Изобретение относится к специальной оснастке, применяемой для роботизированной сборки крупногабаритных ферменных конструкций. Предложенная оснастка может применяться как в наземных условиях, так и в космосе, в частности при движении собираемого объекта по орбите небесного тела (в невесомости) или на поверхности Луны или планет, если температура эксплуатации узлов фермы, с учетом применения средств теплозащиты, находится в диапазоне ±60°С.
Целью изобретения является устранение технологических ограничений на размеры крупногабаритных конструкций, применяемых на космических аппаратах и при развертывании напланетных средств исследования. В настоящее время габариты таких конструкций ограничены в первую очередь конечными размерами обтекателя ракеты-носителя. Кроме того, при достаточно сложной схеме раскрытия, например, применяемой для формирования рефлекторов радиотелескопов или ретрансляторов, количество элементарных шарниров может достигать нескольких сотен, что снижает надежность системы в целом. Единожды развернутая ферма не может быть отремонтирована при выходе из строя одного стержня, а вместе с отказом фермы прекращается и работа космического аппарата. Таким образом, желательно иметь способ, обеспечивающий возможность замены отдельных стержней и вообще исключения эффекта масштаба при формировании крупногабаритных конструкций, однако при этом сохраняющий все те преимущества в части точности и размеростабильности, которые обеспечивает заводская сборка и юстировка ферменных конструкций.
Известен "Reconfiguration Type Space Multiple Manipulator System" (патент на изобретение JP 2000190265 А, опубл. 11.08.2003), представляющий собой робот для использования в космосе, состоящий из центрального блока и нескольких присоединенных к нему манипуляторов. Отличительной особенностью робота является возможность отсоединения манипуляторов, которые, в свою очередь, могут присоединяться к обслуживаемой роботом конструкции. Это обеспечивает возможность перемещения робота по конструкции и, в теории, осуществлять сборку-разборку этой конструкции.
Недостатком вышеописанного изобретения является не проработанный способ сборки конструкций, что не позволяет использовать робот для построения пространственных ферм.
Известен гуманоидный робот (патент на изобретение US 20110067521 А, МПК B60F 3/00, МПК B25J 18/00, B25J 15/0009, Y10T 74/20305, Y10T 74/20329, Y10T 74/20335, опубл. 20.08.2013), предназначенный для помощи космонавту, и содержащий центральный блок и два манипулятора, кинематически подобные человеческим рукам, а также систему технического зрения. Благодаря наличию кистевого пятипальцевого схвата, данный робот способен осуществлять широкий спектр операций, в частности - сборочные операции в открытом космосе или на поверхности Луны. Заявитель (NASA) предполагает использовать данный робот в сочетании с транспортным средством для сервисных операций на поверхности Луны.
Недостатками упомянутого гуманоидного робота являются следующие:
- пятипальцевый схват требует большого числа степеней свободы и соответственного числа шарниров, что снижает общую надежность робота по сравнению с роботами, использующими более простые схваты с одной степенью свободы,
- усилие, развиваемое манипуляторами робота, недостаточно для восприятия собственного веса робота в условиях лунной гравитации, по этой причине робот не является автономным, и не может покинуть транспортное средство, в результате высота возводимых сооружений существенно ограничена. Основной причиной недостаточности усилия является использование пятипальцевого схвата вместо более простых захватов или адаптеров.
Наиболее близким к предлагаемому изобретению аналогом, выбранным в качестве прототипа, является система роботизированной сборки, описанная в материалах международной конференции ICIEAM-2020 [Pochezhertsev A.G., Kopylov V.М. Universal Docking Assembly Design for Automatic Assembly of Large Untight Structures in Near-Earth Space //2020 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM). - IEEE, 2020. - pp. 1-6]. Основным методом соединения двух фланцев в данной работе принято формирование кольца из легкоплавкого материала (например, свинцово-оловянного сплава) внутри соединяемых объектов. В пазы на втулке и ответной детали заливают заподлицо с поверхностью два кольца из легкоплавкого металла, а контакт посадочных поверхностей обеспечивают по достаточно точной посадке, с зазором менее 50 мкм. Одно из колец нагревают, в результате чего оно расширяется, что обеспечивает плотный контакт с ответным кольцом и дальнейший совместный прогрев. Благодаря высокой теплопроводности оба металлических кольца переходят в жидкую фазу практически одновременно по всему своему объему. В случае сплавления в поле силы тяжести перемешивание материала происходит благодаря конвекции в расплаве. При сплавлении в невесомости устранение границы между кольцами происходит за счет сил поверхностного натяжения, благодаря действию которых кольца стремятся сжаться к оси симметрии. В результате, после охлаждения и застывания легкоплавкого металла, образуется монолитная деталь, прочно соединяющая два элемента фермы в одном из направлений приложения нагрузки. Все прочие степени свободы могут быть ограничены механическими стопорами. В прототипе в качестве такой запирающей детали выбрано кольцо, работающее на срез.
