Изобретение относится к области сварки пластмасс и может быть использовано при формовании заглушек из термопластичных труб.
Целью изобретения является повышение качества герметизированных труб больших толшин.
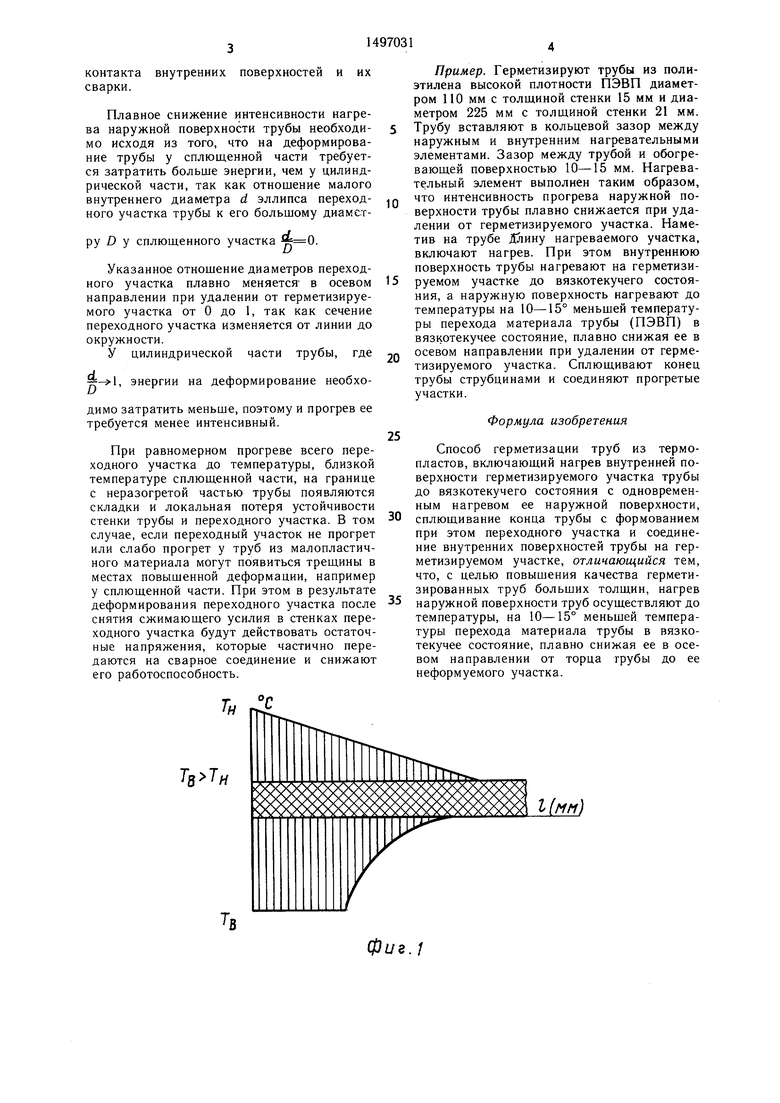
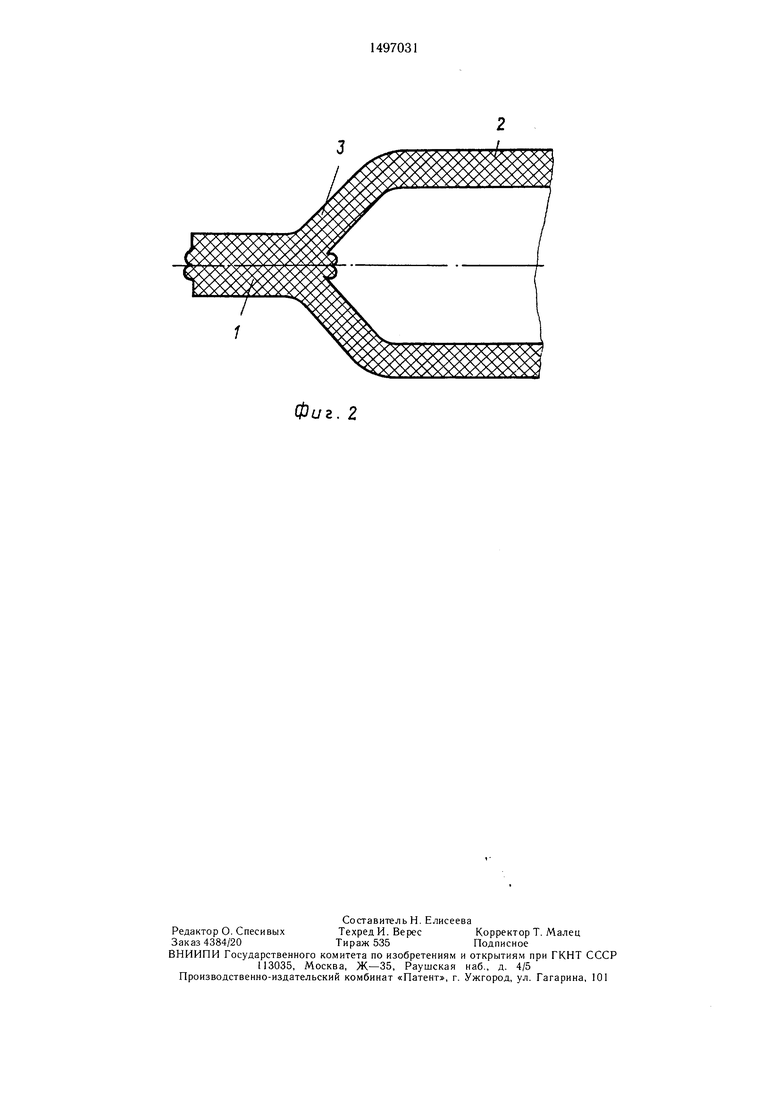
На фиг. 1 изображен график распределения температуры по длине трубы при нагреве; на фиг. 2 - участок трубы после герметизации ее конца.
Способ герметизации труб из термопластов заключается в следующем.
Трубу размещают в кольцевом зазоре, образованном наружным и внутренним нагревательными элементами (не показаны). Внутреннюю поверхность герметизируемого участка 1 трубы нагревают до вязкотеку- чего состояния (до Т). Одновременно нагревают наружную поверхность трубы до температуры (Т„), на 10-15° меньшей температуры (Та) перехода материала трубы в вязкотекучее состояние (фиг. 1). При этом температуру нагрева наружной поверхности трубы плавно снижают в осевом направлении, начиная от торца трубы до ее неформуемого участка 2. После нагрева сплющивают конец трубы механизмом сжатия (не показан). При этом происходит формование на трубе переходного участка 3, расположенного между сплющенным герметизируемым участком 1 и недеформируемым цилиндрическим участком 2. После сплющивания трубы осуществляется соединение (сварка) внутренних нагретых поверхностей на герметизируемом участке 1 (фиг. 2).
При нагреве наружной поверхности трубы выще указанной температуры материал трубы становится пластичным и происходит деформирование разгогретого участка трубы от собственного веса в результате потери устойчивости стенки трубы. Это деформирование может произойти до сплющивания или в процессе сплющивания трубы. И в том, и в другом случе образуют складки и морщины как на наружной поверхности, так и в зоне сварки. Нагрев наружной поверхности трубы ниже указанной температуры также приводит к браку, так как недостаточно разогретый участок трубы плохо деформируется, при сплющивании не произойдет
(Л
4ib
СО
о со
контакта внутренних поверхностей и их сварки.
Плавное снижение интенсивности нагрева наружной поверхности трубы необходимо исходя из того, что на деформирование трубы у сплющенной части требуется затратить больше энергии, чем у цилиндрической части, так как отношение малого внутреннего диаметра d эллипса переходного участка трубы к его большому диаметру D у сплющенного участка 0.
