. .
Изобретение относится к сварке пластмасс и может быть использовано при формовании заглушек из термопластичных труб.
Известен способ герметизации участка трубы путем одновременного прогрева как внутренней, так и наружной поверхности трубы, причем температура прогрева внутренней поверхности равна температуре перехода материала в вязкотекучее состояние, а наружной поверхности - на 10-15° меньше этого значения. Интенсивность прогрева наружной поверхности плавно снижается в осевом направлении трубы при удалении от герметизирующего участка.
Недостатком способа является недостаточное качество герметизации вследствие большой площади сварного шва.
Известен также способ герметизации участка трубы, деформирование этого разогретого участка трубы протяженностью (0,6-1,0)0 путем закручивания его относительно продольной оси по меньшей мере на 180°.
Недостатком этого способа при такой протяженности разогретого участка (0,6-1,0)0 приводит к образованию плоского утоньшенного днища, что отрицательно,сказывается на качестве герметизации из-за уменьшения протяженности сварного шва и площади его сечения, а также более высоких напряжений, возникающих в плоских днищах.
Цель изобретения - повышение качества герметизации стыка труб и их долговечности.
Поставленная цель достигается тем, что для герметизации труб разогретый участок трубы протяженностью не менее 1,5 ее диаметров деформируют путем закручивания его относительно продольной оси по меньшей мере на 180°.
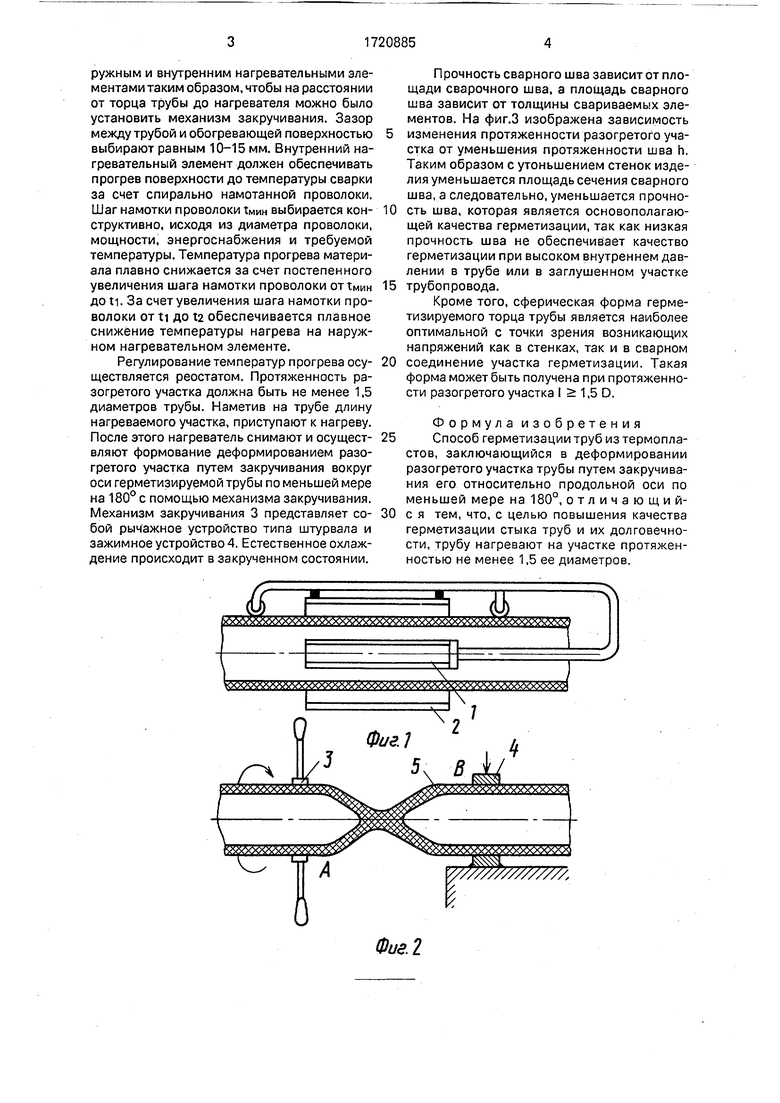
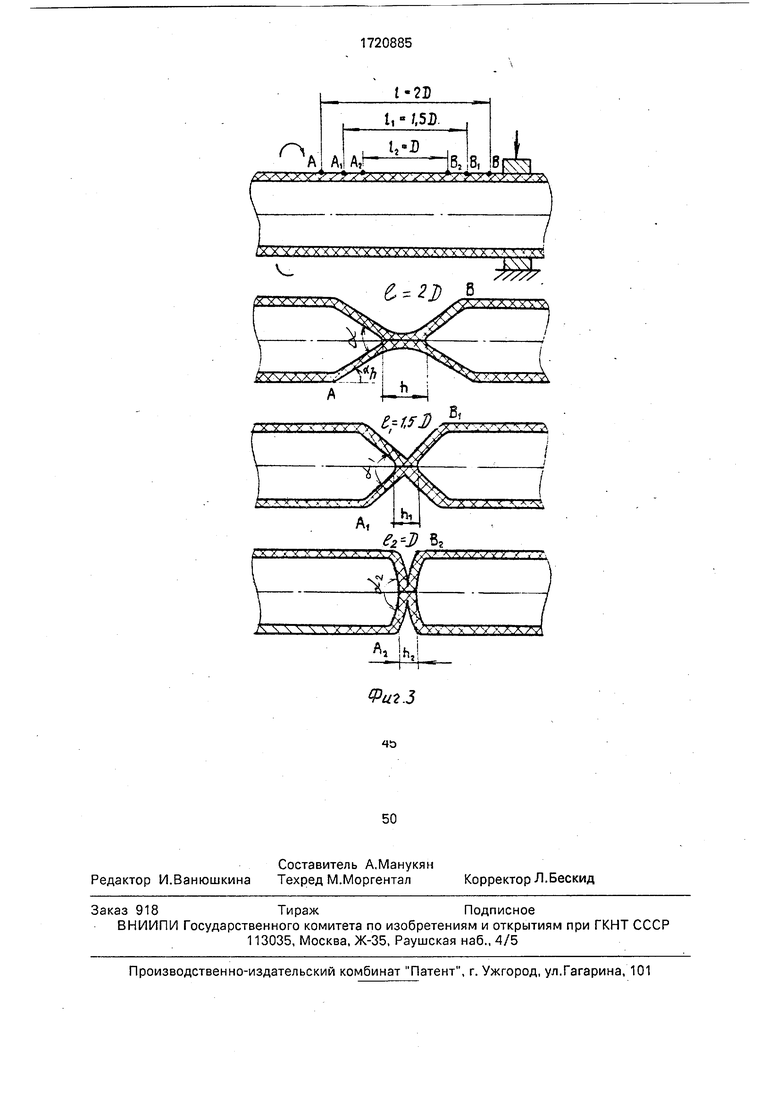
На фиг.1 изображен участок трубы в процессе разогрева; на фиг.2 - то же, формование деформированием; на фиг.З - труба, виде торца.