Фитинг, используемый в прототипе, представляет собой две сочленяемых детали (палец и втулку). Для удобства соединения на них выполнены заходной и ответный конусы. На периферии окружности пальца и втулки предусмотрены посадочные места для электрических разъемов. Для предотвращения прокручивания пальца во втулке предусмотрены фрезерованные выступы и ответные пазы для них по краю фланцев пальца и втулки. Два кольца из легкоплавкого металла залиты одно в проточку на пальце, другое - в проточку на втулке. При заливке колец в одной из проточек заранее размещена спираль нагревательного элемента, так что после заливки она оказывается полностью погружена в кольцо. В качестве легкоплавкого металла используется свинцово-оловянный припой.
Для расплавления колец припоя используется нагреватель в одном из них, электроэнергия к которому подводится через захват манипулятора. В этом захвате предусмотрены контактные площадки, замыкающие ответные контакты на втулке или пальце фитинга (в зависимости от того, где именно установлен нагреватель). Геометрия губок захвата такова, что замыкание контактных площадок происходит одновременно с механической фиксацией фитинга в захвате.
Преимущества описанного выше подхода к соединению деталей следующие:
- Соединение не требует сложных движений (требуется только вставить палец в отверстие втулки),
- Процесс сборки организован так, чтобы не возникло неравномерных температурных деформаций и вызванных ими перекосов,
- Температура, при которой происходит сборка, существенно ниже, чем при сварке, что позволяет использовать в том же соединении электрические разъемы и передавать напряжение питания и сигналы,
- Отклонения собранной конструкции от ее номинального вида повторяются от сборки к сборке, поскольку обусловлены формой заранее изготовленных поверхностей, соединяемых «до упора», что позволяет в наземных условиях подобрать стержни наилучшим образом, и обеспечить высокую стабильность и точность размеров,
- Сама сборка не предполагает наличия движущихся частей, таких как резьбовой крепеж, замки, защелки или пружины, что обеспечивает высокую надежность.
Однако, прототип не лишен ряда недостатков. К ним относятся:
- Низкая технологичность узла, обусловленная большим объемом точных фрезерных работ, и связанная с этим высокая стоимость;
- Использование нагревателя, являющегося частью узла, что также увеличивает стоимость изготовления, а, кроме того, снижает надежность, поскольку вероятность отказа хотя бы одного нагревателя из множества стержней будет достаточно высока;
- Недостаточная проработка вопроса теплоизоляции электрических разъемов, поскольку они устанавливаются непосредственно на металлическую часть фитинга;
- Игнорирование влияния теплового расширения примыкающих к узлу частей конструкции на точность сборки, и, соответственно, не принятие мер к снижению этого влияния;
- Использование единого фланца как для стыковки соединений с передачей электроэнергии, так и для простой механической сборки, в то время как желательно иметь комплект дополнительной оснастки на случай необходимости передачи электроэнергии, в дополнение к базовой конструкции узла только для механической сборки;
- Возможность повторной сборки конструкции после ее разборки только после заливки новых колец припоя в заводских условиях, что делает невозможным ремонт фермы методом замены одного из стержней;
- Сравнительно небольшая поверхность охлаждения, из-за чего время, необходимое для соединения половинок фитинга, оказывается достаточно большим, а общая скорость сборки снижается.
Кроме того, обычно ферменные конструкции состоят из геометрически жестких фигур - треугольников и многогранников на их основе, но в прототипе не указан способ, каким может быть установлено третье ребро треугольника, при условии, что уже установленные два ребра являются достаточно жесткими и не могут быть раздвинуты.
Для устранения отмеченных выше недостатков заявителем предлагается система роботизированной сборки крупногабаритных ферм, в том числе на орбите Земли или Луне, которая, как и ближайший аналог, включает в себя робота с несколькими (как минимум двумя) манипуляторами, специальный захват и специальные сборочные фитинги стержневых элементов фермы.
В отличие от ближайшего аналога, в системе предусмотрены фитинги двух видов - классический фитинг фермы для присоединения множества стержней и фитинг для соединения двух стержней, как минимум один из которых полый, и соединение может телескопически раскладываться с изменением линейного размера более чем на двойную длину присоединительных фитингов. Благодаря этому возможна сборка треугольника следующим образом: два ребра устанавливаются обычным образом, третье ребро представляет собой складную из двух половин телескопическую трубку, которая в сложенном состоянии устанавливается к одной из вершин замыкаемого ребра, после чего манипулятор раздвигает телескопическое ребро, и сначала собирает его с последним незанятым фитингом в треугольнике, а затем собирает фитинг на середине телескопического ребра.
