1
Изобретепие относится к вспомогательному оборудованию, а именно к конструкции вращателя цилиндрических изделий, используемого преимущественно в процессе сварки.
Известен вращатель цилиндрических изделий преимущественно в процессе сварки, содержащий основание, на котором смонтирована кольцевая опора с поворотным относительно нее кольцевым щпинделем, выступающим за торцы опоры.
Однако известный вращатель не обеспечивает требуемую плавность вращения шпинделя при сварке крупногабаритных изделий.
Целью изобретения является улучшение плавности вращения шпинделя при сварке крупногабаритных изделий.
Для достижения указанной цели на опоре выполнены два ряда равномерно расположенных по ее хорде пазов, в каждом из которых уложены планки и на каждой из них по радиусу опоры и перпендикулярно ей закреплены две цапфьГ, на каждой из которых установлен двухрядный сферический самоустанавливающийся подшипник, при этом па кольцевом шпинделе выполнены беговые доролши для наружных обойм шодшипников, а цапфа каждой планки одного ряда, перпендикулярная радиусу опоры, выступает за торец опоры.
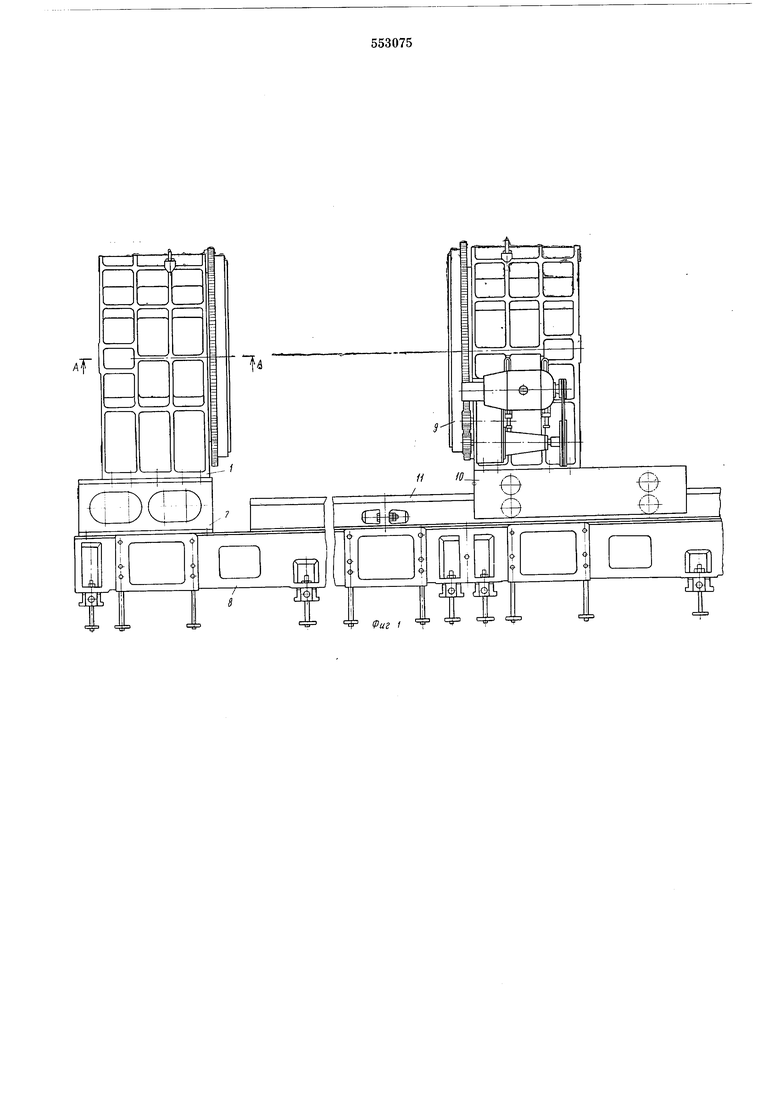
