4
О)
ч|
ФЛ2
31496
Изобретение относится к маимно- строению и. молсет быть использовано для поворота и установки изделия в .положение, удобное для роботизирован ной сборки и сварки блоков тепловозных дизелей.
Целью изобретения является повышение качества и надежности путем увеличения точности позиционирова- НИН при вращении тяжеловесных крупногабаритных изделий в процессе сварки и уменьшения инерционных усилий и люфтов в соединениях.
Па.фиг.1 изображена стойка; на фиг.2 - разрез А-Л на фиг.1; на фиг.3 - разрез Б-Б на фиг.2.
Ведущая стойка вра цателя выполпе- на в риде корпуса 1 и установленного в нем привода 2, на выхо.дном валу которого смонтировано водило 3 с двумя фиксирующими роликами 4. Один из роликов 4 выполнен подпружиненным (не показано) . В подшипниках корп°уса стойки смон.тировано зубчато-цевочное колесо 5% оснащенное разъемным сферическим подшипт1ком б, в котором размещена сферическая головка цапфы 7. На цилиндрическом участке цапфы 7 смонтирован захват 8 для изделия. На одном из зубьев зубчато-цевочного колеса 5 смонтирован цилиндрическим участком пале1д 9 со сферической головкой. Захват 8 соединен с пальцем 9 посредством тяги 10 и дополнитель- ного пальца 11 со сферической голов- .кой. Палец 11 закреплен-°на захвате 8 посредством цилиндрического участка. Тяга 10 выполнена раздвижной, и расстояние между, сферическим- головками пальцей 9 и 11 изменяется враще1шем резьбовой втулки 12.,Зажим сферических головок пальцев 9 и .1 1 осуществляют резьбо ыми пробками 13. Разъемный сферический подия1пник б оснащен винтовым зажимом 14.
Ведущая стойка вращателя работает следующим образом.
При установке захвата 8 с издели- ем на стойку раскрывают сферический подцтпник 6, в него вставляют сферической головкой цапфу 7 захвата 8, -После чего сферический подшипник закрывают и зал;има от винтовым зажимом 14.Тягу 10 надевают на шаровую головку пальца 11 и зажимают пробкой 13. Затем производится точная ггаст- ройка изделия, установленного в зах
вате 8, в исходное положение, резьбо
Q
5
0 5 О Q
5
5
вой втулкой 12 под роботизированную сварку.
Из исходного положения изделие поворачивается на запрограммированный угол, согласованный со сварочным роботом, при этом крутяш й момент от выходного вала привода 2 через водило 3 с двумя фиксирующими роликами 4 передается ведомому звену - то-цевочному колесу 5. Ролики 4 поочередно участвуют в передаче крутящего момента, проворачивая ведомое звено колеса 5 на один зуб.
Остановка привода 2 осуществляется в момент выстоя колеса 5, когда оба ролика 4 в процессе обкатки по поверхностям зуба останавливают и одновременно фиксируют (запирают) колесо 5 (см. фиг.2).
Точность поворота на заданный угол каждой точки изделия и повторяемость ° этой точности следующими изделиями обеспечивается тем, что момент выстоя ведущего звена - колеса 5 - ос ущест- вляется на участках совместного обкатывания 4 по боковым поверхностях охватываемого ими зуба колеса 5. Крутящий момент от зубчато-цевочного колеса 5 через палец 9 с шаровой головкой и тягу 10 передается пальцу 11 с шаровой головкой, жестко установленному на захвате 8 с изделием.
Благодаря такому взаимодействию элементов, участвующих в передаче крутящего момента, достигается плАв- ное (от нуля до максимума) нарастание угловой скорости кантуемого изделия и снижение скорйсти (от максимума до нуля) перед его остановкой (позиционированием) , что приводит к значительному уменьшению инерционных усилий при кантова нии крупногабаритных и тяжеловесных изделий.
Предлагаемое техническое решение обеспечивает повышение точности позиционирования тяжеловесных и крупногабаритных изделий при роботизированной сварке за счет ликвидации погрешностей, связанных с наличием люф х ов в соединениях, и обеспечения плавности нарастания и снижения угловой скорости кантуемого изделия, новышение точности повторяемости установки на заданный угол каждой точки следуюш 1х изделий по первому изделию, что позволяет применять сварочные роботы с меньшим диапазоном алаптации к изменению положения
сварного шва вследствие погрешностей заготовок, повышение надежности в работе йутем уменьшения инерционных усилий и люфтов в соединениях, возможность настройки изделия в кантователе в исходное положение под исходную точку сварочной горелки робота, удобство съема и установки изделия в кантователь за счет быстродействия разъемных сферических подшипников.
Формула изобретения
1. Ведущая стойка вращателя, содержащая установленные на корпусе зубчатое колесо со сферическим подшипником, кинематически соединенный с колесом привод его поворота, размещенную в сферическом подшипнике колеса цапфу со сферической головкой установленный на колесе палец со сферической головкой и смонтированный на цилиндрическом участке цапфы захват для изделия, соединенный с пальцем зубчатого колеса, о т л и- чающаяся тем, что, с цепью повьшения качества и надежности путем увеличения точности позиционирования при вращении тяжеловесных крупногабаритных изделий в процессе сварки и уменьшения инерционных усилий и люфтов в соединениях, цIiлиндpи- ческий участок пальца жестко закреплен на зубчатом колесе, соединение захвата с пальцем выполнено в виде
дополнительного пальца со сферической головкой, цилиндрическая часть которого закреплена на захвате, и тяги, шарнирно установленной на сферических головках обоих пальцев, при
этом зубчатое колесо выполнено зубчато-цевочным, а кинематическое соединение этого колеса с приводом выполнено в виде смонтированного на выходном валу привода водила с двумя
фиксирующими роликами,установленными с ..возможностью взаимодействия с зубчато-цевочной поверхностью колеса.