Вместо двух контактных площадок для замыкания цепи нагревателя, как это было сделано в прототипе, захват сам содержит в себе нагреватель, расположенный на губках захвата. Этим устраняется необходимость в нагревателе внутри фитинга.
Захват оснащен вторичными щитками с двусторонней поверхностью, закрытой экранно-вакуумной теплоизоляцией с одной стороны и покрытой терморегулирующей краской с другой. После того как кольца легкоплавкого металла расплавлены, эти щитки поднимаются вторичным приводом захвата (например, с помощью конической шестерни, входящей в зацепление с коническими секторами на щитках), чем обеспечивают увеличение вдвое теплового потока от нагретого фитинга в окружающую среду. Кроме того, благодаря изменению оптических свойств поверхности нагрев происходит быстрее, так как зона нагрева теплоизолирована, а охлаждение происходит более эффективно благодаря соответствующему сочетанию коэффициента черноты и коэффициента поглощения солнечного излучения у терморегулирующего покрытия. Таким образом, достигается увеличение общей скорости сборки.
Втулка и палец фитинга выполнены сборными, причем основная часть втулки и пальца представляет собой тело с осевой симметрией, получаемое только токарными и сверлильными операциями. Это значительно повышает технологичность узла.
Для случая стыковки с передачей электроэнергии предусмотрены текстолитовые площадки с установленными на них электроразъемами, присоединяемые к основной части тугой посадкой на конус с буртом, с фиксацией цилиндрическими штифтами-шпонками внатяг. Это решение позволяет устранить сразу два недостатка прототипа. Во-первых, фланец из текстолита или другого изоляционного материала обладает гораздо меньшей теплопроводностью, чем металл фитинга. Во-вторых, эти съемные фланцы как раз и представляют собой ту дополнительную, но не обязательную оснастку, которая позволяет обеспечить передачу электроэнергии в дополнение к механической фиксации.
Втулка и палец фитинга имеют существенные особенности - ширина L гладкого участка цилиндрической поверхности сопряжения втулки и пальца больше, чем ширина K кольца из легкоплавкого металла, а сами втулка и палец выполнены из металла, не смачиваемого легкоплавким металлом. Эти два обстоятельства обеспечивают возможность разборки и повторной сборки фитинга. Для этого достаточно сдвинуть втулку относительно пальца на расстояние большее нуля, но меньшее разности (L-K), и дождаться застывания колец легкоплавкого металла. Если материал втулки или пальца будет смачиваться легкоплавким металлом, такое смещение не приведет к окончательному разделению колец на две детали.
Торцевые стороны втулки и пальца защищены двойными керамическими фланцами, предпочтительно из нитрид-цирконий-фосфорной (NZP) керамики, причем места под установку крепежных винтов или болтов в этих фланцах выполнены таким образом, что одна половина фланца закрывает головки крепежей для сегмента фермы со стороны фитинга, а другая половина фланца закрывает головки крепежей, присоединяющих фланцы к фитингу, со стороны сегмента фермы. За счет этого достигается теплоизоляция фитингов от остальной конструкции фермы.
Сущность предлагаемой системы сборки раскрывается ниже и поясняется фигурами 1-4.