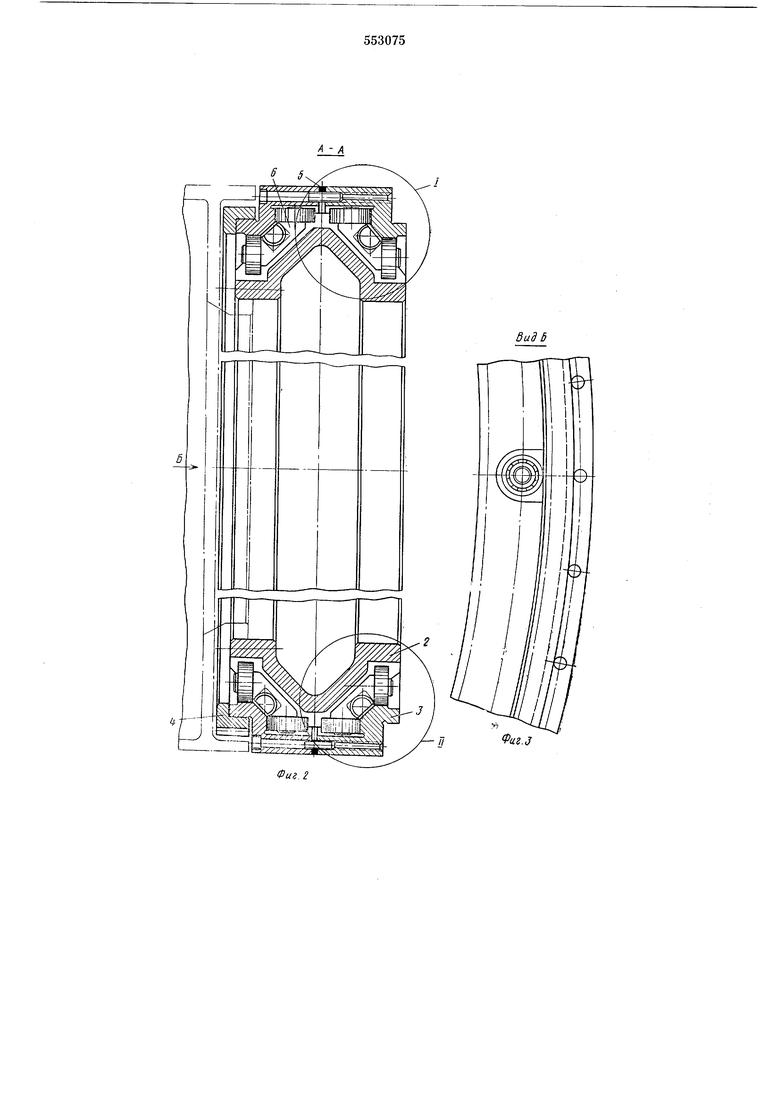
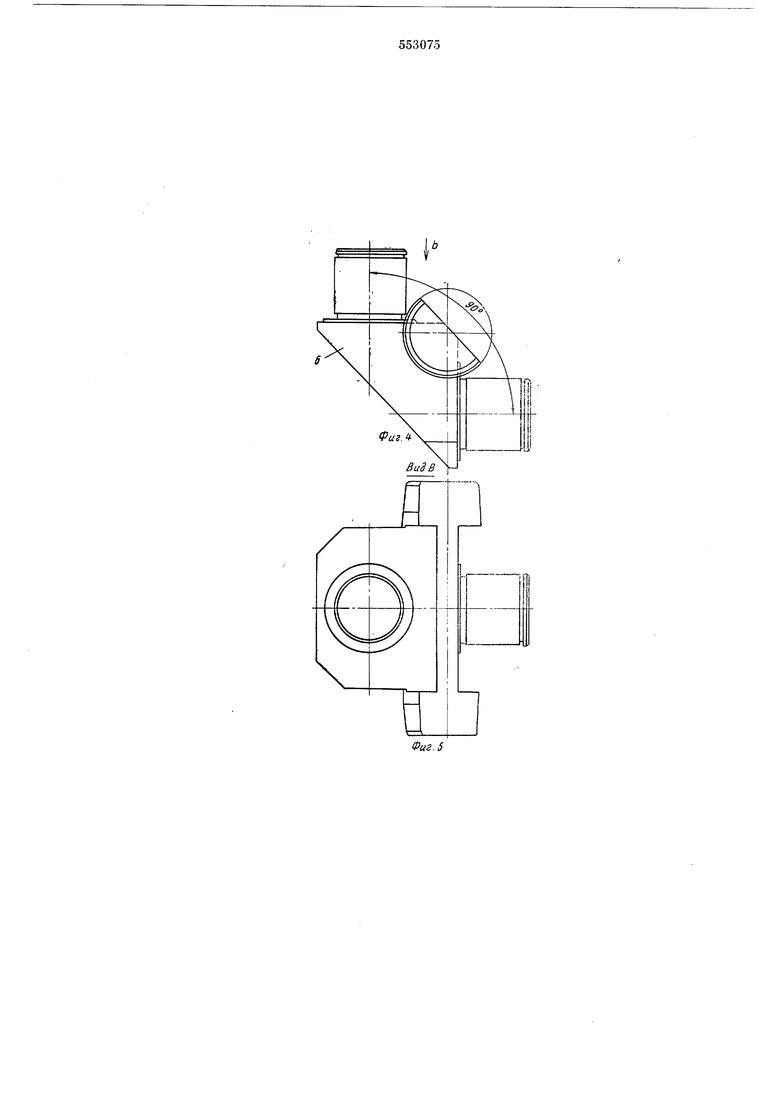
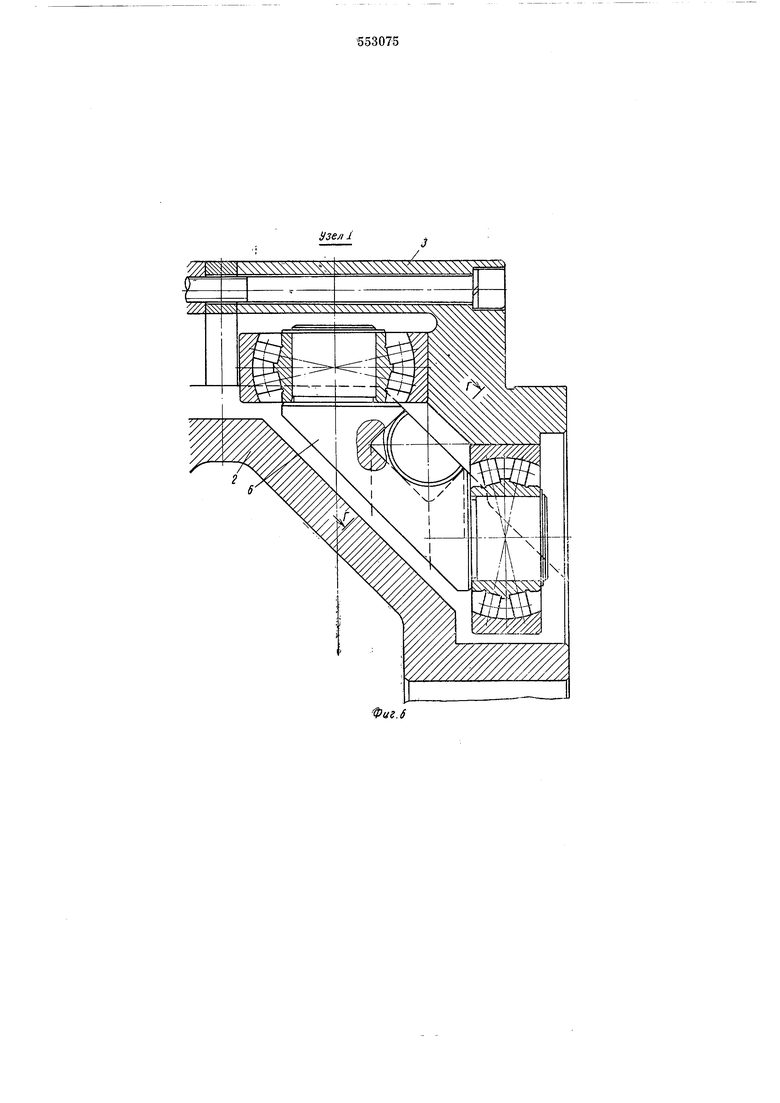
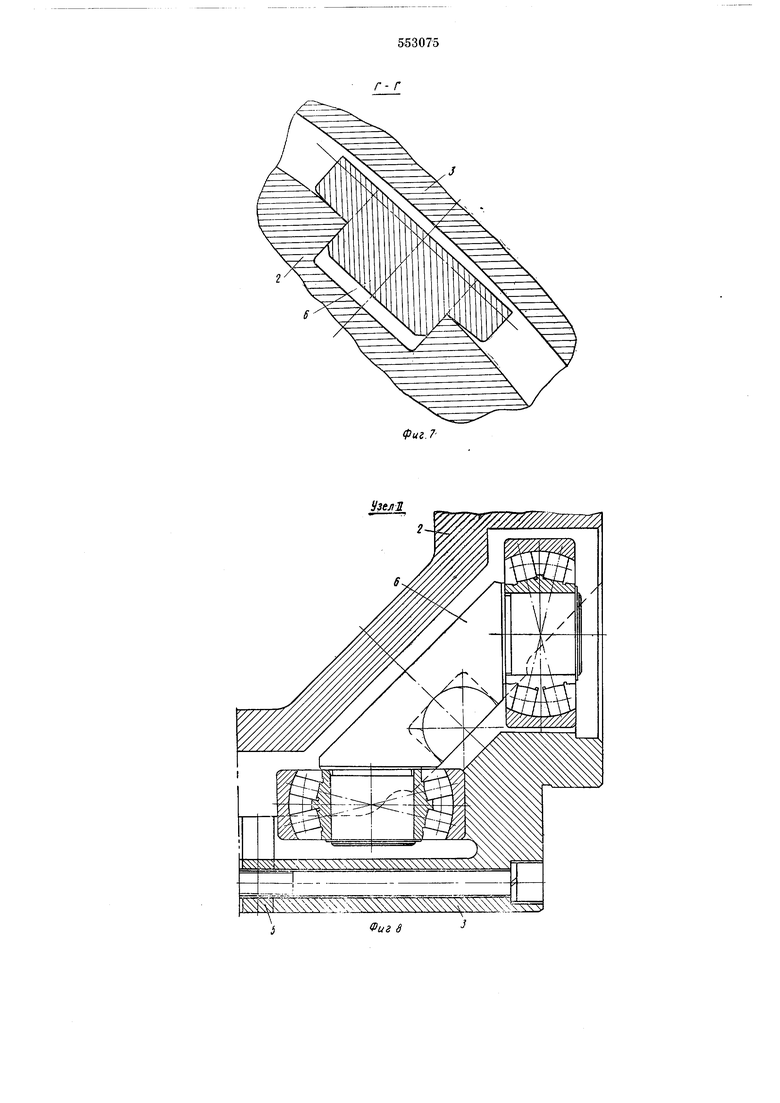
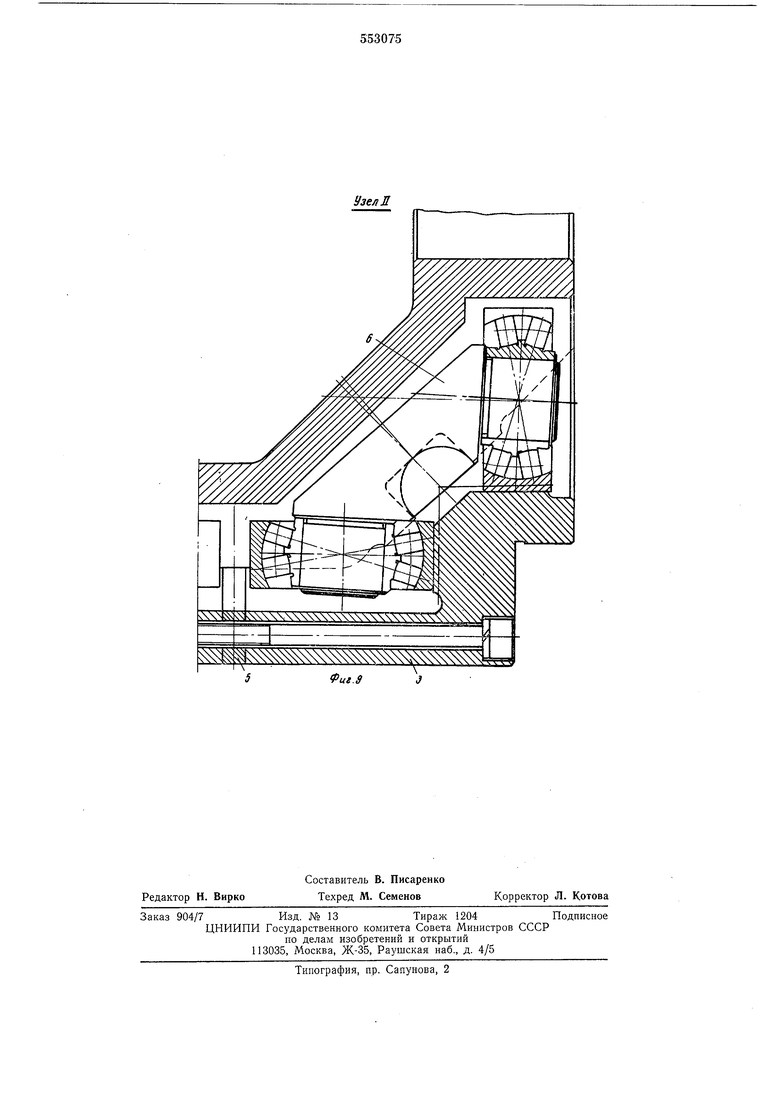
На фиг. 1 показан предлагаемый вращатель, вид сбоку; на фиг. 2 - сечение А-А фиг. 1 с частичным вырывом; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - планка с 5 цапфами; на фиг. 5 - вид по стрелке В на фиг. 4; на фиг. 6 - узел I на фиг. 2; на фиг. 7 - разрез Г-Г фиг. 6; на фиг. 8 и 9 - узел II на фиг. 2.
