направлении вершины конической поверхности.
Триггер 17 находится в состоянии, при котором выход датчика 10 поперечного перемещения через элемент И 14 соединен с суммирующим входом реверсивного счетчика 4. Процесс наплавки начинается с перемещения наплавочного аппарата 5 вдоль образующей конуса 4 из крайней точки наплавляемой поверхности (нажат конечный выключатель 9) по направлению к вершине, При этом через блок 11 управления включен двигатель привода 6 поперечного перемещения. С выхода датчика 10 поперечного перемещения через элемент И 14 На суммирующий вход реверсивного счетчика 21 поступают импульсы, частота следования которых пропорциональна скорости перемещения а количество - реальному перемещению Цифровой код с выхода реверсивного
25
30
счетчика 21 поступает на вход ЦАП 20, 20 поверхности) содержимое реверсивного
счетчика 21 уменьшается. Таким образом, линейно уменьшается выходное суммарное напряжение на выходе сумматора 24 и увеличивается выходное суммарное напряжение на выходе сумматора 25. Скорость перемещения наплавочного аппарата 5 посредством привода 6 уменьшается, а скорость подачи порошковой ленты (ток наплавки) посредством привода 7 увеличивается. Наплавочный аппарат 5 перемещается, пока не будет нажат конечный выключатель 9, при срабатывании которого .через блок 11 управления включается привод 2 и шаговое устройство 3, Кроме того, на установочный вход реверсивного счетчика 2t поступит сигнал установки в нулевое состояние через элемент И 16, если счетчик 21 при обратном перемещении не установился в нуль, Следователь1:о, после перемещения изделия 4 на шаг наплавки наплавочный аппарат начинает движение к вершине конической поверхности всегда с одной и той же начальной скоростью (ном.), установленной за- датчиком 12, а порошковая лента подается всегда с одной и той же начальной скоростью (ном.), установленной задатчиком 13 (фиг.За,б). Величина изменения скорости перемещения наплавочного аппарата 5 вдоль образующей конической поверхности и величина изменения скорости подачи порошковой ленты (ток наплавки) устанавливаются задатчиком 22 конусности, подключенным на вход ЩИ 20. Таким образом, уровень напряжения на выходе ЦАП 20 будет различным при одном
на выходе которого формируется постоянное напряжение, пропорциональное количеству импульсов. Таким образом, на выходе ЦАП 20 формируется линейно- возрастающее напряжение, которое поступает на первый вход сумматора 24, на второй вход которого поступает напряжение с задатчика 12 скорости поперечного перемещения наплавочного аппарата 5. С выхода сумматора 24 напряжение поступает на привод 6 поперечного перемещения, который изменяет (увеличивает) от номинальной скорость перемещения наплавочного аппарата 5 (фиг,36). С выхода 1ШТ 20 Линейно-возрастающее напряжение также поступает на вход масштабного преобразователя (инвертора) 23, с выхода которого напряжение с обратным знаком поступает на первый вход сумматора 25, на второй вход которого поступает напряжение с задатчика 13 скорости подачи порошковой ленты, С выхода сумматора 25 напряжение поступает на привод 7 подачи порошковой ленты, который изменяет (уменьшает) ОТ , номинальной скорость подачи ленты (ток наплавки, фиг.2а).
В момент сравнения цифрового кода реверсивного счетчика 21, содержимое которого пропорционально поперечному перемещению, с величиной перемещения, установленной в задатчике 19, на выходе схемы 18 сравнения появляется сигнал, который поступает на вход блока 11 управления, который формирует команды отключения привода 6 поперечного перемещения и включения привода 2 вращения планшайбы 1. Вра35
40
45
50
55
щение планшайбы 1 на заданный угол (шаг наплавки) осуществляемся шаговым устройством 3 через блок 11 управления. Сигнал с выхода схемы 18 поступает также на вход триггера 17, который устанавливает его в другое состояние. При достижении заданного шага наплавки блок 11 управления отключает привод 2 вращения изделия и включает привод 6 поперечного перемещения наплавочного аппарата 5. Триггер 17 находится в состоянии, при котором выход датчика 10 переме- щения подключен через элемент И 15 к вычитающему входу реверсивного счетчика 21. При перемещении наплавочного аппарата 5 в обратном направлении (к основанию конической
25
30
35
40
45
50
55
и том же цифровом коде,- Указанный цикл повторяют до полной наплавки всего слоя. Как известно, линейное изменение скорости перемещения наплавочного аппарата вдоль образующей конической поверхности (увеличение скорости при движении к вершине конуса и уменьшение ее при движении в обратном напрайлении) позволяет достигнуть постоянной величины перекрытия наплавляемых слоев и толщины наплавки.