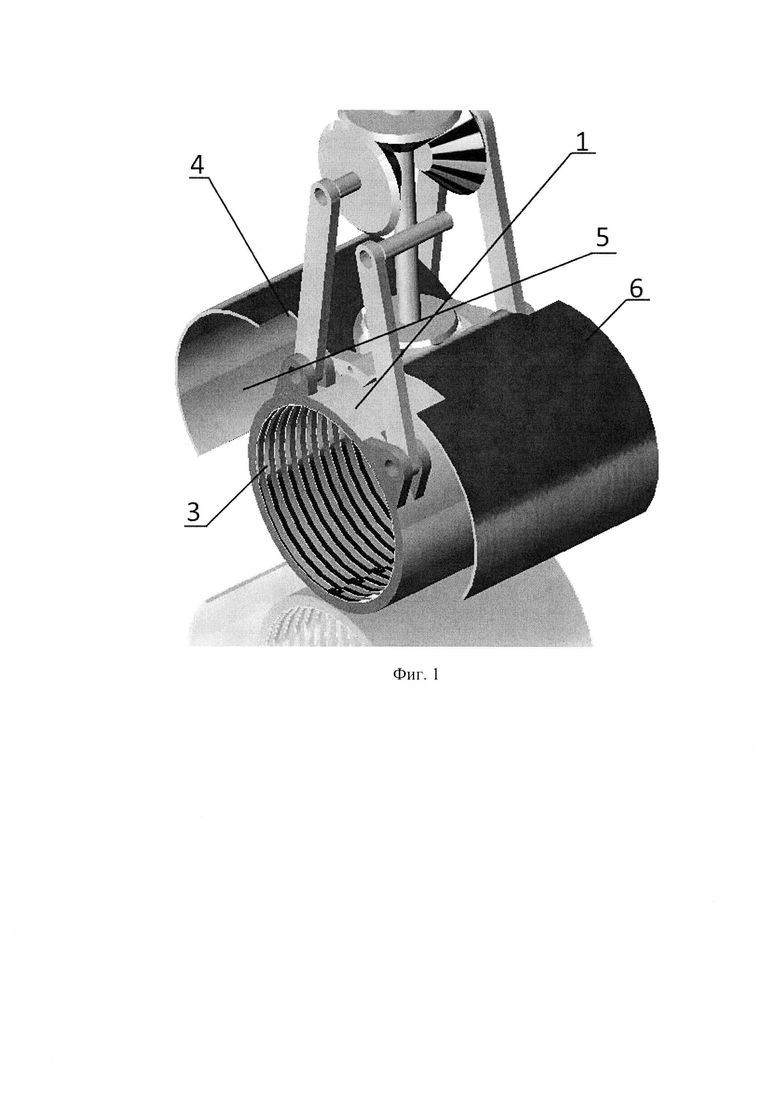
На фиг. 1 приведен общий вид захвата (корпус манипулятора не показан).
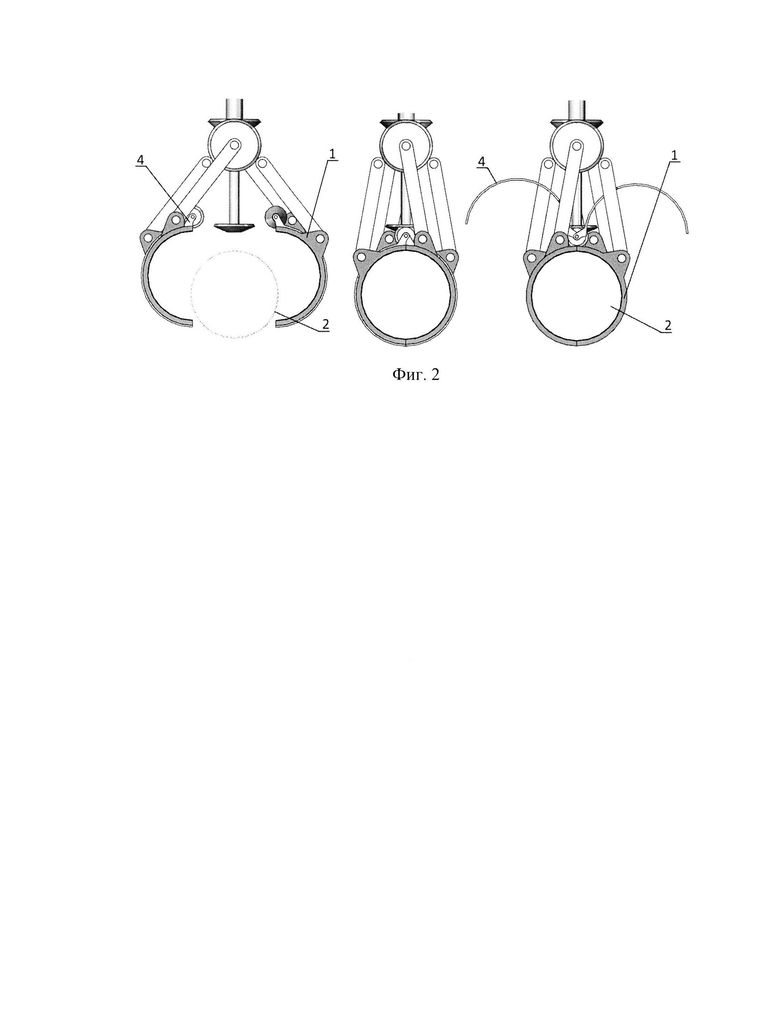
На фиг. 2 приведена последовательность схвата фитинга.