Предлагаемый вращатель состоит из реб0ристого полого корпуса 1, прикрепленной к нему неподвинсной кольцевой опоры 2, на которой смонтирован вращаемый от привода кольцевой шпиндель 3 с закрепленным на нем приводным зубчатым венцом 4.
5
С целью получения высокой точности сборки пары, состоящей из неподвижной кольцевой опоры 2 и вращаемого кольцевого шпинделя 3, последний предлагается выполнить разъемным. Кольцевой шпиндель 3 состоит из
0 двух половин, стягиваемых винтами через достаточно толстую металлическую прокладку 5. На каждой половине разъемного кольцевого шпинделя выполнены беговые дорожки, по которым обкатываются обоймы сферических
5 самоуста«авливаюшихся подшипников, смонтированных попарно на расположенных под прямым углом цапфах, принадлежащих планкам 6.
Эти планки уложены в кольцевой опоре в расположенные по ее хорде пазы, и их устанавливают по окружности кольцевой опоры столько, сколько требуется для обеспечения задаваемой вращателю грузоподъемности.
Благодаря наличию планок 6 обеспечивается высокая точность сборки за счет выборки люфтов при стягивании винтами половин разъемного кольцевого шпинделя 3. Но это возможно лишь при условии одновременного вступления в работу всех планок 6.