т л и ч а ю- вьшолнена
2.Стойка по п,1, о щ а я с я тем, что тяга
раздвижной.
3,Стойка по пп.. 1 и 2, отличающаяся тем, что сферический подшипник выполнен разъемным.

| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотный стол для подачи кассет с деталями к роботу | 1989 |
|
SU1792775A1 |
| Кантователь | 1987 |
|
SU1496975A1 |
| Вращатель цилиндрических изделий | 1973 |
|
SU553075A1 |
| СИСТЕМА РОБОТИЗИРОВАННОЙ СБОРКИ КРУПНОГАБАРИТНЫХ ФЕРМ, В ТОМ ЧИСЛЕ НА ОРБИТЕ ЗЕМЛИ ИЛИ ЛУНЕ | 2021 |
|
RU2790311C2 |
| Двухступенчатый циклоидальный редуктор | 2020 |
|
RU2733447C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| Манипулирующее устройство для съема, кантования и выдачи изделий с пресса | 1987 |
|
SU1512775A1 |
| Устройство для снятия початков и установки шпуль на прядильных машинах | 1948 |
|
SU81854A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Рука манипулятора | 1985 |
|
SU1311929A1 |

Изобретение относится к машиностроению и может быть использовано для поворота и точной установки изделия в положение, удобное для роботизированной сборки и сварки блоков дизелей. Цель изобретения повышение качества за счет повышения точности позиционирования при сварке и надежности. Корпус 1 стойки оснащен приводом 2, на выходном валу которого установлено водило 3 с двумя фиксирующими роликами 4, находящимися в зацеплении с ведомым зубчато-цевочным колесом 5. На одном из зубьев зубчатоцевочного колеса жестко установлен палец 9 со сферической головкой, шарнирно соединенный с тягой 10. Другой конец тяги 10 шарнирно соединен со сферической головкой пальца 11, жестко установленного на захвате на некотором расстоянии от цапфы 7, расположенной по оси колеса 5. При этом устраняются погрешности, связанные с наличием люфтов в соединениях. 2 з.п. ф-лы, 3 ил.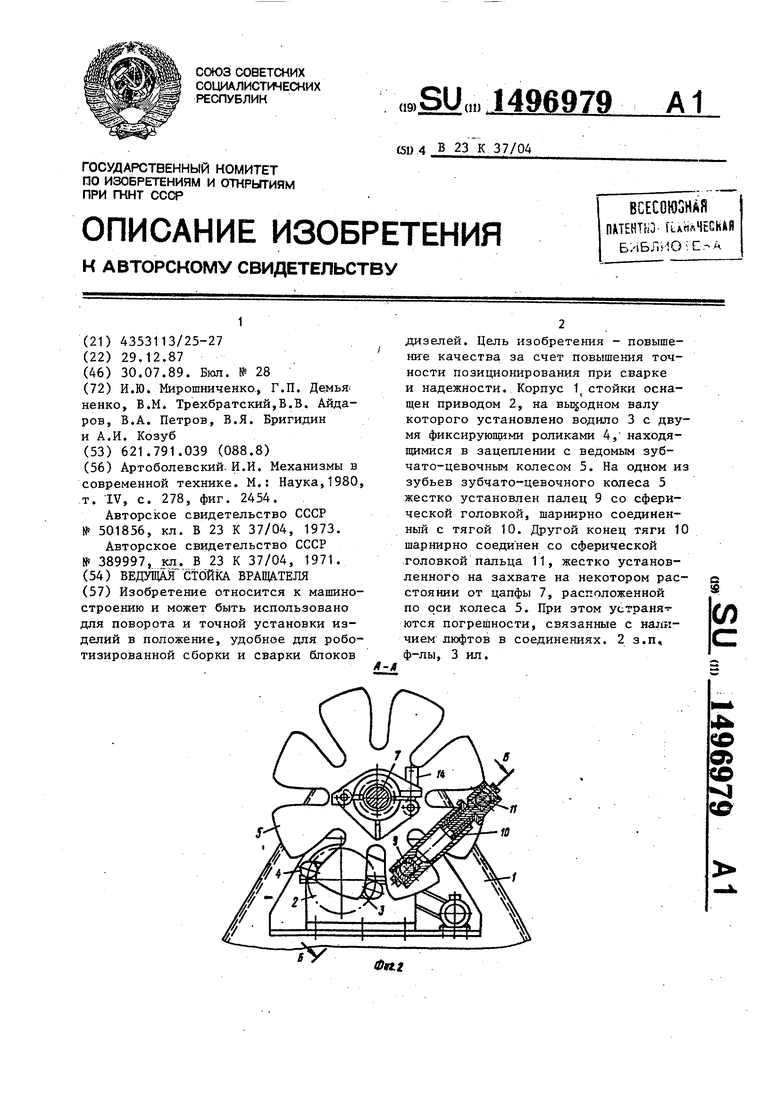
фиг.1
J /i //
.АМул
/0
б-б
li III
rt .tV . ly
/////
Фиг.З
| Артоболевский | |||
| И.И | |||
| Механизмы в современной технике | |||
| М.: Наука,1980, т | |||
| IV, с | |||
| ПАРОВАЯ ИЛИ ГАЗОВАЯ ТУРБИНА | 1914 |
|
SU278A1 |
| Прибор для определения под водою направления, в котором находится источник звука | 1917 |
|
SU2454A1 |
| Торцевой вращатель | 1973 |
|
SU501856A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ВЕДУЩАЯ СТОЙКА КАНТОВАТЕЛЯ | 0 |
|
SU389997A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