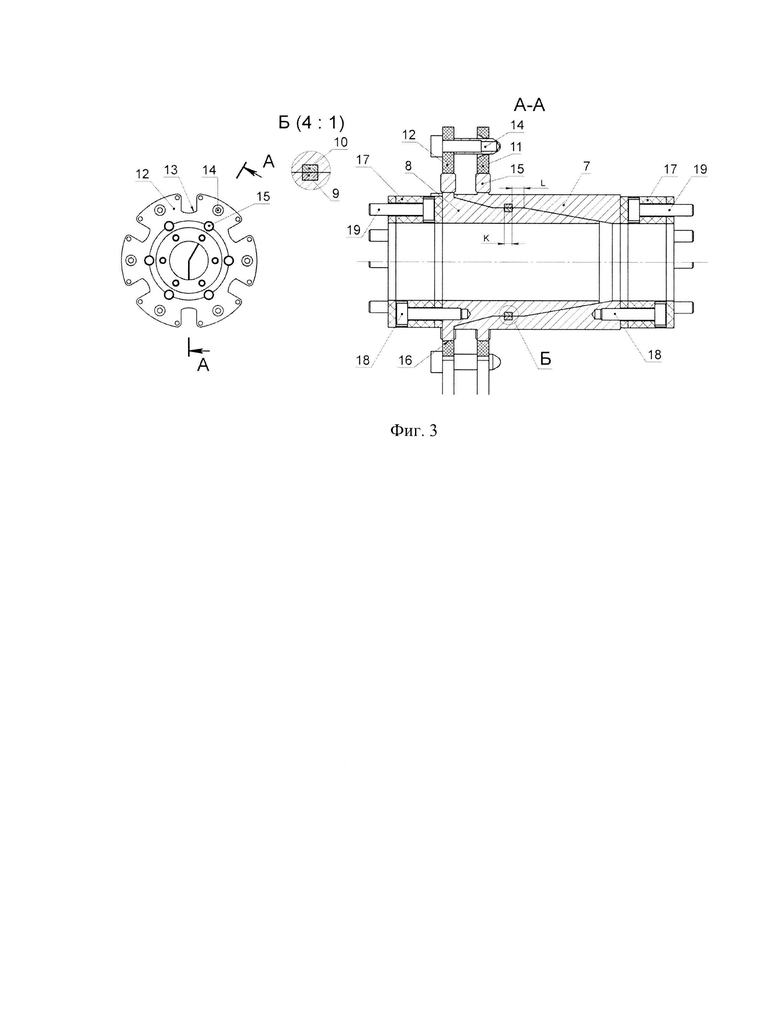
На фиг. 3 приведена конструкция фитинга.
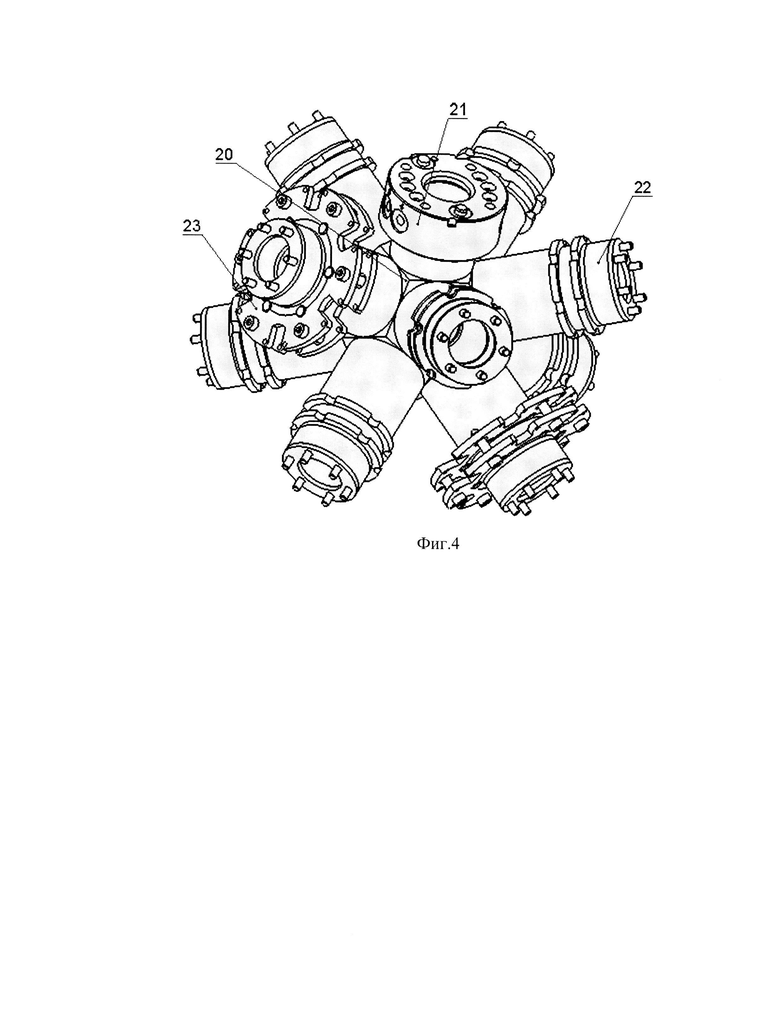
На фиг. 4 приведена возможная конструкция узлового элемента фермы.