Указанное отношение диаметров переходного участка плавно меняется- в осевом направлении при удалении от герметизируемого участка от О до 1, так как сечение переходного участка изменяется от линии до окружности.
У цилиндрической части трубы, где
, энергии на деформирование необходимо затратить меньше, поэтому и прогрев ее требуется менее интенсивный.
При равномерном прогреве всего переходного участка до температуры, близкой температуре сплющенной части, на границе с неразогретой частью трубы появляются складки и локальная потеря устойчивости стенки трубы и переходного участка. В том случае, если переходный участок не прогрет или слабо прогрет у труб из малопластичного материала могут появиться трещины в местах повыщенной деформации, например у сплющенной части. При этом в результате деформирования переходного участка после снятия сжимающего усилия в стенках переходного участка будут действовать остаточные напряжения, которые частично передаются на сварное соединение и снижают его работоспособность.
0
5
0
5
0
5
Пример. Герметизируют трубы из полиэтилена высокой плотности ПЭВП диаметром ПО мм с толщиной стенки 15 мм и диаметром 225 мм с толщиной стенки 21 мм. Трубу вставляют в кольцевой зазор между наружным и внутренним нагревательными элементами. Зазор между трубой и обогревающей поверхностью 10-15 мм. Нагревательный элемент выполнен таким образом, что интенсивность прогрева наружной поверхности трубы плавно снижается при удалении от герметизируемого участка. Наметив на трубе Длину нагреваемого участка, включают нагрев. При этом внутреннюю поверхность трубы нагревают на герметизируемом участке до вязкотекучего состояния, а наружную поверхность нагревают до температуры на 10-15° меньшей температуры перехода материала трубы (ПЭВП) в вязкотекучее состояние, плавно снижая ее в осевом направлении при удалении от герметизируемого участка. Сплющивают конец трубы струбцинами и соединяют прогретые участки.
Формула изобретения
Способ герметизации труб из термопластов, включающий нагрев внутренней поверхности герметизируемого участка трубы до вязкотекучего состояния с одновременным нагревом ее наружной поверхности, сплющивание конца трубы с формованием при этом переходного участка и соединение внутренних поверхностей трубы на герметизируемом участке, отличающийся тем, что, с целью повышения качества герметизированных труб больших толщин, нагрев наружной поверхности труб осуществляют до температуры, на 10-15° меньшей температуры перехода материала трубы в вязко- текучее состояние, плавно снижая ее в осевом направлении от торца трубы до ее неформуемого участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации труб из термопластов | 1989 |
|
SU1720885A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОЙ АМОРТИЗИРУЮЩЕЙ ПЛЕНКИ | 1992 |
|
RU2031796C1 |
| Устройство для герметизации конца трубы | 1989 |
|
SU1699797A1 |
| Строительный решетчатый элемент | 1990 |
|
SU1760043A1 |
| СПОСОБ ФАСОННОЙ ОБРЕЗКИ КОНЦОВ ТРУБОК | 2007 |
|
RU2363558C1 |
| Способ соединеия труб из термопластов и устройство для его осуществления | 1984 |
|
SU1206121A1 |
| Способ пневмоформования сферического изделия из листа термопласта | 1991 |
|
SU1808720A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2361733C2 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
Изобретение относится к области сварки пластмасс и может быть использовано при формовании заглушек из термопластичных труб. Цель - повышение качества герметизированных труб больших толщин. Для этого в способе герметизации труб из термопластов нагрев наружной поверхности труб осуществляют до температуры на 10-15°С меньшей температуры перехода материала трубы в вязкотекучее состояние. Указанную температуру плавно снижают в осевом направлении от торца трубы до ее неформируемого участка. 2 ил.
Тн
Ти
./
Фаг. 2
| Тростянская Е | |||
| Б | |||
| и др | |||
| Сварка пластмасс | |||
| М.: Машиностроение, 1967, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Патент США № 3651186, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