Способ герметизации труб из термопластов осуществляется при помощи устройства, содержащего внутренний нагревательный элемент 1, наружный нагревательный эле- мент2, механизм закручивания 3, зажимное устройство 4. Трубу 5 вставляют между на(Л
С
vi ho О со со сл
ружным и внутренним нагревательными элементами таким образом, чтобы на расстоянии от торца трубы до нагревателя можно было установить механизм закручивания. Зазор между трубой и обогревающей поверхностью выбирают равным 10-15 мм. Внутренний нагревательный элемент должен обеспечивать прогрев поверхности до температуры сварки за счет спирально намотанной проволоки. Шаг намотки проволоки Тмин выбирается кон- структивно, исходя из диаметра проволоки, мощности, энергоснабжения и требуемой температуры. Температура прогрева материала плавно снижается за счет постепенного увеличения шага намотки проволоки от гмин до ti. За счет увеличения шага намотки проволоки от ti до t2 обеспечивается плавное снижение температуры нагрева на наружном нагревательном элементе.
Регулирование температур прогрева осу- ществляется реостатом. Протяженность разогретого участка должна быть не менее 1,5 диаметров трубы. Наметив на трубе длину нагреваемого участка, приступают к нагреву. После этого нагреватель снимают и осущест- вляют формование деформированием разогретого участка путем закручивания вокруг оси герметизируемой трубы по меньшей мере на 180° с помощью механизма закручивания. Механизм закручивания 3 представляет со- бой рычажное устройство типа штурвала и зажимное устройство 4. Естествен ное охлаждение происходит в закрученном состоянии.
Прочность сварного шва зависит от площади сварочного шва, а площадь сварного шва зависит от толщины свариваемых элементов. На фиг.З изображена зависимость изменения протяженности разогретого участка от уменьшения протяженности шва h. Таким образом с утоньшением стенок изделия уменьшается площадь сечения сварного шва, а следовательно, уменьшается прочность шва, которая является основополагающей качества герметизации, так как низкая прочность шва не обеспечивает качество герметизации при высоком внутреннем давлении в трубе или в заглушенном участке трубопровода.
Кроме того, сферическая форма герметизируемого торца трубы является наиболее оптимальной с точки зрения возникающих напряжений как в стенках, так и в сварном соединение участка герметизации. Такая форма может быть получена при протяженности разогретого участка I 1,5 D.
Формула изобретения Способ герметизации труб из термопластов, заключающийся в деформировании разогретого участка трубы путем закручивания его относительно продольной оси по меньшей мере на 180°, отличающий- с я тем, что, с целью повышения качества герметизации стыка труб и их долговечности, трубу нагревают на участке протяженностью не менее 1,5 ее диаметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации труб из термопластов | 1987 |
|
SU1497031A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166215C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2355533C2 |
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |
| Устройство для герметизации конца трубы | 1989 |
|
SU1699797A1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕЙНЕРА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ | 2003 |
|
RU2263001C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Разжимной трубчатый анкер и способ его изготовления | 1990 |
|
SU1740681A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЖИМНОГО ТРУБЧАТОГО АНКЕРНОГО ЭЛЕМЕНТА | 1994 |
|
RU2083304C1 |
Изобретение относится к сварке пластмасс и может быть использовано при формовании заглушек из термопластичных труб. Цель изобретения - повышение качества герметизации стыка труб и их долговечности. Для этого трубу нагревают на участке протяженностью не менее 1,5 ее диаметров и деформируют разогретый участок трубы путем закручивания его относительно продольной оси по меньшей мере на 180°. 3 ил.
Kxx g9wwwy ow ys x oc cv
Фаг 2
i x x У Ј У X У х v У х w У х х л х У v х. л - л. х х
vlЈ . 8
P-ifT) Ц{
V -х W N. , - х v . -N.S/-
т/У . V X W X 7
AJ4
Ф«г.З
| Способ герметизации труб из термопластов | 1987 |
|
SU1497031A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ формования полых полимерных изделий | 1984 |
|
SU1191300A1 |
| Солесос | 1922 |
|
SU29A1 |