Сборка крупногабаритных ферм осуществляется с помощью робота, оснащенного как минимум одним манипулятором с минимум шестью, а желательно - семью степенями свободы, кинематически полным или избыточным, и одной базовой точкой, представляющей собой трехстепенной манипулятор, оснащенный стыковочным интерфейсом.
Кроме манипуляторов робот содержит базовый блок, систему электропитания на основе аккумуляторной батареи, систему технического зрения, способную к распознаванию специальных контрастных меток, контроллер робота, блоки управления шарнирами манипулятора и базовой точки.
Рабочим органом манипулятора является схват для стержневого элемента. Рабочий орган прикреплен к конечной точке манипулятора робота, и оснащается специальной контрастной меткой для системы технического зрения, предпочтительно как минимум в трех равноудаленных местах, а также датчиками, сигнализирующими о закрытии и открытии схвата. Базовая точка оснащена интерфейсом механического крепления к узловому элементу фермы. Грузоподъемность манипулятора позволяет самостоятельное перемещение робота, то есть робот имеет возможность поднять собственный вес. Это ограничение представляет проблему в случае земной гравитации, однако для гравитации меньших, чем Земля, небесных тел, например Луны или Марса, не столь существенно.
Описанные роботы известны, особенности реализации робота и манипулятора не являются существенными для изобретения.
Захват манипулятора (фиг. 1, 2) выполнен в виде двух цилиндрических ковшей 1, способных сомкнуться на внешней поверхности втулки фитинга 2. Каждый ковш оснащен нагревательным элементом 3, получающим электроэнергию через интерфейс смены инструмента манипулятора. Каждый ковш прикрыт створкой 4, на одну сторону 5 которой нанесено терморегулирующее покрытие с высоким коэффициентом черноты в ИК-области, и низкой поглощательной способностью относительно спектра солнечного излучения (покрытие типа «излучатель»). Такими покрытиями являются, например, светлые эмали на основе литиевых стекол, такие как, ЭКОМ-ЖС-2. На другой стороне 6 створки 4 закреплен мат экранно-вакуумной теплоизоляции (на фигурах не показан). Внешняя сторона ковшей 1 также может быть покрыта терморегулирующим покрытием типа «излучатель».
Фитинг (фиг. 3) представляет собой две сопрягаемые части: внешнюю 7 (втулка) и внутреннюю 8 (палец). Каждая из частей содержит залитое в проточки кольцо легкоплавкого металла 9, 10. Материал втулки 7 и пальца 8 выбран таким образом, чтобы легкоплавкий металл в расплавленном состоянии не смачивал втулку и палец, то есть чтобы краевой угол смачивания для капли легкоплавкого металла на поверхности втулки и пальца был более 90°. Конструкция втулки и пальца такова, что выполняется соотношение размеров L>K. Благодаря этому, а также благодаря несмачиваемости поверхностей, как было указано выше, достигается возможность многократной сборки и разборки узла. Наличие конусных поверхностей на втулке и пальце, как это показано на фиг. 3, не является обязательным, однако облегчает роботизированную сборку, снижая требования к точности манипулятора. Наличие центрального полого канала также не является обязательным, однако снижает массу фитинга. Данная базовая конструкция достаточна для того, чтобы выполнить механическое соединение узла. Для случая соединений двух стержневых элементов телескопическим образом упорные бурты и длинные конусы не используются, вместо этого в конструкцию вводятся ограничители для предотвращения разделения стержня на две части. Втулка и палец в таком случае представляют собой цилиндрические тела с проточками, заранее вставленные друг в друга.
При необходимости передать электроэнергию или сигнал через стык используются навесные фланцы 11, 12 из теплоизоляционного материала, например, текстолита. На фланцах предусмотрены места 13 для установки электроразъемов, например, компрессионного типа или с подпружиненными контактами. Пальцы 14 закреплены на фланце 12 винтами и обеспечивают точное позиционирование относительно фланца 11, предотвращая проворот. Круглые штифты 15 установлены внатяг в отверстия под круглую шпонку, выполненные во втулке 7 и фланце 11, пальце 8 и фланце 12 соответственно. Дополнительно фланцы предохраняются от схода с втулки и пальца конусными посадочными поверхностями 16.