Однако при изменении скорости перемещения наплавочного аппарата из- меняется один из геометрических параметров наплавляемых валиков - глубина проплавления. Поэтому в регулятор 8 введен маСщтабный преобразователь (инвертор) 23, схема 25 сравнения, соединенная с задатчиком 13 и приводом 7 подачи порошковой ленты, которые позволяют компенсировать неравномерность глубины проплавления из-за изменения скорости перемещения на- плавочного аппарата 5 путем синхронного изменения скорости подачи порошковой ленты (тока наплавки) с обратным знаком по сравнению со скоростью перемещения аппарата.
На фиг За показан -характер изменения тока наплавки 1 (скорость подачи порошковой ленты) при возвратно-поступательном перемещении наплавочного аппарата, который позволяет достичь постоянной глубины проплавления (фиг.Зв, характеристика h« f(t).
На фиг. 36 показан характер изменения скорости перемещения наплавочг ного аппарата V,, который.позволяет достичь постоянной величины перекрытия (фиг.Зв, характеристика (t) Фиг.Зв иллюстрирует изменение массы наплавляемого металла т f(t) при совместном синхронном изменении в противофазе скоростей подачи порошковой ленты и перемещения наплавочного аппарата, что в комплексе позволяет повысить производительность установки (скорость V вьшге номинальной) уменьшить расход дорогостоящей порошковой ленты (Ig - скорость подачи ленты - ниже номинальной, V,, - выше номинальной, - ниже номинальной) стабилизировать величину перекрытия Ь и глубину проплавления Ь„, тем самым повысить качество наплавленного слоя.
Формула изобретения
с шаговым устройством, вторым входом - с конечным выключателем, первым выходом - с первым входом привода подачи порошковой ленты, вторым выходом - с первым входом привода возвратно-поступательного перемеще- НИН наплавочного аппарата, третьим выходом - с приводом поворота план-. шайбы на шаг наплавки, о т л и ч а ю щ а я с я тем, что, с целью повьш1е- ния качества наплавленного слоя путе обеспечения постоянных величин перекрытия наплавляемых валиков и глубины проплавления, установка содержит регулятор величины перекрытия и глубины проплавления, соединенный первым входом с задатчиком скорости возвратно-поступательного перемещения наплавочного аппарата, вторым вхо- цом - с задатчиком скорости подачи порошковой ленты, третьим входом - JC задатчиком перемещения наплавочного аппарата, четвертым входом - с конечным выключателем, первым выходом - с вторым входрм привода возвратно-поступательного перемещения Наплавочного аппарата, вторым вько- дом - с вторым входом привода подачи порошковой ленты, третьим выходом - с третьим входом блока управления.
выходу реверсивного счетчика и первому входу цифроаналогового преобразователя, вторым входом соединенным с задатчиком конусности, а выходом - с входом масштабного преобразователя и первым входом первого сумматора, второй вход которого является первым входом, а выход - первым выходом регулятора, выход масштабного преобразователя связан с.первым входом второго сумматора, второй вход которого является, вторым входом, а выход - вторым выходом регулятора, первые входы первого и второго элемен-
тон и соединены между собой и с третьим входом регулятора, вторые входы соответственно с первым и вторым выходами триггера, а выходы - с суммирующим и вычитающим входами реверсивного счетчика, второй выход которого соединен с первым входом третьего элемента И, выходом подключенного к установочному входу реверсивного счетчика, а вторым входом - к первому входу триггера и четвертому входу регулятора, второй вход триггера связан с выходом схемы сравнения и третьим выходом регулятора.
Фиг, f
| Аппарат наплавочный и электрооборудование установки для наплавки конусов и чаш засыпных аппаратов доменных печей, А 1640.00.00.000.ЭЗ, ОКБ ИЭС им.Е.О.Патона, 1974. |