Для обеспечения этого условия сечения пазов в кольцевой опоре 2 имеют прямоугольную форму. Это необходимо для того, чтобы после предварительной сборки и технологической обкатки вращателя под нагрузкой, превышающей рабочую в несколько раз, вызвать остаточ.ные деформации опорных поверхностей пазов в местах контакта с ними планок 6.
На фиг. 2 планки 6 для наглядности расположены в одном сечении кольцевого шпинделя 3. В целях достижения компактности и меньшей металлоемкости при сохранении прочности и надежности планки 6 целесообразно располагать со сдвигом по окружности одного ряда относительно другого на половину шага.
В предлагаемом вращателе сферические самоустанавливающиеся подщипники работают только на радиальные нагрузки при малых числах оборотов в минуту, что надолго сохраняет систему без люфтов, а если со временем они и появляются то, прошлифовав прокладку 5 разъемного кольцевого шпинделя 3, снова можно выбирать люфты.
Расположение зубчатого венца 4 на кольцевом шпинделе 3 позволяет получить достаточно плавное вращение изделия при наиболее короткой кинематической цепи редуктора с двумя выходными ведущими шестернями, обеспечивающими выборку люфтов в зубчатых зацеплениях привода.
При сварке длинных изделий, когда консольное крепление недопустимо, можно компоновать два вращателя при одном или двух синхронных приводах.
Предлагаемый вращатель имеет проставку 7, смонтированную на станине 8 неподвижно.
Другой вращатель 9 смонтирован на каретке 10, которая, перемещаясь по направляющим И, позволяет, в зависимости от длины свариваемого изделия, сближать или удалять враЩаТели одий от другого.
Проставка 7 обеспечивает соосность обоих вращателей.
Приводами могут быть оснащены оба вращателя или один, любой из них. Сварочная
головка и устройство для ее установки не показаны.
На кольцевом шпинделе 3 может быть смонтирован известный самоцентрирующийся патрон со сменными колодками. Следовательно, такой вращатель может быть широко использован, в том числе и как поддерживающий люнет.
Предлагаемый вращатель может быть использован для вращения свариваемого издеЛИЯ как вокруг горизонтальной оси, так и вокруг вертикальной оси. Для последнего случая на торце ребристого полого корпуса 1 предусмотрены опорные площадки для монтажа вращателя в вертикальное положение.
Формула изобретения
Вращатель цилиндрических изделий, преимущественно в процессе сварки, содержа-
щий основание, на котором смонтирована кольцевая опора с поворотным относительно нее кольцевым шпинделем, выступающим за торцы опоры, отличающийся тем, что, с целью улучшения плавности вращения шпинделя при сварке крупногабаритных изделий, на опоре выполнены два ряда равномерно расположенных по ее хорде пазов, в каждом из которых уложены плавки и на каждой из них по радиусу опоры и перпендикулярно ей
закреплены две цапфы, причем на каждой из них установлен двухрядный сферический самоустанавливающийся подшипник, при этом на кольцевом шпинделе выполнены беговые дорожки для наружных обойм подшипников,
а цапфа каждой планки одного ряда, перпендикулярная радиусу опоры, выступает за торец опоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ведущая стойка вращателя | 1987 |
|
SU1496979A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| САМОУСТАНАВЛИВАЮЩАЯСЯ ОПОРА | 2009 |
|
RU2412794C1 |
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СУММАРНОГО ОСЕВОГО ЗАЗОРА В ОПОРНО-ПОВОРОТНОМ УСТРОЙСТВЕ | 2024 |
|
RU2828238C1 |
| Стенд для сборки и сварки кольцевых швов крупногабаритных конструкций | 1977 |
|
SU716762A1 |
| Стенд для сборки и сварки кольцевыхшВОВ КРупНОгАбАРиТНыХ КОНСТРуКций | 1979 |
|
SU823047A1 |
| Кантователь крупногабаритных изделий | 1984 |
|
SU1326418A1 |
| Вращатель для сборки под сварку труб и трубных узлов | 1980 |
|
SU903037A1 |
5Фиг S
Узел