Для предотвращения тепловых деформаций собираемой конструкции используются керамические тепловые изоляторы 17. Винты 18, соединяющие эти изоляторы с узлом стыковки, прикрыты шайбой изолятора со стороны стержня фермы. Винты 19, являющиеся ответной частью для стержня фермы, аналогично прикрыты шайбой со стороны фитинга. Таким образом, исключен любой возможный контакт металлических поверхностей, и тепловое сопротивление изолятора достаточно велико. Использование керамики с низким коэффициентом термического расширения позволяет дополнительно снизить погрешности, вызванные нагревом.
Узловой элемент (фиг. 4) строится вокруг центрального тела 20 в виде многогранника, форма которого зависит от желаемой топологии фермы. На узловом элементе предусмотрен по крайней мере один такелажный элемент 21 для базовой точки манипулятора. В качестве такого элемента может быть использован любой из сборочных фитингов, однако процесс соединения фитингов более долгий, чем механическая фиксация на такелажном элементе, поэтому их использование для этой цели не оптимально. Все прочие грани центрального тела заняты сборочными фитингами для механической фиксации 22 либо фитингами для передачи электроэнергии совместно с механической фиксацией 23.
Система работает следующим образом.
При закреплении втулки на пальце вторичные створки захвата с нагревателем полностью охватывают втулку фитинга, и сторона 6 обращена в окружающее пространство, благодаря чему достигается снижение потерь на нагрев. После расплавления кольца легкоплавкого металла вторичные створки раскрывают, обеспечивая дополнительные радиаторные поверхности. Факт расплавления кольца может быть зафиксирован каким-либо датчиком температуры, установленным на схвате или на роботе, либо установлен по прохождению необходимого на расплавление легкоплавкого кольца времени.
Высокая нагрузочная способность кольца из легкоплавкого материала обусловлена схемой передачи сил при растяжении или сжатии соединения. При приложении силы к пальцу 8 возникает давление на торец внутренней части 10 кольца припоя. В то же время внешняя часть 9 кольца сопротивляется нагрузке. Таким образом, наиболее выражены в кольце напряжения сжатия, в то время как напряжения сдвига, обусловленные асимметрией нагрузки, существенно ниже благодаря тому, что радиусы внешней 9 и внутренней 10 частей кольца мало различаются по сравнению с их толщиной.
При использовании фланцев с электрическими разъемами возможный момент на скручивание соединения воспринимают пальцы 14, передающие усилие на фланцы 11, 12, и затем на штифты (цилиндрические шпонки) 15. Эти штифты обеспечивают фиксацию фланцев и воспринимают крутящий момент.
Техническим результатом применения описанной системы является:
- улучшение технологичности элементов собираемой фермы,
- увеличение надежности элементов фермы,
- улучшение теплоизоляции электрических разъемов и собираемой конструкции,
- возможность повторной сборки конструкции после ее разборки, включая возможность местного ремонта,
- увеличение темпов сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для движения каретки тросового лифта вдоль троса | 2023 |
|
RU2823642C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Схват манипулятора для роботизированной сборки сварных конструкций | 1989 |
|
SU1726237A1 |
| СТЫКОВОЧНОЕ УСТРОЙСТВО | 2019 |
|
RU2762223C2 |
| СПОСОБ ЗАХВАТА МЕТАЛЛИЧЕСКИХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2746910C1 |
| Ведущая стойка вращателя | 1987 |
|
SU1496979A1 |
| Схват промышленного робота | 1985 |
|
SU1324846A1 |
| КОСМИЧЕСКИЙ АППАРАТ | 1992 |
|
RU2072951C1 |
| Схват промышленного робота | 2023 |
|
RU2813251C1 |
| Манипулятор | 1982 |
|
SU1065185A1 |
Изобретение относится к специальной оснастке, применяемой для роботизированной сборки крупногабаритных ферменных конструкций. Предложена взаимно увязанная система сборки, состоящая из робота-манипулятора, специального захвата и специальных сборочных фитингов, обеспечивающих соединение стержневых элементов ферм. Особенностями системы является высокая точность и повторяемость конструкции, высокая нагрузочная способность, адаптация конструкции к сборке роботом. Технический результат заключается в том, что устраняются технологические ограничения на размеры крупногабаритных конструкций, применяемых на космических аппаратах и при развертывании напланетных средств исследования. 2 з.п. ф-лы, 4 ил.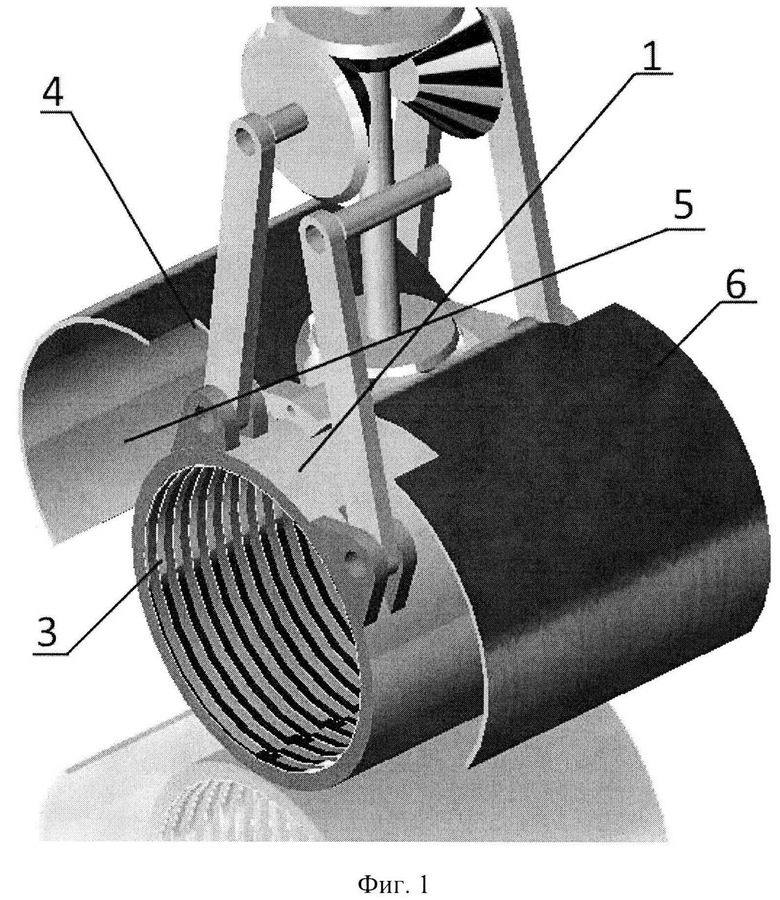
1. Система роботизированной сборки крупногабаритных ферм, включающая в себя робот с манипулятором, захват и сборочные фитинги с двумя кольцами легкоплавкого металла для соединения стержневых элементов фермы, отличающаяся тем, что фитинги выполнены в двух исполнениях, конструкции для присоединения множества стержней и конструкции для соединения двух стержней, как минимум один из которых полый, причем соединение может телескопически раскладываться с изменением линейного размера более чем на двойную длину присоединительных фитингов; в захват введен нагреватель, расположенный на губках захвата, а также вторичные щитки с двусторонней поверхностью, закрытой экранно-вакуумной теплоизоляцией с одной стороны и зачерненной с другой; фитинг выполнен в виде втулки и пальца, которые выполнены сборными, причем основная часть втулки и пальца представляет собой тело с осевой симметрией, изготавливаемое только с помощью токарных и сверлильных операций, а для стыковки с передачей электроэнергии введены текстолитовые площадки с установленными на них электроразъемами, присоединяемые к основной части тугой посадкой на конус с буртом, с фиксацией цилиндрическими штифтами-шпонками внатяг; ширина гладкого участка цилиндрической поверхности сопряжения втулки и пальца больше, чем ширина кольца из легкоплавкого металла, а сами втулка и палец выполнены из металла, не смачиваемого легкоплавким металлом, торцевые стороны втулки и пальца защищены двойными керамическими фланцами, причем места под установку крепежных винтов или болтов в этих фланцах выполнены таким образом, что одна половина фланца закрывает головки крепежей для сегмента фермы со стороны фитинга, а другая половина фланца закрывает головки крепежей, присоединяющих фланцы к фитингу, со стороны сегмента фермы.
2. Система роботизированной сборки крупногабаритных ферм по п. 1, отличающаяся тем, что в качестве электрических разъемов для фитинга с текстолитовым фланцем используются межплатные компрессионные электрические разъемы либо разъемы с подпружиненными контактами.
3. Система роботизированной сборки крупногабаритных ферм по п. 1, отличающаяся тем, что выполнена для сборки на орбите Земли или на Луне.
| Pochezhertsev A.G., Kopylov V.М | |||
| Universal Docking Assembly Design for Automatic Assembly of Large Untight Structures in Near-Earth Space, 2020 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), DATE ADDED TO IEEE XPLORE:09 JUNE 2020, pp | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РОБОТ-РАБОЧИЙ | 2000 |
|
RU2218268C2 |
| US 20110067521 A1, 24.03.2011 | |||
| JP | |||

